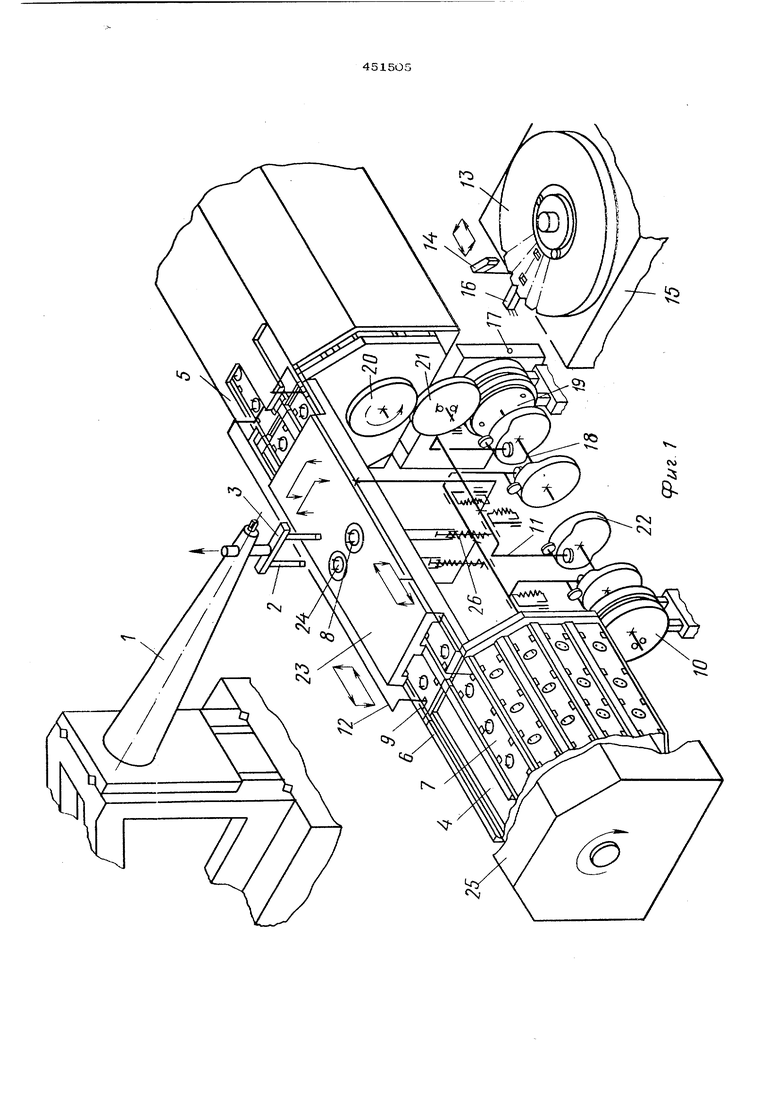
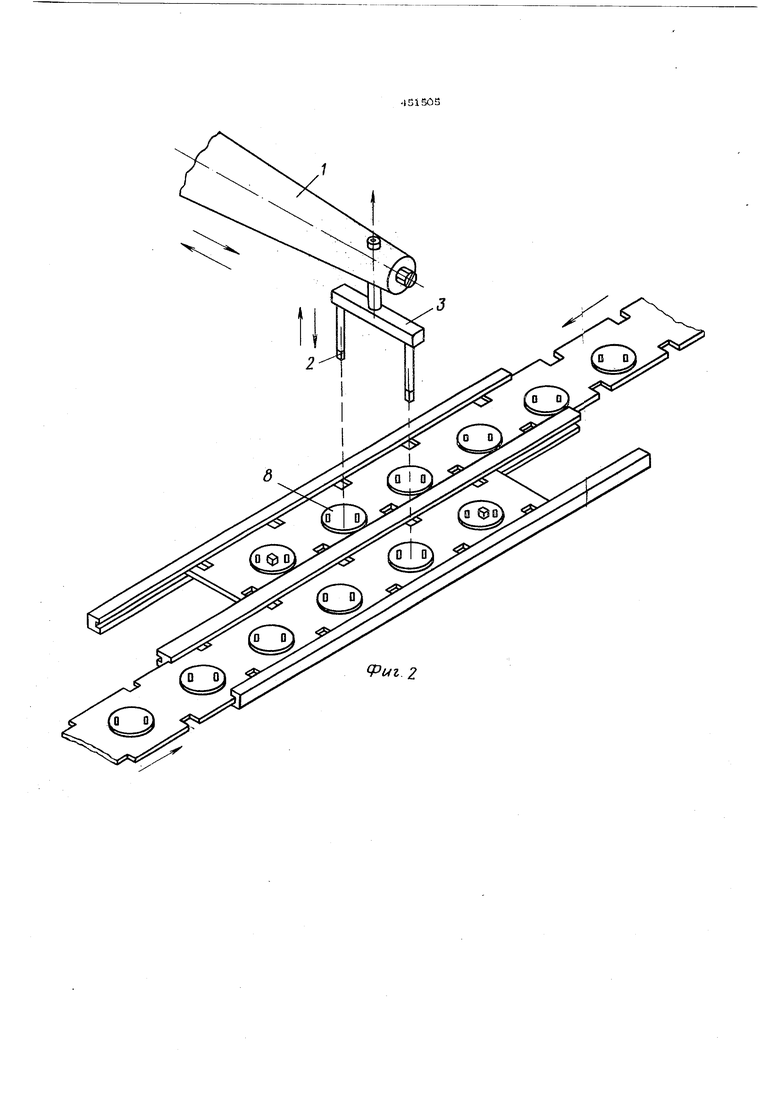
Изобретение относится к области пайки с применением ультразвуковых колебаний и может быть применено в радиотехнической, электронной и приборостроительной промышленности. Известен полуавтомат для пайки полупроводников, содержащий нагревательное устройство с направляющими, смонтированное на позиции пайки, магазины с ленточны ми кассетами и распределительный вал привода перемещения кассет с грейферным механизмом. Предлагаемый автомат отличается от известного тем, что он снабжен механизмом поворота, выполненным в виде смонтированных на распределительном валу привода зуб чатых зацеплений, обеспечивающих шаговое одновременное вращение в противоположных направлениях магазинов с паяемыми изделия ми, причем магазины выполнены в виде по, лых пилиндров с направляющими пазами по их боковым поверхностям для установки под пайку ленточных касбет с изделиями. Такое конс;груктивное выполнение автомата для напайки кристаллов полупроводник ков с применением, например, ультразвуковых колебаний, позволило повысить производительность труда и осуществить механизацию процесса напайки. На фиг. 1. показан предлагаемый автомат, обшВй вид; на фиг. 2 - одновременная напайка двух приборов, размещенных на перемещающихся встречно ленточных кассетах. Автомат скомпонован с ультразвуковой головкой 1 и двумя инструментами 2, размещенными вдоль продольной оси головки на планке 3 (см. фиг. 1). Автомат содержит два сменных магазина 4 и 5, представляюпшх собой полые цилиндрические тела с осью вращения, на боковых поверхностях которых выполнены направляющие пазы гнезд 6 для размещения в них ленточных кассет 7 с ножками 8 приборов 9; поворотный механизм 1О, осуществляющий шаговое вращение магазинов в гфотивоположных направлениях; грейферный механизм 11с двумя захватами 12 для встречного перемещения кассет 7 и механизма перемещения (на фиг. не показан) дисковой кассеты 13 с кристаллами, который посредством подвижного фиксатора 14 производит поворот кассеты на один шаг. Кассета 13 расположена на столике 15 и фиксируется после поворота неподвижным пальцем 16. Поворотный механизм 9 снабжен приводом 17, на распределительном валу 18 которого установлены счетчики и зубчатые колеса 19, находящиеся в зацеплении в одном случае с зубчатой шестерней 20, а в другом - для обеспечения вращения магазинов в .