со
О) 00 00
tc
со
1
Изобретение относится к технологческим смазкам для горячей обработк металлов давлением, в частности ic ковке и штамповке на молотах и прессах.
Целью изобретения является повы- шение седиментационных свойств смазки и повьшение стойкости штампов.
Для приготовления смазки используют хлористый натрий, древесные опилки, целесообразно с размером частиц 0,004-1,0 мм, кероген сланца с размером частиц 0,004-0,07 мм и сульфитно-спиртовую барду.
При использовании предлагаемой смазйи при горячей обработке металлов давлением (например, при ковкое и штамповке) древесные опилки и ке
роген сланца сгорают, оставляя тон- кий равномерный слой золы, который в сочетании с расплавом поваренной соли и сухим остатком сульфитно-спиртовой барды является экранирующим агентом,
С другой стороны, опилки древесные и кероген сланца облегчают снятие окалины с поковок и снятие поковок со штампа за счет выделяющегося водяного пара.
Кроме того, кероген имеет большой диапазон термического разложения.
Это свойство керогена создает дополнительный эффект разделителя, что расширяет рабочий диапазон смазки
создание газовой подушки не только в начальный момент, но и в течение всего процесса прессования,
Седиментационные свойства смазки улучшаются за счет усреднения плотности, взятых в равных долях древесных опилок и керогена, когда их средняя плотность приближается к плотности раствора поваренной соли. Обволакивание более крупных частиц древесных опилок (0,001-1,0 мм) частицами высокодисперсными керогена (0,001тО,075) и удерживание их в массе суспензии сульфитно-спиртовой барды также способствует улучшению седиментационных свойств смазки.
Сухой остаток при сгорании опилок древесных и керогена сланца образует равномерньй тонкий слой в сочетании с остатками сульфитно-спиртовой барды и расплавом поваренной соли и является хорошим экранирующим слоем, имея при нанесении хорошзпо адгезию; после прессования легко сдувается
5
5
0
воздухом вместе с отслаивающейся окалиной. При введении опилок древесных и керогена сланца менее 50 мас,% затрудняется удаление поковок из штампа, а также отделение окалины. При введении опилок древесных и керогена сланца более 70% смазка не поддается распылению. На способность смазки к распьшению влияет также дисперсность древесных опилок. Были исследованы варианты с различной дисперсностью от 0,001 до 1,0 мм,
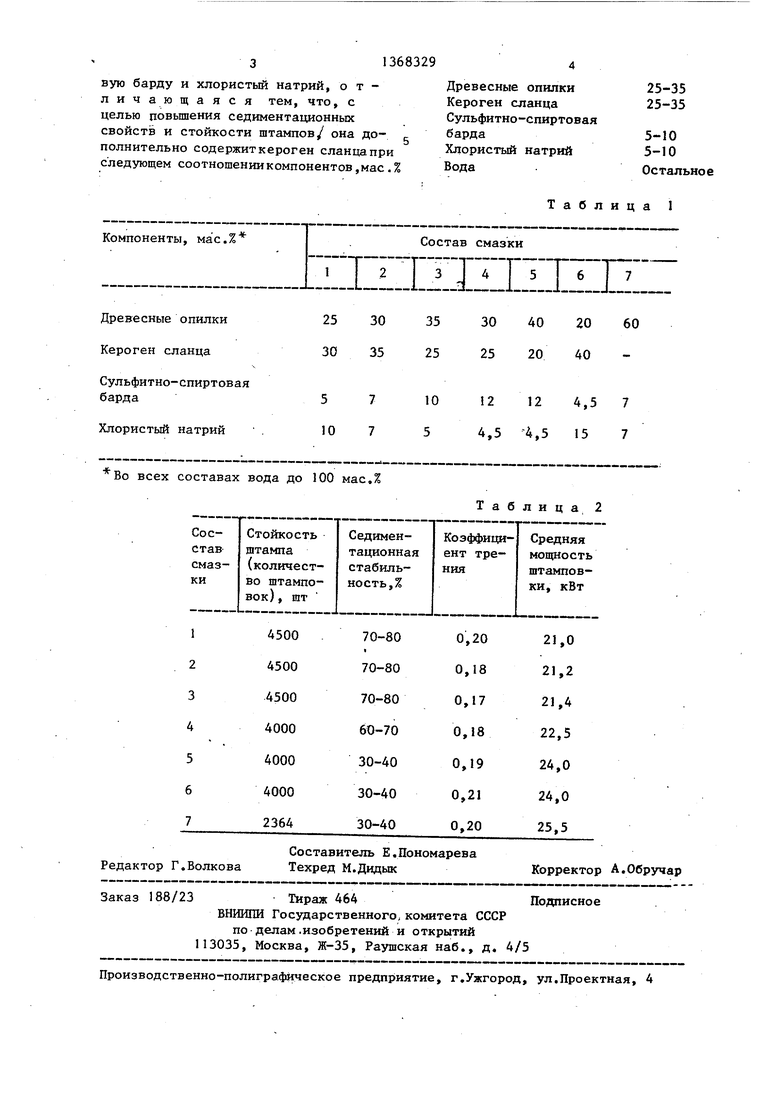
Составы смазок приведены в табл,1. Смазку готовят следующим образом, В необходимом объеме воды растворяют расчетное количество сульфитно- спиртовой барды и хлористого натрия, затем вводят перемешанные в CJTXOM виде древесные опилки и керогел сланца, взятые в равном соотношении. Всю смесь тщательно перемешивают механической мешалкой в течение не менее, чем 30 мин, после чего заливают в бачок распылителя.
