Изобретение относится к 1металлур гическому производству, а именно к технологическим смазкам, применяемым при горячей обработке металлов давлением и может быть использовано при горячей прокатке, а также горячем и холодном прессовании остгшьны деталей. При горячей обработке металлов применяются технологические смазки различного агрегатного состояния и 1с;.остава. Наиболее эффективным является применение графитоводных суспензий Известна технологическая смазка для горячей обработки металлов давлением, в своём составе графит, хлорид натрия, синтетическое моющее средство, воду Д Известнс также смазка, содержащая графит, жидкое -стекло, тетраборат кальция, воду и сульфитно-спиртовую барду 2 . Существенным недостатком приведенных смазок является низкая стабильность в процессе их эксплуатации, что приводитк ухудшению смазочного действия. Наиболее близкой по составу к предлагаемой является смазка 3 для горячей обработки металлов, следующего состЕша, Mac.%j . Антифрикционный наполнитель Сополимер акриловой кислоты и тетраллилот вого эфира пентаэритрита (ссшап) 0,2-1,0 Водный раствор 0,1-0,2 аммиака 0,2-1,0 Триэтаноламин 0,05-0,5 Бензотриазол Блоксполимер окисей 0,01-0,5 пропилена и-этилена Диэтилгексиловый эфир натриевой соли сульфоянтарТОй 0,02-0,2 кислоты До 100 Однако в условиях эксплуатации известной СОЖ на заводах при разбавлении ее концентрата промышленной водой в медных трубках системы подачи СОЖ, происходит разложение капа, что приводит к коагуляции ра бочего растворэ смазки. Следствием этого является засорение системы подачи и необходимость удаления ос татков СОЖ и промывка трубопроводо не реже одного раза в неделю. Цель изобретения - повышение см зочных СВОЙСТВ и повышение стабиль ности смазки в процессе ее эксплуатации. Поставленная цель достигается тем, что смазка для горячей обработки металлов, содержащая воду, графит триэтаноламин и водный раствор аммиака, дополнительно содержит моноэтаноламид синтетических жирных кислот (СЖК) фракции С,о-С|(,, декстрин и неионоген ное поверхностно-активное вещество (ПАВ) на основе полиоксиэтиленгликолевого эфира стеариновой кислоты при следующем соотношении компонентов, мас.%: Графит- 12-18 Триэтаноламин0,6-0,8 Моноэтаноламид СЖК фракции CIQ-C,3-5 Неионогенное ПАВ на основе полиоксиэтиленгликолевого эфира стеариновой кислоты 0,2-0,5 Водный раствор аммиака 0,5-1,0 ДекстринЗ-б ВодаОстальное В качестве неионогенного ПАВ рекомендуется использовать Стеарокс-6, который содержит не менее 90 масс.% полиоксиэтиленгликолевого эфира с 6 молями окиси этилена, не менее 5 мае.% полиоксиэтилированного алкилфенола (ОП-7) с 6-7 молями окиси этилена и др. примеси в виде влаги, золы. Водный раствор аммиака используется стандартной 25%-ной концентрации. Моноэтанол амид СЖК фракции С|д-С| (МЭА) является продуктом конденсации метиловых эфиров жирных кислот с моноэтанолс1мином. Добавка моноэтаноламида играет комплексную роль;- стабилизирует суспензию, а также повышает ее смазочные свойства. Достаточно высокое стабилизирующее действие моноэтаноламида связано с«тем, что он имеет высокую температуру плавления (80°С) и хорошо растворяется в горячей воде, а. по мере остывания загущает суспензию, предотвращая осаждение графита. Благодаря этому можно исключить остродефицитный стабилизатор сакап. Моноэтаноламид синтетических жирных кислот также снижает сопротивление сдвигу между частицами графита, что в совокупности значительно повышает смазочный эффект. Декстрин, триэтаноламин (ТЭА), стеарокс-6, водный раствор аммиака добавляются в смазку с целью улучшения качества поверхности обрабатываемого металла и для улучшения стабилизирующих свойств моноэтаноламида синтетических жирных кислот фракции ,
C|Q-C(. Кроме того, декстрин предохраняет смазку от замораживания.
Предлагаемую смазку готовят следуюошм образом.
