Область техники
Изобретение относится к области электрохимической обработки металлов и может применяться для ручного электрохимического полирования различных изделий, в том числе деталей с пространственно-сложными поверхностями, т.е. поверхностями, имеющими нерегулярный, сложный профиль, изменяющийся сразу в трех координатах, и представляющими собой совокупность выпуклых, вогнутых, сферических, цилиндрических, конических и плоских участков. Такими поверхностями являются, например, рабочие поверхности штампов для изготовления деталей кузова автомобиля. Преимуществами ручной обработки являются универсальность, доступность, невысокая себестоимость обработки и небольшие первоначальные капитальные затраты на оборудование.
Задачей изобретения является уменьшение шероховатости поверхности различных металлических изделий путем применения операции ручного электрохимического полирования и обеспечение ее высокой производительности и качества. Изобретение особенно эффективно при полировании пространственно-сложных поверхностей или крупногабаритных изделий. Таким образом, изобретение может найти эффективное применение в технологических процессах изготовления деталей с пространственно-сложными поверхностями, например, штампов.
Уровень техники
Из общего уровня развития техники известна операция электрохимической обработки металлов. Обработка производится в среде электролита. Обрабатываемая заготовка подключается к положительному полюсу источника постоянного тока, а электрод - к отрицательному. При включении источника электрического питания между заготовкой и электродом проходит ток. При этом происходит процесс, который называется анодным растворением металла. Т.е. без применения операций резания производится съем металла с обрабатываемой поверхности. Для предотвращения коррозии заготовки применяются ингибиторы коррозии: нитрид натрия, силикат натрия и др.
Существует размерная электрохимическая обработка [1] и электрохимическое полирование [2]. При электрохимическом полировании размер детали не изменяется, только шероховатость поверхности снижается. Этот процесс отличается высокой производительностью, высоким качеством поверхности, возможностью обработки труднообрабатываемых материалов, отсутствием наклепанного слоя обработанной поверхности, отсутствием высоких температур. Однако электрохимическое полирование применяется только для геометрически несложных поверхностей: плоскостей, цилиндров и т.п. [3]. Это связано с необходимостью обеспечения постоянного, равномерного зазора между обрабатываемой заготовкой и электродом-инструментом. Плотность тока в рабочей зоне и производительность процесса зависят от зазора. Поэтому если зазор неодинаков по длине детали, то процесс электрохимической обработки будет происходить неравномерно по обрабатываемой длине, что приведет к неравномерности съема металла и резкому снижению качества обработки.
Соответственно, для геометрически простых деталей несложно изготовить электрод-инструмент с ответной рабочей поверхностью. Например, для полирования плоской поверхности необходим электрод с плоской рабочей частью, для цилиндрической - электрод в форме полутрубы (при вращении заготовки). Также существуют секционные электроды. Секционный электрод имеет более сложную форму и набран из нескольких электродов простой формы. Например, электрод для обработки ступенчатого вала набран из электродов полутруб разного радиуса. Причем для обработки заготовок по всей длине можно применять подачу, поэтому электрод-инструмент может быть небольшим и недорогим. Здесь главное состоит в том, что кинематика существующих электрохимических станков позволяет точно воспроизвести обрабатываемую поверхность. Например, для электрохимического полирования плоскости плоский электрод должен совершать прямолинейные движения в продольном и в поперечном направлении. Если электрод полностью перекрывает обрабатываемую поверхность, то он может оставаться неподвижным.
Для обработки пространственно-сложных поверхностей электрохимическое полирование не применяется, так как возникает необходимость изготовления фасонного электрода-инструмента также с пространственно-сложной поверхностью, являющейся ответной по отношению к обрабатываемой поверхности. Такой инструмент-электрод был бы по стоимости сравним с самой деталью, поэтому его применение экономически нецелесообразно. Четырех- и пятикоординатных электрохимических станков с числовым программным управлением, которые могли бы воспроизвести требуемую траекторию движения простым концевым инструментом (аналогично траектории движения концевой фрезы) в настоящее время не существует. Кроме того, стоимость станков с числовым программным управлением очень высока, причем, чем больше степеней свободы, тем выше стоимость.
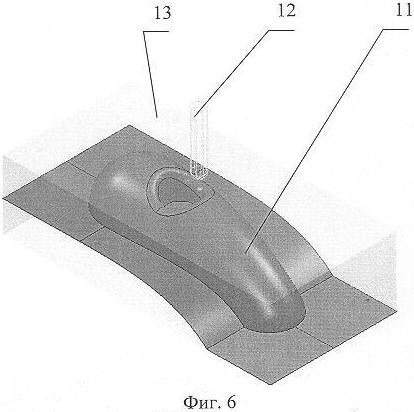
Типичными изделиями с пространственно-сложными поверхностями являются штампы для холодной и горячей штамповки, например, штампы для изготовления деталей кузова автомобиля. Пример такой поверхности показан на фиг.6, на которой цифрами обозначены: 11 - пространственно-сложная поверхность, 12 - концевая фреза, 13 - контур заготовки. Вследствие трудоемкости изготовления и больших габаритов штамп - очень дорогостоящий инструмент. Сложность штампа обусловлена тем, что он полностью формирует штампуемую деталь при простом прямолинейном движении, а детали кузова автомобиля имеют сложную форму в соответствии с замыслами конструкторов и дизайнеров.
