Изобретение относится к обработке металлов давлением и может быть использовано для изготовления отводов различных систем в химической, нефтяной и газовой промышленности, а также в системах тепло-водо-газоснабжения в строительстве.
Известен способ гибки труб, включающий операции размещения трубчатой заготовки в цилиндрической направляющей и ее проталкивание за 6 операций через торовидную рабочую полость матрицы последовательно пятью пуансонами с различной формой рабочего торца, с подпором внутренней поверхности трубчатой заготовки шариками на третьей и последующих операциях [1].
Недостатком известного способа является большая себестоимость изготовления отвода, обусловленная большим числом операций и оснастки, необходимых для его осуществления.
Известен способ изготовления отвода, включающий операции размещения трубчатой заготовки в цилиндрической направляющей и последующее ее проталкивание в торовидную полость, образованную роликом, свободно вращающимся на оси, и неподвижной матрицей с криволинейным каналом, воздействием осевой нагрузки на один из торцов трубчатой заготовки с одновременным подпором ее внутренней поверхности эластичным наполнителем [2].
Этот способ является наиболее близким по технической сущности к заявленному изобретению.
Недостатками известного способа являются [3, с.45 ]:
а) необходим специализированный пресс типа ПГФП-20/100 с двумя равнозначными по мощности силовыми приводами, работающими встречно и обладающими большим рабочим ходом, а также мощный привод для предотвращения раскрытия матриц. При использовании универсального гидропресса необходимо установить дополнительный гидроцилиндр на подвижной плите;
б) сложная конструкция подпорного элемента, представляющего собой шаровую оправку с наружным эластичным чулком;
в) при изготовлении отводов из труб малого диаметра по конструктивным соображениям приходится отказаться от шаровой оправки с наружным эластичным чулком и использовать для создания давления подпора упругий элемент из полиуретана, продавливаемый через кольцевую фильеру. Это приводит к снижению производительности процесса и уменьшению стойкости полиуретана;
г) давление подпора со стороны эластичного чулка (полиуретана) увеличивает вредные силы трения между заготовкой и матрицей, что приводит к увеличению потребного усилия пресса;
д) низкая стойкость эластичного чулка (полиуретана) и его неспособность длительно работать при относительно высоких удельных давлениях подпора при изготовлении отводов из стальных труб, у которых относительная толщина лежит в диапазоне

где S - толщина трубчатой заготовки, м;
d - средний диаметр трубчатой заготовки, м.
Указанными недостатками обусловлена высокая себестоимость и ограниченная номенклатура отводов, изготавливаемых по известному способу.
Технической задачей, на решение которой направлено изобретение, является упрощение оборудования и оснастки для создания подпора по внутренней поверхности заготовки при изготовлении отводов.
Для решения поставленной задачи в известном способе изготовления отвода, включающем операции размещения трубчатой заготовки в цилиндрической направляющей и последующее ее проталкивание в торовидную полость, образованную кольцевой выборкой ролика, свободно вращающегося на оси, и криволинейным каналом, выполненным на неподвижной матрице, воздействием осевой нагрузки на один из торцов трубчатой заготовки с одновременным подпором ее по внутренней поверхности, отвод получают в два перехода, причем на первом переходе получают полуфабрикат, произведя проталкивание заготовки осевой нагрузкой с подпором ее по внутренней поверхности ложкообразным дорном, а на втором переходе осуществляют калибровку заходной части полуфабриката тем же ложкообразным дорном в той же матрице.
Подпор ложкообразным дорном внутренней поверхности трубчатой заготовки на первом переходе устраняет овализацию центрального и концевого участков заготовки - полуфабриката; на заходной части сохраняется неравномерная овализация, обусловленная отсутствием подпора. На втором переходе калибровка заходной части полуфабриката тем же дорном в том же канале матрицы обеспечивает геометрическую форму отвода.
Разделение процесса получения отвода на два перехода, на каждом из которых подпор и калибровка осуществляется жестким ложкообразным дорном, обеспечивает следующие технические результаты:
а) полное устранение овализации сечений отвода путем замены сложной шаровой оправки с эластичным чулком на упрощенный ложкообразный дорн и специализированного оборудования на универсальный гидропресс;
б) значительное уменьшение вредных сил трения между заготовкой и матрицей.