противоположных направлениях - с паразитной шестерней 21. На распределительном валу 18 закреплены четыре кулачка 22, которые кинематически связаны с захватами 12, обеспечивающими встречное перемещение ленточных кассет через нагреватель 23 к позиции 24 пайки. При установке магазинов 4 и 5 одно гнездо у каждого остается не заполненным кассетой 7, и эти гнезда устанавливаются так, чтобы в гнездо магазина 4 поступала кассета, прошедшая через нагреватель 23 и позицию 24 пайки из загруженного магазина 5 а в свободное гнездо магазина 5 также f через позицию 24 поступала кассета 7. Кожух 25 магазинов предохраняет приборы от механических повреждений при транспортировке. Для обеспечения устойчивого контактирования ножек 8 приборов с инструментами 2 на позиции 24 пайки против каждой ножки установлены подпружиненные элементы 26, кинематически связанные с грейферным механизмом 11. Автомат работает следующим образом. При включении привода вертикального и горизонтального перемещения каретки, а также привода 17 поворота магазинов и грейфе рного механизма ультразвуковая головка 1 рабочими инструментами производит захват кристаллов из дисковой кассеты 13. Одновременно грейферный механизм 11 захватами 12 перемещает на позицию 24 пайки через нагреватель 23 кассеты с ножками приборов из магазинов 4 и 5. Ультразвуковая головка 1, переместившись поступательно вниз, размещает на ножках приборов кристаллы. Подпружинивающие элементы 26, выбирая возможные за- зоры, поджимают ножки приборов к инструментам, включается ультразвук и производится пайка. В дальнейшем грейферный механизм 11 посредством кулачков 22 и захватов 12 вновь перемещает кассеты с очередными ножками приборов (см. фиг. 2), производится поворот подвижным фиксатором 14 кассеты 13 с кристаллами на один угловой щаг, в