Поэтому вопросы обеспечения качества изготовления штампов и их стойкости являются актуальными. Основной технологической операцией их изготовления в современном производстве является контурное фрезерование на фрезерных станках с числовым программным управлением [4, 5]. Применяются четырех- и пятикоординатные станки. Инструментом является концевая фреза со сферической рабочей частью. Применяются цельные твердосплавные концевые фрезы диаметром 6...10 мм. При применении таких фрез обеспечивается доступ инструмента ко всем участкам обрабатываемой поверхности. При работе фреза совершает вращательное движение резания и движение подачи. Траектория подачи фрезы задается управляющей программой. Причем траектория является сложной, содержит в себе множество участков движения по прямой, по окружности, по линии в пространстве, т.е. фреза постепенно, построчно описывает всю рабочую поверхность штампа. В результате фреза вырезает из заготовки рабочую поверхность штампа. Шероховатость рабочих поверхностей штампов холодной штамповки не должна превышать Ra 0,4. Это обусловлено требованиями качества штампованной детали, силами трения при штамповке, износостойкостью штампов. Но фрезерованием не удается достигнуть требуемой шероховатости. Наименьшая шероховатость, достигаемая скоростным фрезерованием - Ra 0,8...1,25. Это является следствием динамики процесса фрезерования. Для снижения шероховатости геометрически простых поверхностей применяют шлифование, полирование, хонингование. Но для пространственно-сложных поверхностей такие процессы неприменимы, так как нет доступа шлифовального или полировального круга ко всем участкам пространственно-сложной поверхности, т.е. не обеспечивается инструментальная доступность. Поэтому применяют ручное абразивное полирование при помощи наборов абразивных брусков и лент различной формы и размеров. Такая обработка имеет множество недостатков. Во-первых, ручное абразивное полирование - чрезвычайно трудоемкий процесс, требует больших затрат времени и физических сил рабочего. Во-вторых, не гарантируется качество обработки, так как при ручной обработке велика возможность ошибок: недоработок или, наоборот, снятия излишнего металла, т.е. велика зависимость от человеческого фактора, от личного мастерства рабочего. В-третьих, шероховатость поверхности будет неравномерной, так как при ручной обработке невозможно обеспечить одинаковую интенсивность обработки на всех участках пространственно-сложной поверхности.
Наиболее близким аналогом предлагаемого изобретения является ручной инструмент-электрод для электрохимической обработки, содержащий ручку с прикрепленным к ней перфорированным электродом, подключенным при помощи контакта и провода к отрицательному полюсу источника тока, при этом к перфорированному электроду с внешней стороны прикреплена тканевая прокладка. Сведения об аналоге опубликованы в [6], 15.11.1991: JP 3257200 А, МПК C25F 7/00.
Приведенный аналог имеет недостатки. Продукты химической реакции плохо удаляются из зоны обработки, так как отсутствует непрерывная подача свежего электролита в зону обработки. Это приводит к снижению производительности обработки, неравномерности процесса обработки и, вследствие этого, к снижению качества электрохимической обработки.
Раскрытие изобретения.
Задачей изобретения является уменьшение шероховатости поверхности различных металлических изделий путем применения операции ручного электрохимического полирования и обеспечение ее высокой производительности и качества. Изобретение предлагает ручной инструмент-электрод для выполнения операций электрохимического полирования, способный обеспечить высокую производительность и качество операции, в том числе при обработке пространственно-сложных поверхностей. Финишное электрохимическое полирование способно обеспечивать малую шероховатость поверхностей, до Ra 0,4...0,2.
На фиг.1-3 показана конструктивная схема ручного инструмента-электрода.
Ручной инструмент-электрод для электрохимического полирования металлов содержит корпус 1 эргономичной формы из диэлектрического материала с прикрепленным к нему пластинчатым электродом 2, подключаемым при помощи электрического контакта 4 и провода 5, проходящего через отверстие с уплотнителем в стенке корпуса 1, к отрицательному полюсу источника постоянного тока, при этом к корпусу 1 при помощи штуцера 7 присоединена гибкая трубка 8 для непрерывной подачи электролита в полость корпуса 1, пластинчатый электрод 2 изготовлен с множеством отверстий, расположенных через равный шаг, а с внешней стороны к нему прикреплена дистанционная прокладка 3, создающая зазор между пластинчатым электродом 2 и обрабатываемой металлической деталью, подключаемой к положительному полюсу источника постоянного тока (фиг.1).