Поэтому использование в промышленности предлагаемого способа позволит расширить номенклатуру отводов, изготавливаемых методом холодной штамповки. В частности, возможно изготовление предлагаемым способом крутоизогнутых отводов из стальных труб по ГОСТ 17375-83.
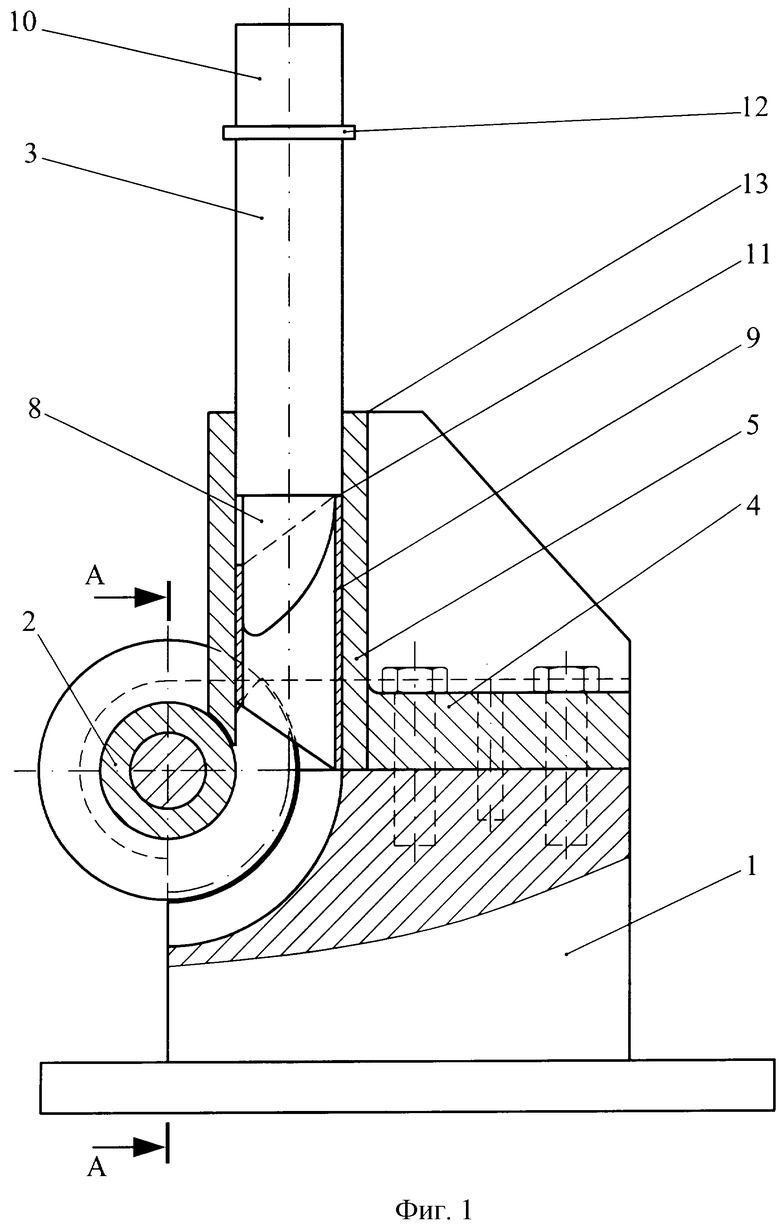
На фиг.1 показано исходное положение трубчатой заготовки перед гибкой;
