1
Изобретение относится к смазочным материалам, применяемым в металлургии для горячей обработки металлов.
Компоненты известной смазки, вес. %: Сульфит - спиртовая барда 20-25 Графит8-10
Бура2-2,5
Едкий натр0,5
Вода70-62.
Недостатком этой смазки является то, что она быстро расслаивается, теряя свои свойства, что не позволяет использовать ее при механизации процессов нанесения смазки на штамп.
Цель изобретения - получение такой смазки, которая обладала бы высокой стабильностью и эффективностью. Для этого в состав смазки введены жидкое стекло i тетраборат кальция.
Полученная смазка пригодна для горячей штамповки широкой номенклатуры деталей. В состав предлагаемой смазки входят следующие компоненты (в вес. %): сульфит-спиртовая барда 7-10; жидкое стекло 5,5-:10; тетраборат кальция 15-20; графит 10-15; РОДЫ до 100.
Смазку п{ иготавл-ивают в следующем порядке: раствор сульфит-спиртовой баоды сме2
шивают с жидким стеклом, затем вводят тетраборат кальция и в последнюю очередь графит.
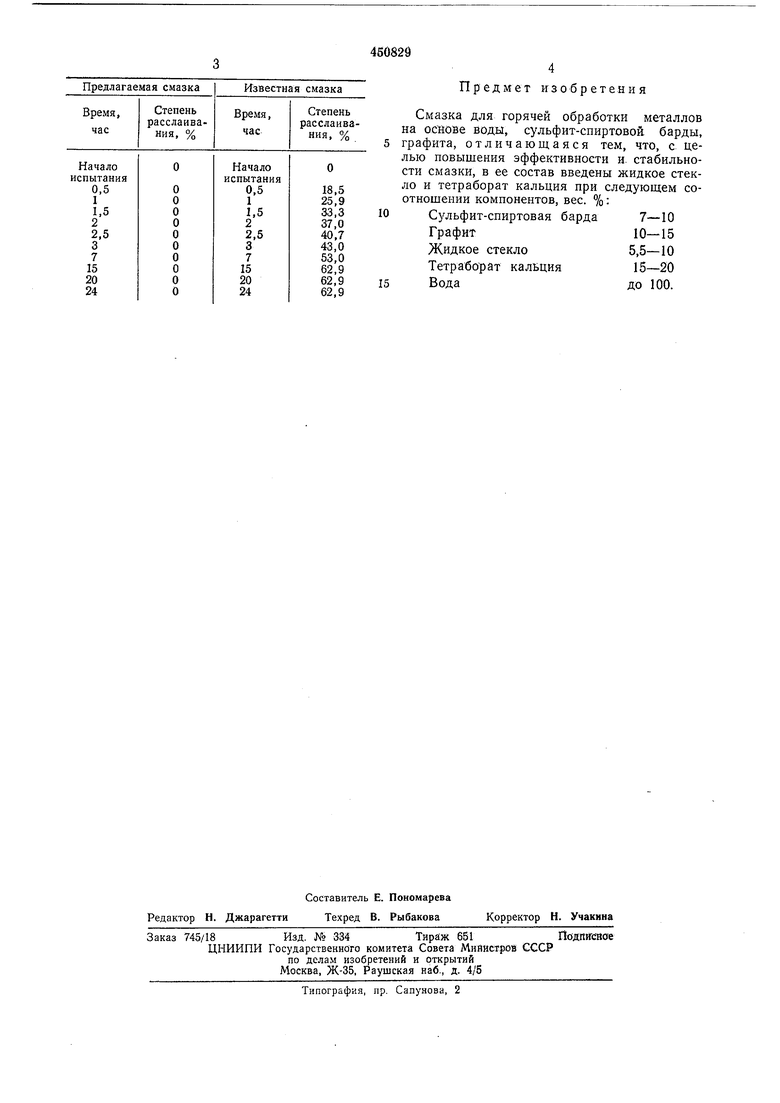
Сгабильность смазки оценивалась степенью расслаивания, определяемой отношением осветленной части смазки к общему объему.
Результат выражался в процентах.
Испытания проводили по следующей методике: в мерные цилиндры емкостью 100 мл помещали по 50 мл каждой смазки. Предварительно смазки тщательно перемешивались. Испытания заключались в отстаивании каждой смазки.
Всего смазки отстаивались в течение одних суток. В течение первых 3 час замеры осветленной части смазок производили через каждые 30 мин, а затем через более длительные интервалы.
Результаты наблюдений за расслаиванием смазок в течение одних суток представлены в таблице.
Результаты испытаний подтвердили стабильность предложеииой смазки, которая в течение суток не расслаивается.
Известная смазка в течение первых 3 час расслаивается на 43,0%, а за одни сутки - на 62,9%.
Предмет изобретения
Смазка для горячей обработки металлов на основе воды, сульфит-спиртовой барды, графита, отличающаяся тем, что, с целью повышения эффективности и. стабильности смазки, в ее состав введены жидкое стекло и тетраборат кальция при следующем соотношении компонентов, вес. %:
Сульфит-спиртовая барда7-10
Графит10-15
Жидкое стекло5,5-10
Тетраборат кальция15-20
Водадо 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1008238A1 |
| Смазка для горячего прессования металлов | 1983 |
|
SU1121287A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1368329A1 |
| Смазка для горячей прокатки металлов | 1975 |
|
SU603656A1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU883161A1 |
| Смазочно-охлаждающая жидкость "вар-15" для горячей обработки металлов давлением | 1980 |
|
SU941412A1 |
| Смазка для полугорячего выдавливания | 1980 |
|
SU956551A1 |
| СОСТАВ ДЛЯ СЕЛЕКТИВНОЙ ИЗОЛЯЦИИ ВОДОПРИТОКОВ В НЕФТЯНЫХ СКВАЖИНАХ | 1999 |
|
RU2136878C1 |
| Раскисляющая смазка для изложниц | 1977 |
|
SU678072A1 |
| Способ флотации фосфорсодержащих руд | 1982 |
|
SU1115807A1 |