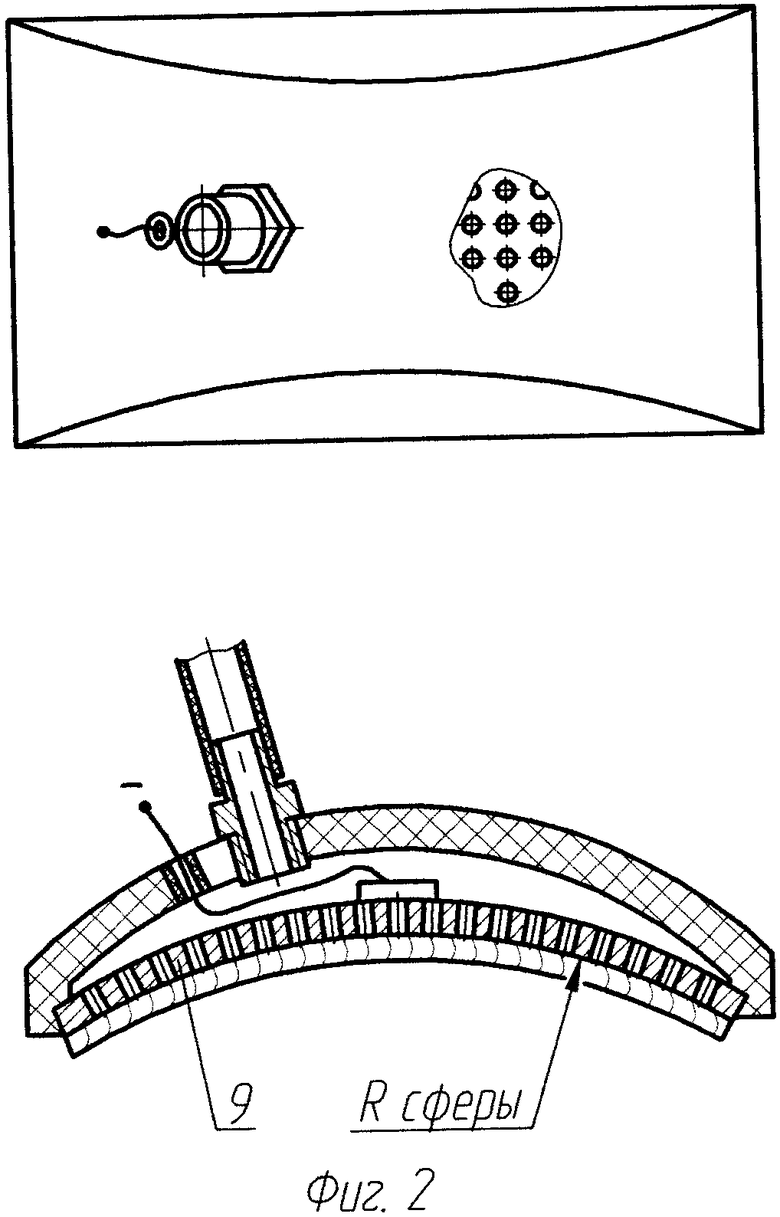
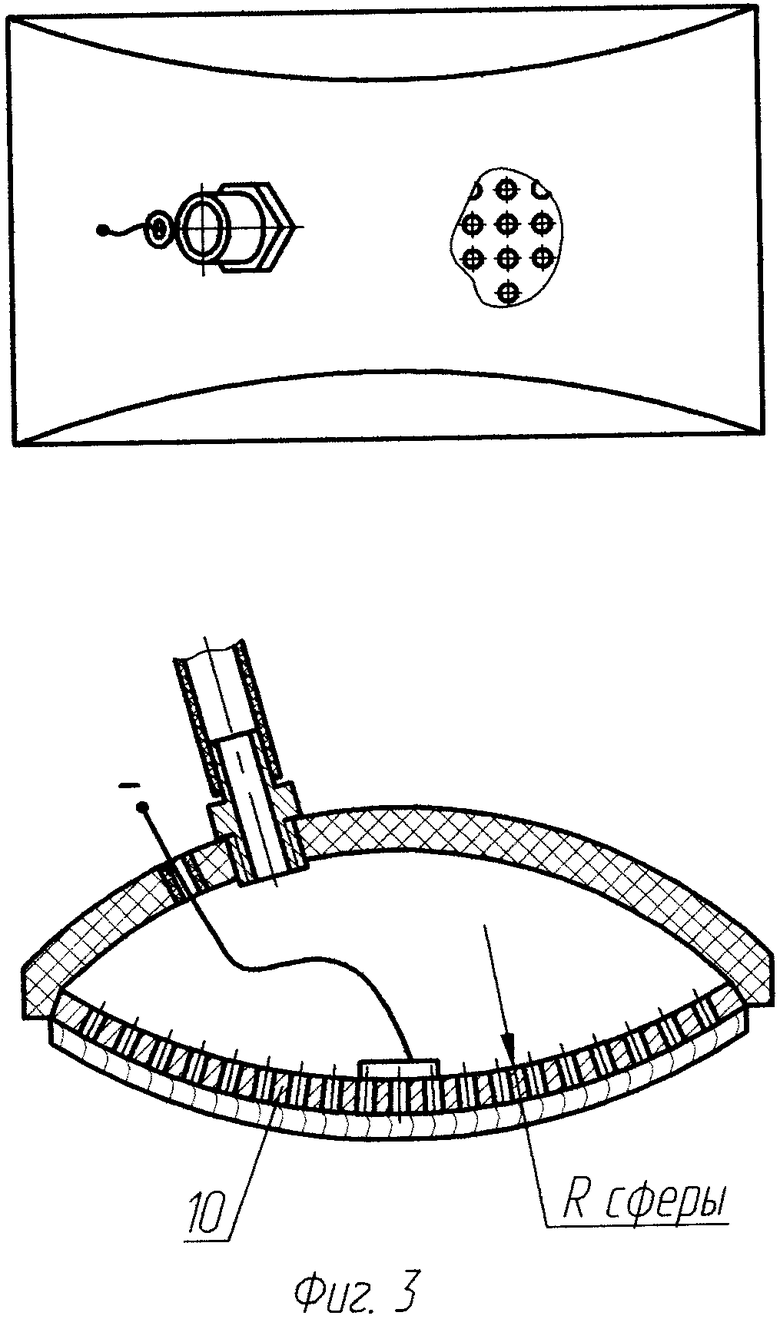
Пластинчатый электрод может быть изготовлен вогнутой формы в виде сегмента сферы (фиг.2) или выпуклой формы в виде сегмента сферы (фиг.3).