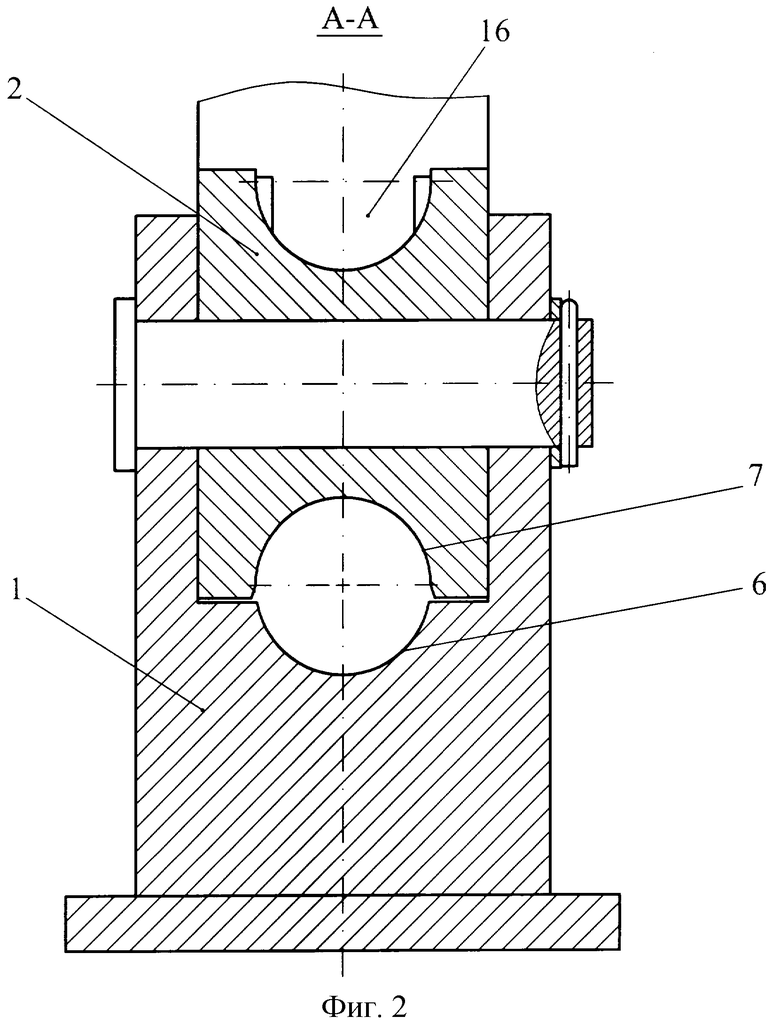
на фиг.2 - разрез А-А на фиг.1;
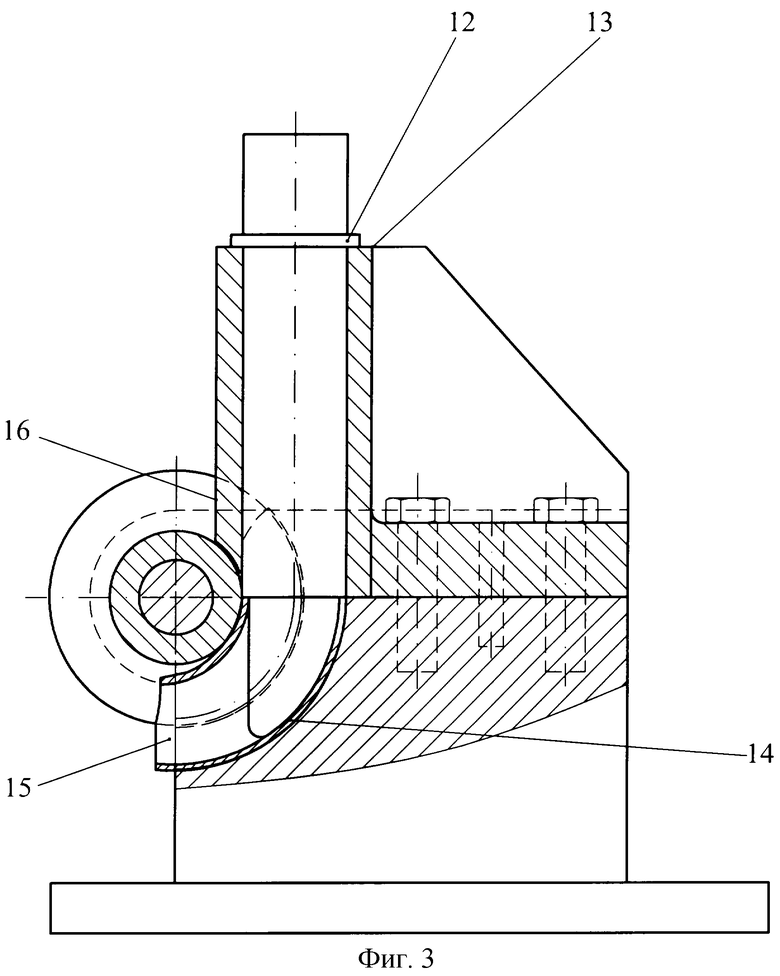
на фиг.3 - положение заготовки в момент завершения гибки и получение полуфабриката первого перехода;
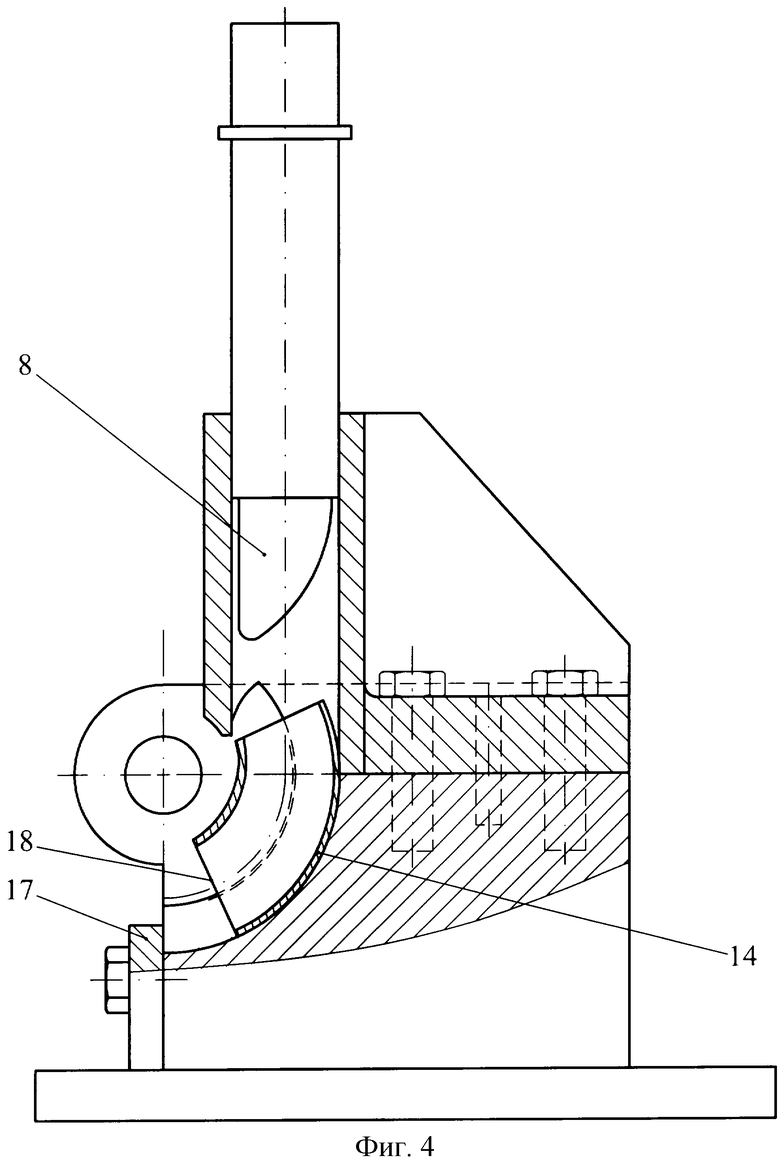
на фиг.4 - исходное положение полуфабриката перед калибровкой;
на фиг.5 - момент завершения калибровки и получение отвода.
Конструктивная схема штампа для реализации предлагаемого способа аналогична известным и включает в себя матрицу 1, ролик 2 и дорн 3 (см. фиг.1). На матрице 1 закреплен корпус 4 с цилиндрической направляющей 5. На матрице 1 выполнена кольцевая канавка 6, а на ролике 2 кольцевая выборка 7 (см. фиг.2), образующие совместно торовидную рабочую полость.