соответствии с этим головка 1 осуществляет новый забор кристаллов, размещает их на ножках приборов и производит напайку. Цикл повторяется до тех пор, пока не будут напаяны последние ножки приборов в двух кассетах, после чего счетчик срабатывает, зубчатые зацепления поворачивают магазины в противоположные направления на один шаг, совмещая в необходимом положении незаполненные и заполненные кассетами гнезда магазинов, после чего пайка продолжается в вышеупомянутой последовательности до последнего прибора в магазинах. После этого автомат останавливается, производится смена обоих магазинов, и весь цикл работы повторяется. Предмет изобретения Автомат для напайки кристаллов, содержащий нагревательное устройство с направляющими, магазины с ленточными кассетами, распределительный вал привода перемещения кассет с грейферным механизмом, отличающийся тем, что, с целью повышения производительности и механизации процесса напайки, автомат снабжен механизмом поворота, выполненным в виде смонтированных на распределительном валу привода зубчатых зацеплений, обеспечивающих шаговое одновременное вращение в противоположных направлениях магазинов с паяемыми изделиями, причем магазины выполнены в виде полых цилиндров с направляющими пазами по их боковым поверхностям для установки под пайку ленточных кассет с изделиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат ультразвуковой напайки кристаллов | 1973 |
|
SU698075A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| ПОЛУАВТОМАТ ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ ПЛОСКИХ КОРПУСОВ ПОЛУПРОВОДПИКОВ | 1973 |
|
SU365226A1 |
| Устройство для пайки кристаллов | 1982 |
|
SU1017445A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Устройство для напайки кристаллов | 1977 |
|
SU659300A1 |
| УСТАНОВКА ДЛЯ ПРИСОЕДИНЕНИЯ ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ К ПОДЛОЖКАМ МИКРОСХЕМ | 1971 |
|
SU303678A1 |
| Устройство для ультразвуковой пайки кристаллов | 1976 |
|
SU667346A1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| Автомат питания для штучных изделий | 1985 |
|
SU1344578A1 |