Устройство работает следующим образом. Корпус 1 изготовлен из диэлектрического материала, например, полиамида, и имеет эргономичную форму, удобную для обхвата рукой. К корпусу 1 присоединен пластинчатый электрод 2, например, при помощи клеевого соединения, причем соединение является герметичным. Таким образом, корпус 1 и пластинчатый электрод 2 образуют замкнутую полость. Пластинчатый электрод 2, изготовлен из электропроводного, коррозионно-стойкого материала, например, нержавеющей стали. В нем изготовлено множество мелких отверстий, расположенных через равный шаг и образующих таким образом сетку. К пластинчатому электроду 2 через отверстие в стенке корпуса 1 с уплотнителем 6 подведен провод 5 и присоединен при помощи электрического контакта 4. К корпусу 1 при помощи штуцера 7 присоединена гибкая трубка 8 для подвода электролита. С внешней стороны к пластинчатому электроду 2 присоединена дистанционная прокладка 3, изготовленная из диэлектрического материала, способного намокать в электролите, например из фильтровального войлока, из пористого пластика. Дистанционная прокладка 3 может быть присоединена при помощи клеевого соединения по контуру и дополнительно в нескольких точках по площади.
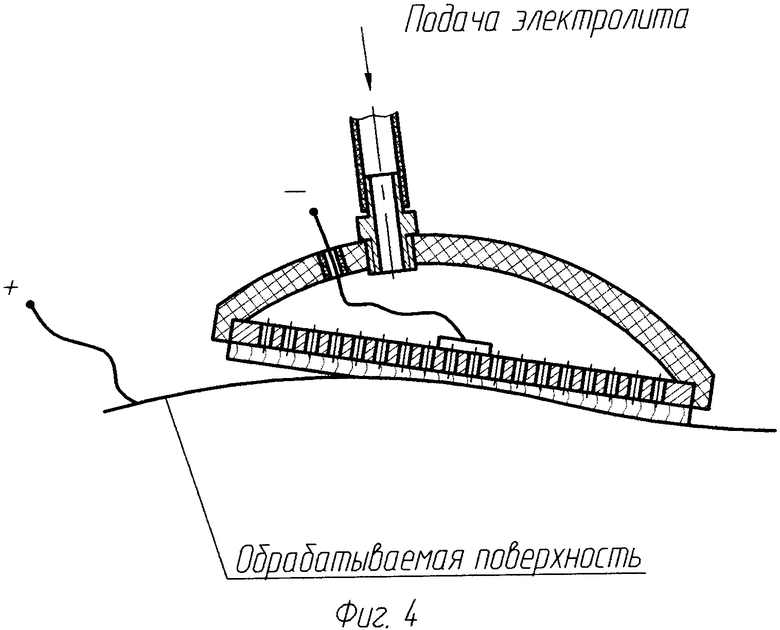
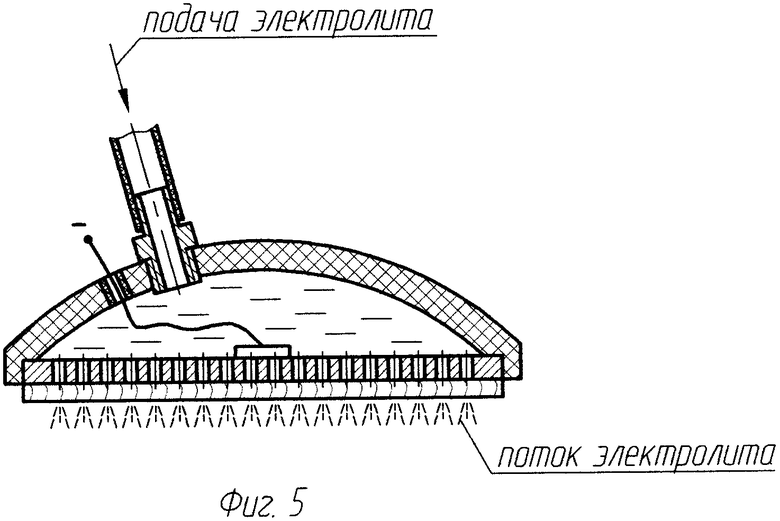
Для выполнения электрохимического полирования обрабатываемая деталь подключается к положительному полюсу источника постоянного тока, а пластинчатый электрод 2 через электрический контакт 4 и провод 5 - к отрицательному полюсу. Инструмент-электрод накладывается на обрабатываемую деталь, причем дистанционная прокладка 3 создает равномерный зазор между пластинчатым электродом 2 и обрабатываемой поверхностью, препятствуя их контакту так, как это показано на фиг.4. Через гибкую трубку 8 в полость корпуса подается электролит. В качестве электролита используются водные растворы солей, кислот, щелочей, например, раствор поваренной соли. Подаваемый электролит выливается через отверстия пластинчатого электрода 2, дистанционную прокладку 3 (так, как это показано на фиг.5), попадает на обрабатываемую деталь и, таким образом, замыкает электрическую цепь. Дистанционная прокладка 3 намокает, впитывает электролит и, таким образом, становится токопроводящей средой между пластинчатым электродом 2 и обрабатываемой деталью, но при этом продолжает создавать требуемый при обработке зазор, препятствуя непосредственному контакту детали и пластинчатого электрода 2. При замыкании электрической цепи начинается процесс электрохимического полирования. В основе электрохимической обработки лежит процесс анодного растворения металла. Инструмент-электрод перемещается вручную по обрабатываемой поверхности. Процесс полирования происходит только на тех участках поверхности, где в данный момент находится инструмент-электрод. Обработка производится до тех пор, пока не будет отполирована вся требуемая поверхность. Объем растворенного металла регулируется временем обработки, т.е. временем нахождения инструмента-электрода на некотором участке обрабатываемой поверхности. Время обработки определяется субъективно исполнителем работы, который оценивает обрабатываемую поверхность и решает, достигнута ли требуемая шероховатость на данном участке поверхности. Это можно определить по интенсивности следов от предшествующей обработки. Если, по мнению исполнителя, шероховатость не достигнута, то он снова помещает инструмент-электрод на недоработанный участок.