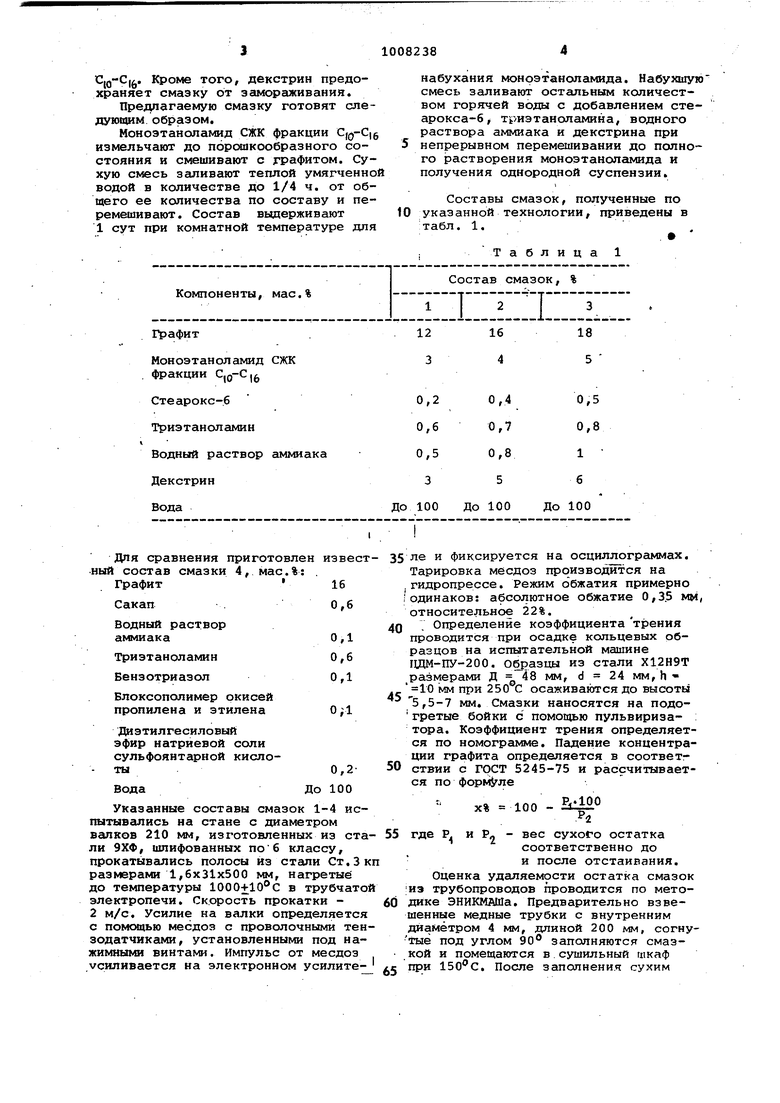
Монозтаноламид СЖК фракции С(-С|б измельчают до порошкообразного состояния и смешивают с графитом. Сухую смесь заливают теплой умягченной водой в количестве до 1/4 ч. от общего ее количества по составу и перемешивают. Состав вьщерживают 1 сут при комнатной температуре для
набухания моноэтаноламида. Набухшую смесь заливают остальным количеством горячей воды с добавлением стеарокса-6, триэтаноламина, водного раствора аммиака и декстрина при непрерывном перемешивании до полного растворения моноэтаноламида и получения однородной суспензии.
Составы смазок, полученные по указанной технологии, приведены в
табл. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2163625C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1994 |
|
RU2080357C1 |
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
| Смазка для холодной штамповки металлов | 1982 |
|
SU1097649A1 |
| Смазка для холодной штамповки металла | 1978 |
|
SU721469A1 |
| "Смазка для холодной обработки металлов давлением "Акваполес" | 1991 |
|
SU1786063A1 |
| Смазка для волочения металлов | 1983 |
|
SU1122686A1 |
| Моющее средство для очистки металлической поверхности "аполир" | 1976 |
|
SU649742A1 |
| Смазка для теплой штамповки металлов | 1980 |
|
SU910746A1 |
СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая воду, графит, триэтаноламин и водный раствор аммиака, отличающаяся тем, что, с целью повышения смазочных свойств, смазка дополнительно содержит моноэтаноЛсииА ц синтетических жирных кислот фракции С|д-С,, декстрин и неионогенное поверхностно-активное вещество на основе полиоксиэтиленгликолевого эфира стеариновой кислоты при следующем соотношении компонентов, мае.%: Графит12-18 Триэтанолайин 0, Моноэтаноламид синтетических жирных кислот фракции Cjg-C|g3-5 Неионогенное поверхностноактивное вещество на основе полиок л сиэтиленгликолевого эфира стеариновой , кислоты 0,2-0,5 Водный раствор аммиака0,5-1,0 Декстрин3-6 о ВодаОстальное оо tsD СО 00
фракции C,Q-C|
Для сравнения приготовлен известный состав смазки 4, мас.%:
Графит 16
Сакап .0,6
Водный раствор
аммиака0,1
ТриэтаноламинО,6
Вензотриазол0,1
Блоксополимер окисей пропилена и этилена О;1
да этилгесило вый эфир натриевой соли сульфоянтарной кисло- ты0,2ВодаДо 100
Указанные составы смазок 1-4 испытывались на стане с диаметром валков 210 мм, изготовленных из стали 9ХФ, шлифованных по6 классу, прокатывались полосы из стали Ст.Зк размерами 1,6x31x500 мм, нагретые до температуры 1000+10°С в трубчатой электропечи. Скорость прокатки 2 м/с. Усилие на валки определяется с помощью месдоз с проволочными тензодатчиками, установленными под нажимными винтами. Импульс от месдоз усиливается на электронном усилите35 ле и фиксируется на осциллограммах. Тарировка месдоз производится на .гидропрессе. Режим обжатия примерно I одинаков; абсолютное обжатие 0,3.5 мм относительное 22%.
