1
Изобретение касается трубогибочного производства.
Известны способы гибки труб проталкиванием заготовки заполненной наполнителем через матрицу с преодолением давления смазки, подаваемой в матрицу. Однако такие способы не позволяют гнуть тонкостенные сварные трубы преимущественно из высокопрочны.х и малопластичных материалов, так как эти трубы имеют определеппую овальность, величина которой выражается миллиметрами. Заготовку невозможно установить в прямолинейный участок матрицы. Увеличение же диаметра ручья матрицы по отношению к номинальному диаметру заготовки приводит к значительному увеличению зазора между заготовкой и матрицей, что способствует увеличению овальности и возможности потери заготовкой устойчивости.
Для возможности гибки преимущественно сварных труб из высокопрочных и малопрочных металлов заготовку перед гибкой помещают в калибрующую оправку, заливают наполнителем, например сплавом Cerrabend, а после его затвердепия извлекают заготовку из оправки и осуществляют гибку известным способом.
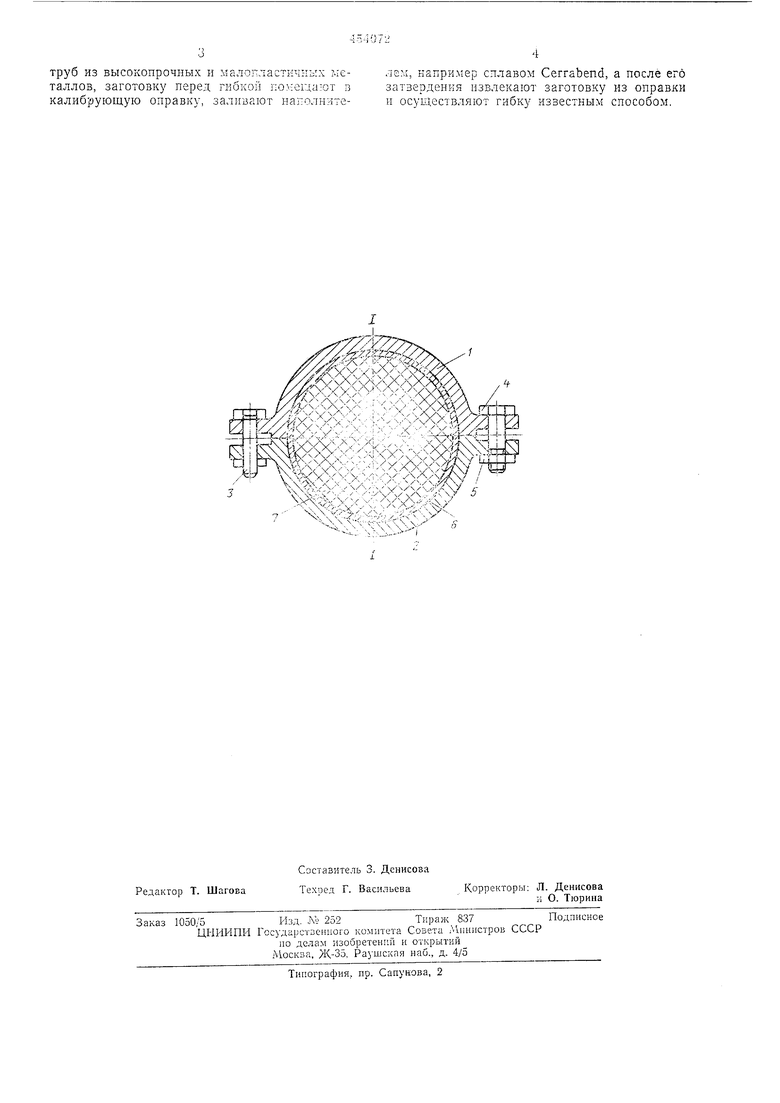
Способ поясняется чертежом.
Калибрующая оправка состоит из двух корпусов 1 и 2, которые центрируются двумя
2
штифтами 3 п стягиваются болтами 4 и гайками 5. Заготовка 6 устанавливается в калибрующую оправку и ориентируется большим диаметром по оси I-I. При затяжке болтов 4 происходит калибровка сечения заготовки по диаметру, в результате чего овальность заготовки либо устраняется, либо доводится до минимальных значений. Диаметр капала калибрующей оправки выполняется на 0,1 мм меньше, чем диаметр прямолинейного канала матрицы. После калибровки контур сечения заготовки в любом случае вписывается в окружность прямолинейного канала матрицы. Для фиксации достигнутых после калибровки формы и размеров сечения заготовки в последнюю заливается наполнитель 7, например сплав Cerrabend. После затвердевания наполнителя заготовка извлекается из онравкн и производится гибка обычным способом. Для повышения пластичности сплава Cerrabend, что требуется при гибке крутоизогнутых труб, рекомендуется о.хлаждение налолпителя производить в ванне с холодной ироточной водой.
П р е д .м е т изобретения
Способ гибки тонкостенных труб проталкиванием заполненной наполнителем заготовки через матрицу с преодолением давления смазки, отличающийся тем, что, с целью возможности гибки преимущественно сварных
труб из высокопрочных и малопластичпых металлов, заготовку перед гибкой поу;егла-от в калибрующую оправку, заливают наполняте4
лем, например сплавом Cerrabend, а после его затвердения извлекают заготовку из оправки и осуществляют гибку известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных тонкостенных криволинейных труб | 1980 |
|
SU965558A1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| СПОСОБ ГИБКИ ПАТРУБКОВ С КРИВОЛИНЕЙНОЙ ОСЬЮ | 1988 |
|
RU1552449C |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПРЕЦИЗИОННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2005 |
|
RU2285571C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2002 |
|
RU2234388C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