Качество выполнения операции обеспечивается тем, что анодное растворение металла происходит равномерно в зоне обработки. Производительность зависит от плотности тока в зоне обработки, а исполнитель работы не должен прикладывать физических усилий для обработки кроме как для перемещения инструмента-электрода по обрабатываемой поверхности. Пластинчатый электрод 2 может быть изготовлен различных размеров и формы: плоской, выпуклой, вогнутой, для обеспечения доступа инструмента-электрода ко всем участкам обрабатываемых поверхностей и повышения качества обработки.
В качестве электролита используется водный раствор поваренной соли (NaCl), при растворении которой в воде образуются положительные ионы натрия Na+ и отрицательно заряженные ионы хлора Cl-. При замыкании электрической цепи между ручным инструментом-электродом и обрабатываемой деталью возникает постоянный ток, а в электролите происходят следующие химические реакции. Вода частично диссоциирует на ионы водорода и гидроксильной группы:

Анионы хлора движутся к детали, так как она является анодом, и соединяются с железом, образуя растворимый в воде хлорид железа:

Катионы натрия движутся к катоду, получают от него недостающие электроны и образуют металлический натрий. Натрий - очень активный элемент, поэтому он сразу же реагирует с водой, образуя растворимый гидроксид натрия и газообразный водород:



Гидроксид натрия и хлорид железа в водном растворе реагируют друг с другом, образуя вновь растворимую поваренную соль и нерастворимый гидроксид железа. Нерастворимое соединение выпадает в осадок и далее в реакциях не участвует:

При небольшой силе тока (8...10 ампер) анодному растворению подвергаются в первую очередь выступы шероховатости на обрабатываемой поверхности, а основной металл детали не успевает вступить в реакцию. Вследствие этого выступы удаляются электрохимическим путем и шероховатость поверхности снижается.
Так как зазор между пластинчатым электродом 2 и обрабатываемой поверхностью из-за наличия дистанционной прокладки 3 является равномерным, то и обработка происходит равномерно по всему участку, на котором находится ручной инструмент-электрод, что обеспечивает качество полирования. Для поддержания равномерности процесса электрохимического полирования и удаления продуктов реакций из рабочей зоны электролит непрерывно подается через гибкую трубку 8. Для сбора стекающего с детали электролита и продуктов химических реакций деталь до начала обработки может быть помещена в ванну, оборудованную установочным приспособлением.
При отключении электрического питания электрохимическая обработка прекращается. Для предотвращения коррозии обрабатываемой детали в электролит добавляются химические вещества - ингибиторы коррозии, например, нитрид натрия Na2N. После полирования деталь промывается водой.
Для обеспечения безопасности труда применяются местная вытяжка паров электролита и индивидуальные средства защиты: защитные очки, респиратор, резиновые перчатки, спецодежда.
Таким образом, предлагаемый ручной инструмент-электрод позволяет производить электрохимическое полирование различных изделий вручную с высокой производительностью и качеством, без приложения больших физических усилий для обработки, без применения электрохимических станков, в том числе пространственно-сложных поверхностей и крупногабаритных изделий, так как человек способен легко, вручную перемещать инструмент-электрод по любой поверхности, а равномерный зазор между обрабатываемой поверхностью и пластинчатым электродом 2 обеспечивается за счет конструкции ручного инструмента-электрода.
Технический результат
Разработанный ручной инструмент-электрод обеспечивает высокую производительность и качество выполнения операции ручного электрохимического полирования для достижения шероховатости поверхности Ra 0,4...0,2. Человек способен вручную перемещать инструмент-электрод по любой поверхности, в том числе по пространственно-сложной, и, таким образом, выполнять ее электрохимическое полирование, не прилагая больших физических усилий для съема металла. Объем растворенного при электрохимическом полировании металла зависит от плотности тока в зоне обработки и от ее продолжительности по времени. Исполнитель работы выполняет полирование поверхности до достижения требуемой шероховатости. Конструкция инструмента-электрода обеспечивает возможность непрерывной подачи свежего электролита в зону обработки и, таким образом, удаление продуктов электрохимических реакций из зоны обработки и равномерность процесса полирования.
Преимуществами ручной обработки являются универсальность, доступность, невысокая себестоимость обработки и небольшие первоначальные капитальные затраты на оборудование.
Краткое описание чертежей
В описании изобретения приведено шесть фигур. На фиг.1 изображен ручной инструмент-электрод для электрохимического полирования с плоским пластинчатым электродом 2.
На фиг.2 изображен ручной инструмент-электрод для электрохимического полирования с пластинчатым электродом 9 вогнутой формы в виде сегмента сферы.
На фиг.3 изображен ручной инструмент-электрод для электрохимического полирования с пластинчатым электродом 10 выпуклой формы в виде сегмента сферы.
На фиг.4 показан ручной инструмент-электрод для электрохимического полирования при его наложении на некоторую обрабатываемую пространственно-сложную поверхность.
На фиг.5 показан ручной инструмент-электрод для электрохимического полирования с электролитом, непрерывно подаваемьм в процессе полирования через гибкую трубку в полость корпуса и вытекающим через отверстия в пластинчатом электроде.