Составы смазок 1-7 бьши испытаны на горячештамповочном молоте СМПЧ-2т кузнечно-прессового цеха при штамповке поковки № П2-25-01 из стали 0 марки 40Х при температуре нагрева
1140-1200 С, Испытуемые смазки пода- ют распылением с помощью механизированного устройства ABA 476-НС с диаметром форсунки 2,0 мм (известную смазку подают вручную),
Результаты испытаний приведены в табл,2„- .
Как видно, предлагаемая смазка обеспечивает повьшгение стойкости штампов в 2 -раза, седиментационной стабильности в 2-2,5 раза Использование древесных опилок со степенью дисперсности 0,004 - 1,0 мм в составе смазок позволяет наносить их методом распыления. Предлагаемая смазка в процессе эксплуатации не вьще- ляет дыма, копоти, хорошо распыляется, не засоряет трубопроводы и не забивает форсунки.
Испытания показьта}от, что при нанесении см азки распылением можно смазывать штампы один раз на 2-3 поковки в отличие от ручной подачи, когда смазку забрасьшают в полость штампа перед каждой поковкой. Формулаизобретения
Смазка для горячей обработки металлов давлением, содержащая воду, древесные опилки, сульфи тно-спирто5
0
5
0
5
вую барду и хлористый натрий, отличающаяся тем, что, с целью повьшения седиментационных свойств и стойкости штампов/ она до- полнительно содержиткероген сланца при следующем соотношении компонентов,мае.%
4
Древесные опилки25-35
Кероген сланца25-35
Сульфитно-спиртовая
барда5-10
Хлористый натрий5-10
ВодаОстальное
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1804942A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU958478A1 |
| Смазочное покрытие для горячей объемной штамповки | 1986 |
|
SU1323192A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1981 |
|
SU968062A1 |
| Смазка для горячей обработки металлов | 1980 |
|
SU950753A1 |
| Смазочное покрытие для горячей обработки металлов давлением | 1986 |
|
SU1423239A1 |
| Смазка для горячей обработки металлов | 1981 |
|
SU1004459A1 |
| Смазка для горячей штамповки металлов | 1988 |
|
SU1558962A1 |
| Способ изготовления грузоподъем-НыХ КРюКОВ | 1979 |
|
SU837548A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1351969A1 |
Изобретение относится к технологическим смазкам для горячей обработки металлов давлением, в частности к ковке и штамповке на молотах и прессах. Цель изобретения - повьппе- ние седиментационных свойств смазки и стойкости штампов. Смазка содержит, мас.%: древесные опилки 25-35j керо- ген сланца 25-35; сульфитно-спиртовую барду 5-1 0; хлористый натрий 5-10; вода - остальное.Смазка повышает стойкость штампов в 2 раза, седимента- ционную ста.бильйость в 2-2,5 раза, смазка хорошо распыляется и не засоряет трубопроводы и не забивает форсунки. 2 табл.
Компоненты, мас.%
Древесные опилки Кероген сланца
Сульфитно-спиртовая барда
Хлористый натрий
25303530 402060
30352525 2040
571012124,57
10754,5 -4,5157
Во всех составах вода до 100 мас,%
Состав смазки
Таблица 2
| Смазка для горячей обработки металлов | 1978 |
|
SU749885A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU958478A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
