Изобретение огносится к волочильному производству, в частности к волочению трубчатых фасон ных профилей без предварительного острения.
Известные устройства для нногопереходного волочения трубчатых фасонных профилей через составную раздвижную волоку о саиоториозящии углом по наружной поверхности имеют низкую производительность за счет наличия холостого хода волочильной тележки и необходимости заправки профиля перед каждым переходом волочения.
Предлагаемое устройство отличается тем, что две составные раздвижные волоки, обращенные нав стречу одна другой, связаны между собой замкнутой рычажной системой, за счет чего волочение осуществляв ется через две попеременно работа ющие волоки. Это позволяет повысить производительность.
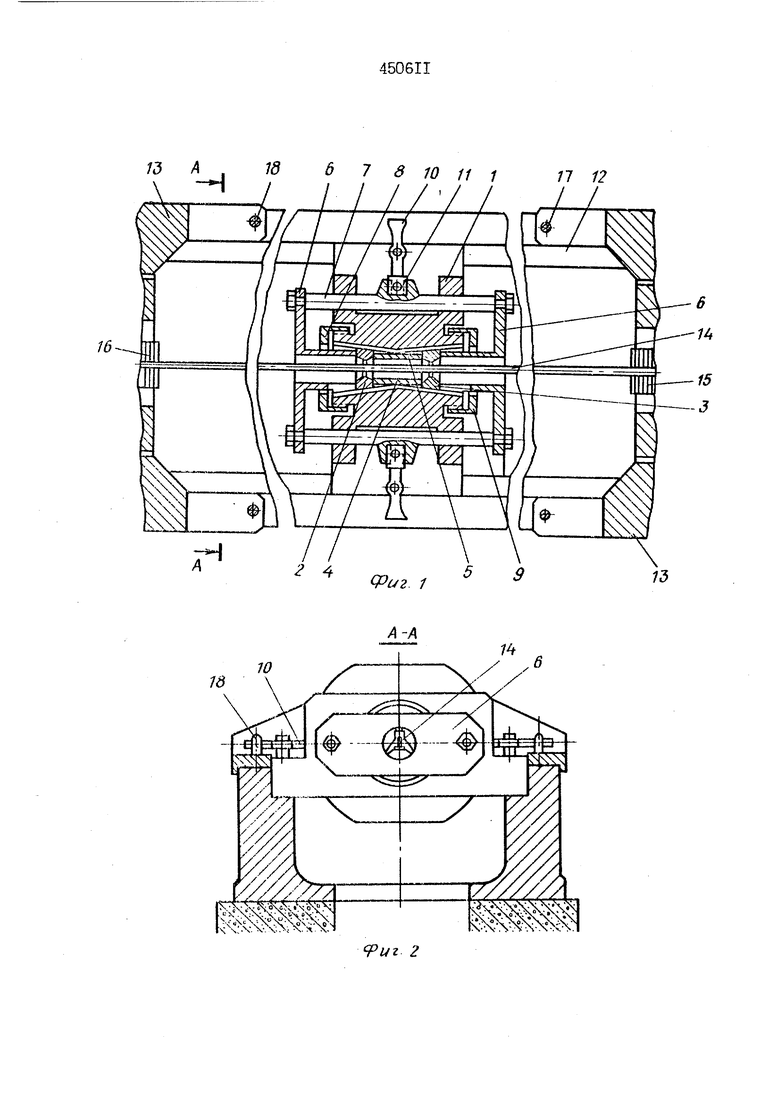
На фиг. I изображено предла|гаемое устройство, общий видJ на фиг.2 - разрез по А-А на фиг. Устройство имеет корпус I о установленными навстречу одна другой составными раздвижными волоками 2 и 3 с самотормозящими углами по наружной поверхности. На внутренней конусной поверхности корпуса I выполнены шлицы 4. Уежду волоками 2 и о установлена
.втулка 5. Траверсы 6 поджаты к торцам составных волок с помощью штанг 7 и жестко соединены между собой. На корпус навинчены гайки 8 и 9, которые служат упорами, ограничивающими перемещение траверс 6. Для перемещения траверс служат коромысло 10 и ползун II.
Траверсы 6, соединенные между собой штангами 7, вместе с коромыслами 10 и ползунами II образуют замкнутую рычажную систему. Устройство снабжено направляющими 12, по которым корпус со вершает реверсивные ходы.
По обеим сторонам от корпуса установлены подвижные зажимные головки 13 для попеременного закрепления фасонного профиля 14, снабженные зажимными губками 15 и 16, а также упоры 17 и 18, в которые упираются коромысла 10 в конце каждого хода корпуса I,
Устройство работает следующим образом. В начале цикла волочения волоки находятся в нейтраль ном положении (см. фиг. I), т.е.
их составные части разведены, и профиль 14 вставляется свободно через каналы волок 2 и 3 в зажимные губки 15 и закрепляется в них. После этого корпус I перемещают по направляющим 12 вправо до тех пор, пока коромысло Ю не дойдет до упора 17 и повернется относительно своей оси. При этом через коромысло 10 и ползун II штангам 7 передается поступательное движение вправо, в результате чего части волоки 2, перемещаясь к вершине конусной поверхности корпуса, сходятся и сдавливают профиль 14.