На фиг.6 показан пример пространственно-сложной поверхности.
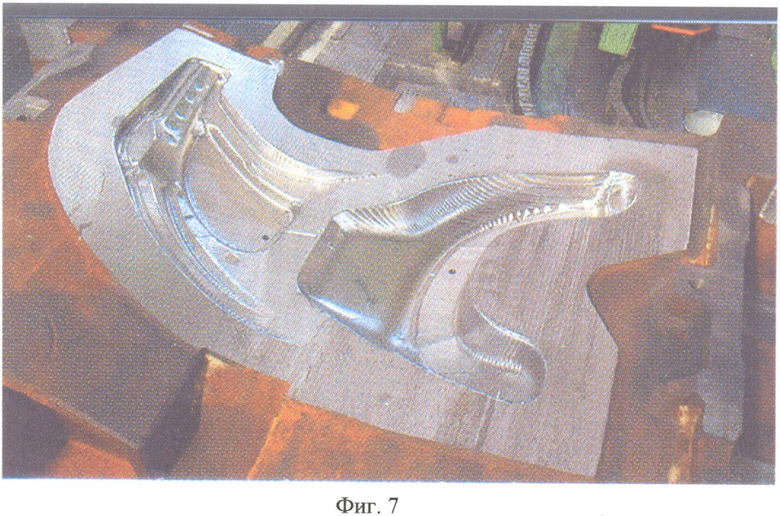
На фиг.7 показана фотография рабочей поверхности штампа листовой штамповки деталей кузова автомобиля.
Осуществление изобретения
На фиг.1 показана конструктивная схема ручного инструмента-электрода. Устройство содержит: корпус 1 эргономичной формы из диэлектрического материала с прикрепленным к нему пластинчатым электродом 2 с множеством отверстий, расположенных через равный шаг; с внешней стороны к пластинчатому электроду 2 прикреплена дистанционная прокладка 3; пластинчатый электрод 2 подключается при помощи электрического контакта 4 и провода 5, проходящего через отверстие с уплотнителем 6 в стенке корпуса 1; к корпусу 1 при помощи штуцера 7 присоединена гибкая трубка 8.
Устройство работает следующим образом. Корпус 1 изготовлен из диэлектрического материала, например полиамида, и имеет эргономичную форму, удобную для обхвата рукой. К корпусу 1 прикреплен пластинчатый электрод 2, например, при помощи клеевого соединения, причем соединение является герметичным. Таким образом, корпус 1 и пластинчатый электрод 2 образуют замкнутую полость. Пластинчатый электрод 2, изготовлен из электропроводного, коррозионно-стойкого материала, например, нержавеющей стали. В нем изготовлены множество мелких отверстий, расположенных через равный шаг и образующих таким образом сетку. К пластинчатому электроду 2 через отверстие в стенке корпуса 1 с уплотнителем 6 подведен провод 5 и присоединен при помощи электрического контакта 4. К корпусу 1 при помощи штуцера 7 присоединена гибкая трубка 8 для подвода электролита. С внешней стороны к пластинчатому электроду 2 присоединена дистанционная прокладка 3, изготовленная из диэлектрического материала, способного намокать в электролите, например из фильтровального войлока, из пористого пластика. Дистанционная прокладка 3 может быть присоединена при помощи клеевого соединения по контуру и дополнительно в нескольких точках по площади.
Для выполнения электрохимического полирования обрабатываемая деталь подключается к положительному полюсу источника постоянного тока, а пластинчатый электрод 2 через электрический контакт 4 и провод 5 - к отрицательному полюсу. Инструмент-электрод накладывается на обрабатываемую деталь, причем дистанционная прокладка 3 создает равномерный зазор между пластинчатым электродом 2 и обрабатываемой поверхностью, препятствуя их контакту так, как это показано на фиг.4. Через гибкую трубку 8 в полость корпуса подается электролит. В качестве электролита используются водные растворы солей, кислот, щелочей, например, раствор поваренной соли. Подаваемый электролит выливается через отверстия пластинчатого электрода 2, дистанционную прокладку 3 (так, как это показано на фиг.5), попадает на обрабатываемую деталь и, таким образом, замыкает электрическую цепь. Дистанционная прокладка 3 намокает, впитывает электролит и, таким образом, становится токопроводящей средой между пластинчатым электродом 2 и обрабатываемой деталью, но при этом продолжает создавать требуемый при обработке зазор, препятствуя непосредственному контакту детали и пластинчатого электрода 2. При замыкании электрической цепи начинается процесс электрохимического полирования.
В основе электрохимической обработки лежит процесс анодного растворения металла. Инструмент-электрод перемещается вручную по обрабатываемой поверхности. Процесс полирования происходит только на тех участках поверхности, где в данный момент находится инструмент-электрод. Обработка производится до тех пор, пока не будет отполирована вся требуемая поверхность. Объем растворенного металла регулируется временем обработки, т.е. временем нахождения инструмента-электрода на некотором участке обрабатываемой поверхности. Время обработки определяется субъективно исполнителем работы, который оценивает обрабатываемую поверхность и решает, достигнута ли требуемая шероховатость на данном участке поверхности. Это можно определить по интенсивности следов от предшествующей обработки. Если, по мнению исполнителя, шероховатость не достигнута, то он снова помещает инструмент-электрод на недоработанный участок.