В отличие от известного, на дорне 3 концевую часть выполняют ложкообразной формы 8 с профилем, эквидистантным форме кольцевой канавки 6 матрицы 1, с учетом толщины материала трубчатой заготовки 9. Дорн 3 закрепляют хвостовой частью 10 в ползуне пресса (не показано).
Способ изготовления отвода осуществляют следующим образом. Предварительно получают симметрично скошенную с двух сторон трубчатую заготовку 9 отрезкой от длинномерной трубчатой заготовки на существующем оборудовании. Размеры заготовки рассчитывают из условия равенства площадей поверхностей отвода и заготовки с учетом припусков на подрезку торцов и корректируют по результатам первых пробных гибок.
Трубчатую заготовку 9 устанавливают в цилиндрическую направляющую 5 (см. фиг.1). Затем включают привод ползуна пресса (на фиг.1 не показан), и ложкообразная часть 8 дорна 3 заходит внутрь трубчатой заготовки 9, а торец 11 дорна 3 упирается в торец трубчатой заготовки 9 и проталкивает последнюю в рабочую торовидную полость. При этом заходная часть трубчатой заготовки 9, поддерживаемая вращающимся роликом 2, наталкивается на криволинейную поверхность канавки 6 и под действием возникающих поперечных давлений со стороны жесткой матрицы 1 изгибается на радиус кривизны, соответствующий кривизне канала 6 матрицы 1. Одновременно с изгибом происходит и обжим заходной части трубчатой заготовки 9, контактирующей с матрицей 1. Участок заходной части, примыкающий к ролику 2, остается цилиндрическим. При достижении хода дорна 3 определенной величины, зависящей от относительной толщины материала трубчатой заготовки, начинается искривление центральной части трубчатой заготовки 9. Охват скошенной части трубчатой заготовки 9 направляющей 5 по наружному диаметру и жесткий подпор ложкообразной частью 8 дорна 3 по внутренней поверхности обеспечивают успешное протекание процесса трансформации в отвод без овализации центрального и концевого участков трубчатой заготовки 9.
Первый переход заканчивается, когда буртик 12 дорна 3 упрется в торец 13 корпуса 4. При этом образуется полуфабрикат 14 с овальной формой заходной части 15, которая не прилегает к поверхности кольцевой выборки 7 ролика 2 (см. фиг.3).
Затем ползун вместе с дорном 3 отводят, устанавливают новую трубчатую заготовку, и цикл повторяют. Следующий полуфабрикат выталкивает из рабочей полости полуфабрикат 14, который остается в кольцевой выборке 7 ролика 2 до тех пор, пока заходная часть 15 полуфабриката 14 не упрется в сопряженный с кольцевой выборкой 7 выступ 16 направляющей 5, после чего полуфабрикат 14 сбрасывается с ролика 2. На этом первый переход изготовления отвода заканчивают. Полуфабрикат 14 с первого перехода подвергают механической обработке на существующем оборудовании с целью получения требуемого угла отвода.
Затем из штампа удаляют ролик 2, устанавливают упор 17 (см. фиг.4).
Полуфабрикат 14 после механической обработки устанавливают свободно в кольцевую канавку 6 матрицы 1 (см. фиг.4). Включают привод ползуна пресса (не показан), подводят к полуфабрикату 14 дорн 3, ложкообразная часть 8 дорна 3 заходит в полуфабрикат 14 и увлекает последний вместе с собой. Когда торец 18 полуфабриката 14 достигнет плоскости упора 17, полуфабрикат 14 останавливается, ложкообразная часть 8 дорна 3 продолжает свое движение и производит калибровку заходной части полуфабриката 14, трансформируя его в отвод 19 (см. фиг.5). На этом процесс калибровки заканчивают. Ползун отводят, отвод 19 удаляют, устанавливают новый полуфабрикат, и цикл повторяют. После завершения калибровки отводы направляют на дальнейшую механическую обработку и отделку.