Одновременно посредством втулки 5 разводятся части волоки 3. Левая траверса 6 перемещается до упора в гайку 8, после чего движение вправо прекращается и начинается движение влево, при этом профиль 14 обжимается волоОЙ 2 до заданного поперечного крайнем левом положении коромысло 10 задерживается упором Ib и перемещает траверсы и волоки 2 и 3 влево. При этом части волоки 2 раздвигаются, и процесс деформации прекращается, в то время как части волоки 3 сжимаются и сдавливают профиль 14. Одновременно с перемещением траверсы ь производится закрепление протягиваемого профиля в зажимных губках 16. Переключение на движение инструмента вправо начинается в момент упора правой траверсы 6 в гайку 9.
По окончании цикла реверсивного волочения изменяют положение упорных гаек 8 и 9, уменьшая сечение канала волок. Затем цикл воочения повторяется.
ЯРЕДМЕ1 ИЗОБРЕТЕНИЯ Устройство для многопереходного волочения, содержащее две зажимные головки и составную раздвижную волоку с самотормозящим углом по наружной поверхности, установленную подвижно в корпусе, отли-, чающееся тем, что, с целью повышения производительности, оно снабжено второй составной волокой, установленной в том же корпусе навстречу первой, и обе составные волоки связаны замкнутой рычажной системой.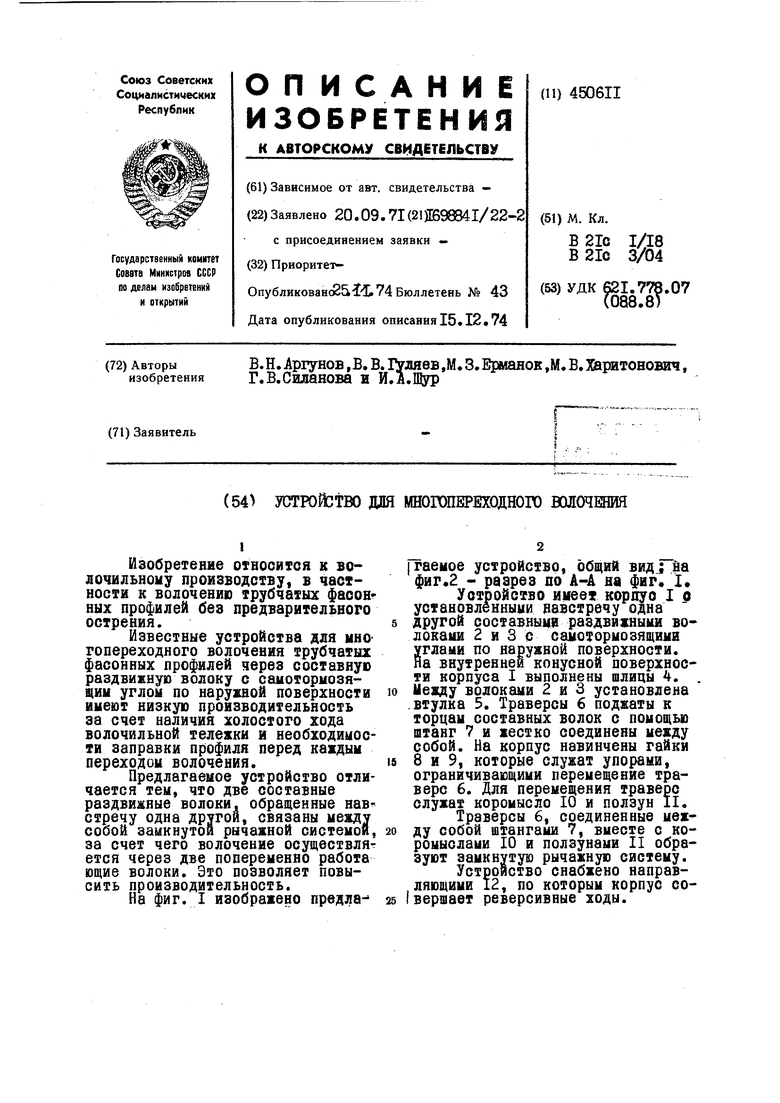
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРОТАЛКИВАНИЯ НЕЗАОСТРЕН ЗАГОТОВКИ В ВОЛОКУ ВОЛОЧИЛЬНОГО СТАНАБИ В г^'-•:.'")'I'jl^^f* V,. • | 1972 |
|
SU338280A1 |
| СОСТАВНАЯ ВОЛОКА ДЛЯ КАЛИБРОВКИ СЛОЖНЫХ ФАСОННЫХ ПРОФИЛЕЙг"-^П'-Л--!' •• -I if u _ I,'Uiu ^ 11/\/т- '.,':::;1т;;з •••.- - -••I'lijirc,;.'j ПШ'^l^^^ | 1965 |
|
SU174165A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1991 |
|
RU2011449C1 |
| Устройство для гидропрессования с волочением | 1980 |
|
SU952400A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Устройство для обжатия переднего конца труб большого диаметра | 1982 |
|
SU1061877A1 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| Составная волока | 1979 |
|
SU891191A1 |