Качество выполнения операции обеспечивается тем, что анодное растворение металла происходит равномерно в зоне обработки. Производительность зависит от плотности тока в зоне обработки, а исполнитель работы не должен прикладывать физических усилий для обработки кроме как для перемещения инструмента-электрода по обрабатываемой поверхности.
Пластинчатый электрод 2 может быть изготовлен различных размеров и формы: плоской, выпуклой, вогнутой, для обеспечения доступа инструмента-электрода ко всем участкам обрабатываемых поверхностей и повышения качества обработки. На фиг.2 показана конструктивная схема ручного инструмента-электрода, содержащего пластинчатый электрод 9 вогнутой формы в виде сегмента сферы. На фиг.3 показана конструктивная схема ручного инструмента-электрода, содержащего пластинчатый электрод 10 выпуклой формы в виде сегмента сферы.
В качестве электролита используется водный раствор поваренной соли (NaCl), при растворении которой в воде образуются положительные ионы натрия Na+ и отрицательно заряженные ионы хлора Cl-. При замыкании электрической цепи между ручным инструментом-электродом и обрабатываемой деталью возникает постоянный ток, а в электролите происходят следующие химические реакции. Вода частично диссоциирует на ионы водорода и гидроксильной группы:
Анионы хлора движутся к детали, так как она является анодом, и соединяются с железом, образуя растворимый в воде хлорид железа:
Катионы натрия движутся к катоду, получают от него недостающие электроны и образуют металлический натрий. Натрий - очень активный элемент, поэтому он сразу же реагирует с водой, образуя растворимый гидроксид натрия и газообразный водород:

Гидроксид натрия и хлорид железа в водном растворе реагируют друг с другом, образуя вновь растворимую поваренную соль и нерастворимый гидроксид железа. Нерастворимое соединение выпадает в осадок и далее в реакциях не участвует:
При небольшой силе тока (8...10 ампер) анодному растворению подвергаются в первую очередь выступы шероховатости на обрабатываемой поверхности, а основной металл детали не успевает вступить в реакцию. Вследствие этого выступы удаляются электрохимическим путем и шероховатость поверхности снижается.
Так как зазор между пластинчатым электродом 2 и обрабатываемой поверхностью из-за наличия дистанционной прокладки 3 является равномерным, то и обработка происходит равномерно по всему участку, на котором находится ручной инструмент-электрод, что обеспечивает качество полирования. Для поддержания равномерности процесса электрохимического полирования и удаления продуктов реакций из рабочей зоны электролит непрерывно подается через гибкую трубку 8. Для сбора стекающего с детали электролита и продуктов химических реакций деталь до начала обработки может быть помещена в ванну, оборудованную установочным приспособлением.
При отключении электрического питания электрохимическая обработка прекращается. Для предотвращения коррозии обрабатываемой детали в электролит добавляются химические вещества - ингибиторы коррозии, например, нитрид натрия Na2N. После полирования деталь промывается водой.
Электрохимическое полирование известно достаточно давно [1]. В его основе лежит процесс анодного растворения металла. Известно, что электрический ток идет по пути наименьшего электрического сопротивления. Также известно, что при электрохимической обработке в первую очередь растворяются острые кромки. Эти явления используются при электрохимическом полировании. Во-первых, выступы шероховатости поверхности являются острыми кромками и подвергаются растворению со значительно большей скоростью, чем основной металл детали. Во-вторых, через них идет больший ток, так как между выступом и поверхностью электрода расстояние меньше. Соответственно, меньше сопротивление электролита на данном участке. Это также приводит к более скорому анодному растворению выступа, чем основного металла детали. Кроме того, масса металла, сосредоточенного в выступах шероховатости, очень мала. Поэтому он подвергнется анодному растворению быстрее, чем начнут разрушаться зерна основного металла. Поэтому электрохимическое полирование приводит к быстрому анодному растворению выступов шероховатости поверхности и, вследствие этого, к снижению шероховатости поверхности.
Для обеспечения безопасности труда применяются местная вытяжка паров электролита и индивидуальные средства защиты: защитные очки, респиратор, резиновые перчатки, спецодежда.
Предлагаемый ручной инструмент-электрод был применен в опытно-промышленном производстве ОАО "АвтоВАЗ" для замены операций ручного полирования рабочих поверхностей штампов при помощи наборов абразивных брусков на операцию электрохимического полирования. Рабочие поверхности штампов были изготовлены на пятикоординатных станках с числовым программным управлением. На фиг.7 показана рабочая поверхность штампа для листовой штамповки деталей кузова автомобиля ВАЗ-1118. Шероховатость поверхностей после фрезерования составляет Ra 1,25.
Для достижения требуемой чертежом шероховатости Ra 0,4 применялось ручное полирование абразивными брусками различной формы и размеров. Как было сказано выше, эта операция является чрезвычайно трудоемкой и не гарантирует качество обработки. При помощи ручного электрохимического полирования была достигнута шероховатость Ra 0,4...0,63, причем время обработки сократилось в 5...7 раз. Шероховатость поверхности определялась при помощи профилометра-профилографа модели «Абрис-ПМ7». Рабочий не прикладывал значительных физических усилий для обработки, просто перемещая ручной инструмент-электрод по рабочей поверхности штампа.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Мороз И.И. и др. Электрохимическая обработка металлов. М., Машиностроение, 1969. - 208 с.
2. Штанько В.М., Карязин П.П. Электрохимическое полирование металлов. М., Металлургия, 1979. - 160 с.
3. Патент JP 2957322. Журнал «Изобретения стран мира», 2000.
4. Беренфельд В.В. Изготовление штампов. - М., Машиностроение, 1984. - 192 с.