Пример; изготовили по предлагаемому способу отвод, изогнутый на 90°, из стальной водогазопроводной трубы ⊘42,3×2,5 (Ду32) по ГОСТ 3262-75. Относительная толщина заготовки S/d=0,071. Средний радиус гиба отвода Rср=48·10-3 м (Rср=1,5Ду). Сварной шов располагали вдоль среднего радиуса гиба. Размер длинной части заготовки 124·10-3 м; короткой части 59·10-3 м. Для штамповки использовали универсальный гидравлический пресс и штамп с конструктивной схемой, изложенной выше. После первого перехода получили полуфабрикат с овальностью заходной части 9% от наружного диаметра (исходный диаметр 42,2·10-3 м, полученная малая ось овала 38,5·10-3 м). После второго перехода-калибровки овальность по всем сечениям составила менее 2% от исходного наружного диаметра (фактические значения наружного диаметра находились в диапазоне (42,2-42,9)·10-3 м). Минимальная толщина стенки отвода 2,15·10-3 м была определена на внутреннем радиусе гиба зоны калибровки, что составило 87,7% от исходной толщины (2,45·10-3 м). Максимальная толщина стенки отвода 2,95·10-3 м было определена на наружном радиусе гиба в концевой части, что составило 20,5% от исходной толщины (2,45·10-3 м).
Литература
1. Способ гибки труб Такаясу Дзюудзи; Такаясу коне к.к. Заявка 60-102230, Япония. Заявление 9.11.83, №58-210580, опубл. 6.06.85, МКИ В 21 D 9/04, В 21 С 37/28. РЖ “Технология КШП”, 1987 г., реферат 5В247П.
2. Эрбейгель С.А. и др. Устройство для гибки труб А.С. СССР №1255241, МКИ4 В 21 D 9/15. Заявл. 22.03.85, №3870577/25-27, Опубл. 07.09.86, БИ №33.
3. Письменный Э.И., Эрбейгель С.А., Заяц В.И., Мялица А.К. Формообразование элементов трубопроводных систем полиуретаном на универсальном гидропрессе. - М., 1990. - 64 с., 28 ил. (Машиностроит. пр-во. сер. Технология и оборуд. КШП: Обзор, и информ. /ВНИИТЭМР, вып.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2001 |
|
RU2212968C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2000 |
|
RU2181642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1972 |
|
SU423538A1 |
| Способ получения тонкостенных стаканов | 1985 |
|
SU1382556A1 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСКОЛОЧНОЙ ОБОЛОЧКИ КОРПУСА СНАРЯДА | 2016 |
|
RU2632726C1 |

Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления отводов различных систем в химической, нефтяной и газовой промышленности, а также в системах тепло-водо-газоснабжения в строительстве. Способ изготовления отвода включает операции размещения трубчатой заготовки в цилиндрической направляющей и последующее ее проталкивание в торовидную полость, образованную роликом, свободно вращающимся на оси, и неподвижной матрицей с криволинейным каналом, воздействием осевой нагрузки на один из торцов трубчатой заготовки с одновременным подпором ее по внутренней поверхности. Отвод получают в два перехода. На первом переходе получают полуфабрикат, произведя проталкивание трубчатой заготовки осевой нагрузкой с подпором трубчатой заготовки по внутренней поверхности ложкообразным дорном. На втором переходе осуществляют калибровку заходной части полуфабриката первого перехода тем же ложкообразным дорном в той же матрице. Достигается упрощение оборудования и оснастки для создания подпора по внутренней поверхности заготовки при изготовлении отводов. 5 ил.
Способ изготовления отвода, включающий операции размещения трубчатой заготовки в цилиндрической направляющей и последующее ее проталкивание в торовидную полость, образованную роликом, свободно вращающимся на оси, и неподвижной матрицей с криволинейным каналом, воздействием осевой нагрузки на один из торцов трубчатой заготовки с одновременным подпором ее по внутренней поверхности, отличающийся тем, что отвод получают в два перехода, причем на первом переходе получают полуфабрикат, произведя проталкивание трубчатой заготовки осевой нагрузкой с подпором трубчатой заготовки по внутренней поверхности ложкообразным дорном, а на втором переходе осуществляют калибровку заходной части полуфабриката первого перехода тем же ложкообразным дорном в той же матрице.
| Устройство для гибки труб | 1985 |
|
SU1255241A1 |