40 Определение коэффициента трения проводится при осадке кольцевых образцов на испытательной машине ГЩМ-11У-200. Образцы из стали Х12Н9Т размерами Д 48 мм, d 24 мм, h 10 мм при 250 С осаживаются до высоты 5,5-7 мм. Смазки наносятся на подогретые бойки с помощью пульвиризатора. Коэффициент трения определяется по номограмме. Падение концентрации графита определяется в соответствии с ГОСТ 5245-75 и рассчитывается по формуле
100
х% 100 Ч
где Р. и Р, - вес сухого остатка соответственно до и после отстаивания. Оценка удаляемрсти остатка смазок ;иэ трубопроводов ПРОВОДИТСЯ ПО методике ЭНИКМАШа. Предварительно взвешенные медные трубки с внутренним диаметром 4 мм, длиной 200 мм, согнутые под углом 90 заполняются смазкой и помещаются в.сушильный шкаф 5 при 150с. После заполнения сухим
остатком смазки примерно половины (Объема трубки.проводится вымывание сухого остатка в течение 120 1иин, при расходе воды 1,6 л/мин.
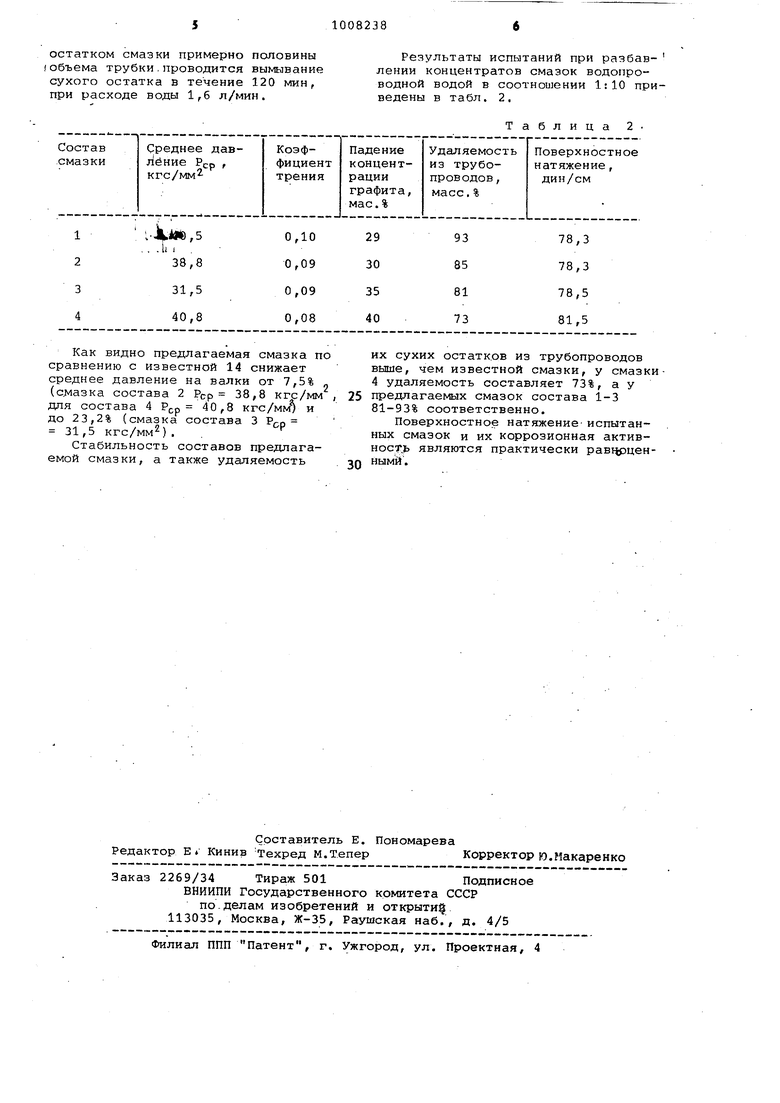
Как видно предлагаемая смазка по сравнению с известной 14 снижает среднее давление на валки от 7,5% (с.мазка состава 2 Рср 38,8 кгс/мм , дпя состава 4 Рср 40,8 кгс/мм и до 23,2% (смазка состава 3 31,5 кгс/мм2). .
Стабильность составов предлагаемой смазки, а также удаляемость
Результаты испытаний при разбавлении концентратов смазок водопроводной водой в соотношении 1:10 приведены в табл. 2,
Таблица 2
их сухих остатков из трубопроводов выше, чем известной смазки, у смазки 4 удаляемость составляет 73%, а у
25 предлагаемых смазок состава 1-3 81-93% соответственно.
Поверхностное натяжение- испытанных смазок и их коррозионная активность являются практически равцрцен3Q нымй.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