5. Мендельсон B.C., Рудман Л.И. Технология изготовления штампов и пресс-форм. М., Машиностроение, 1982. - 208 с.
6. Патент JP 3257200. Журнал «Изобретения стран мира», 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2552204C2 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2561556C2 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |
| Инструмент-электрод для электрохимического полирования пространственно сложных поверхностей | 2018 |
|
RU2686508C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
Изобретение относится к области электрохимической обработки металлов и может применяться для ручного электрохимического полирования различных изделий, в том числе с пространственно-сложными поверхностями. Инструмент-электрод содержит корпус 1 эргономичной формы из диэлектрического материала с прикрепленным к нему пластинчатым электродом 2, подключаемым при помощи электрического контакта 4 и провода 5, проходящего через отверстие с уплотнителем 6 в стенке корпуса 1, к отрицательному полюсу источника постоянного тока, при этом к корпусу 1 при помощи штуцера 7 присоединена гибкая трубка 8 для непрерывной подачи электролита в полость корпуса 1. Пластинчатый электрод 2 изготовлен с множеством отверстий, расположенных через равный шаг, а с внешней стороны к нему прикреплена дистанционная прокладка 3, создающая зазор между пластинчатым электродом 2 и обрабатываемой деталью, подключаемой к положительному полюсу источника постоянного тока. Пластинчатый электрод может быть изготовлен вогнутой формы в виде сегмента сферы или выпуклой формы в виде сегмента сферы. Электрохимическое полирование предложенным ручным инструментом-электродом обеспечивает высокую производительность, качественное выполнение операций и достижение шероховатости поверхностей Ra 0,4...0,2, при универсальности, доступности, невысокой себестоимости и способности вручную перемещать инструмент-электрод по любой поверхности. 2 з.п. ф-лы, 7 ил.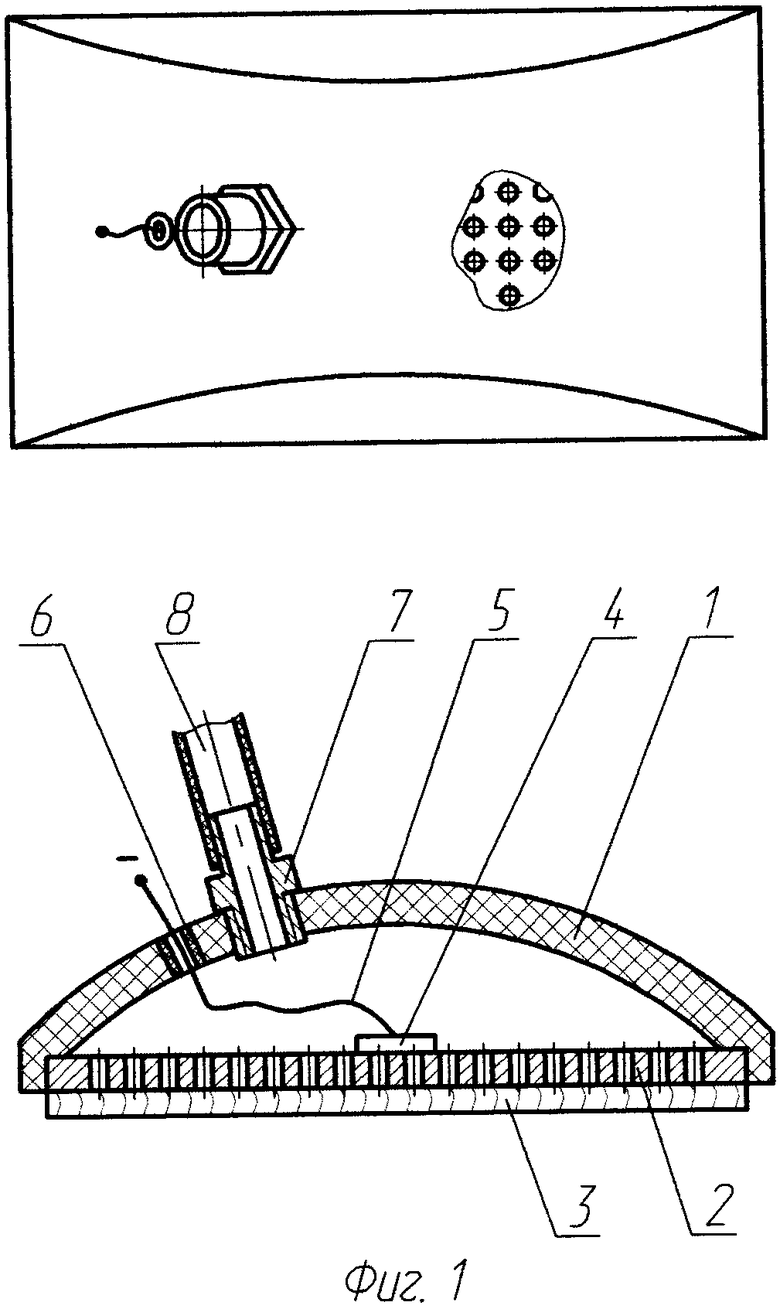
| JP 3257200 А, 15.11.1991 | |||
| Электрод для электрохимической обработки поверхностей | 1988 |
|
SU1666583A1 |
| Устройство для электролитической очистки металлических поверхностей | 1977 |
|
SU753931A1 |
| АНОДНОЕ УСТРОЙСТВОДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ НАТИРАНИЯ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 1972 |
|
SU432235A1 |
| JP 56139699 A, 31.10.1981. | |||

