Способ относится к обработке металлов давлением и может быть использован при мелкосерийном производстве крутоизогнутых тонкостенных труб прямоугольной и другой формы поперечного сечения, изготовленных из полуфабриката - круглых труб, загнутых на требуемый угол.
Известен способ изготовления труб переменного прямоугольного поперечного сечения, преимущественно волноводов, путем установки модели в трубу круглого поперечного сечения с последующей прокаткой, по которому трубу круглого поперечного сечения предварительно деформируют до получения требуемых параметров во всех сечениях с сохранением круглой формы трубы и обжимают для получения переменного прямоугольного поперечного сечения [см. авторское свидетельство СССР №680089 А1 МПК Н01Р 11/00].
При известном способе обеспечивается высокая точность внутренних размеров. Высокую же точность наружных размеров данным способом получить невозможно. Предварительное деформирование исходной трубы круглого сечения осуществляется протягиванием или прокаткой за несколько операций в зависимости от разницы диаметров в различных сечениях трубы с использованием дорогостоящей оснастки. Кроме того, вводится дополнительное обжатие ступенчатой трубы между плоскостями до получения профиля, близкого к требуемому, и окончательное обжатие в роликах по оправке, что существенно увеличивает трудоемкость изготовления изделия и требует применения дорогостоящей технологической оснастки.
Известен также способ изготовления гнутых изделий [см. патент РФ №02368445, МПК B21D 9/15], включающий размещение трубной заготовки в штампе, создание в полости трубной заготовки давления за счет ее заполнения наполнителем, приложение с обоих торцов трубной заготовки сжимающих осевых нагрузок и сдвиг деформирующим пуансоном участка заготовки в направлении, перпендикулярном ее оси с получением отформованного участка. Далее полость отформованного участка трубной заготовки заполняется пластичным наполнителем, имеющим температуру плавления ниже температуры плавления заготовки, этот участок жестко фиксируется в матрице, затем помещается в штамп следующий участок заготовки, производится его формование с перемещением матрицы в направлении осевой нагрузки, приложенной к торцу заготовки, расположенному в матрице. Данным способом возможно изготовление многоколенных трубопроводов как круглого, так и квадратного и прямоугольного поперечного сечения. Однако этим способом невозможно изготовить детали с перемещением при гибке в окружном направлении торцев заготовки. Способ отличается сложностью штамповой оснастки. Применение силового нагружения заготовки в четырех направлениях требует использования сложного дорогостоящего оборудования, а необходимость создания высокого гидростатического давления на внутреннюю поверхность заготовки вызывает проблемы надежного уплотнения ее торцев.
Известен и способ гибки профильных прямоугольных труб [см. патент РФ №2378072 С1 МПК B21D 9/00], включающий изменение температуры профильной прямоугольной трубы перед гибкой, которую осуществляют путем приложения усилий к участкам профильной прямоугольной трубы вне области изгиба. Изменение температуры осуществляют путем поочередного нагрева последовательно размещенных участков внешней грани трубы в области изгиба, начиная с ее края, приложение усилий к участкам трубы вне области изгиба производят после очередного нагрева последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба, а для придания трубе требуемой формы изгиба используют массивную оправку, размещенную со стороны внутренней грани профильной прямоугольной трубы в области изгиба. Поочередный нагрев последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба производят до температуры 800-900°С. Ширину каждого из последовательно размещенных участков внешней грани профильной прямоугольной трубы в области изгиба выбирают равной 10-12 см.
К недостаткам данного способа относятся невозможность обеспечения точности размеров поперечного сечения, так как гибка осуществляется без использования жесткой матрицы или пуансона и невозможность получения малых внутренних радиусов гибки ввиду необходимости использования массивной оправки с внутренней стороны для отвода тепла. Способ отличается трудоемкостью изготовления, так как процесс происходит при последовательном нагреве достаточно узких участков внешней грани трубы прямоугольного сечения с гибкой после каждого нагрева. Ввиду высокой температуры нагрева на некоторых металлах возможно образование окалины. При данном способе ограничена номенклатура стандартных труб прямоугольного сечения, используемых в качестве заготовки. Способ имеет низкую производительность, так как гибка каждого участка после нагрева осуществляется в течение 10 мин.
Технический результат предлагаемого способа заключается в повышении качества поверхностей изготавливаемых изделий после операции электрогидроимпульсной (ЭГИ) штамповки, и обеспечении стабильности этого результата при производстве крутоизогнутых тонкостенных труб прямоугольного и другой формы поперечного сечения, например, пятигранной, шестигранной или восьмигранной, изготовленных из полуфабрикатов - круглых труб, загнутых на требуемый угол.
Технический результат получается за счет того, что:
1. В качестве пуансона используется подвижная передающая среда - жидкость, при этом:
- деформирующее давление распределяется достаточно равномерно по всей внутренней поверхности трубы;
- исключается механическое повреждение внутренней поверхности трубы.
2. В качестве матрицы используется жесткая стальная оснастка, благодаря которой:
- обеспечивается точность и стабильность наружных размеров штампуемых изделий, а также высокое качество их поверхностей;
- заготовка перед основной операцией штамповки, в результате предварительного статического деформирования в полуматрицах, принимает форму, близкую к форме детали.
3. Благодаря высоким скоростям деформирования и деформации при ЭГИ штамповке повышаются предельные степени деформации заготовки, что позволяет изготавливать изделия с меньшим радиусом гиба.
4. Штамповка осуществляется за один установ заготовки за два перехода в одной технологической оснастке - разъемной матрице:
- на первом этапе выполняется предварительное статическое деформирование полуфабриката - круглой трубы, загнутой на требуемый угол, при этом труба приобретает форму и размеры, близкие к форме и размерам матрицы;
- на втором этапе с использованием метода ЭГИ штамповки происходит окончательное формообразование, где заготовка принимает форму матрицы и калибруется по ее внутренней поверхности.
Описание способа.
Для выполнения способа изготовления крутоизогнутых тонкостенных труб заданного поперечного сечения используют: сборную матрицу, состоящую из двух полуматриц, установку для электрогидроимпульсной штамповки, состоящую из пресса с нижней плитой и верхней траверсой, блока формирования высоковольтного импульсного разряда и корпуса разрядного устройства с электродами и отверстиями для прохождения рабочей жидкости. В качестве заготовки используют полуфабрикат - круглую трубу, загнутую на требуемый угол. Способ заключается в том, что полуфабрикат размещают внутри полуматриц сборной матрицы, где он центрируется. Затем эту матрицу устанавливают в отверстие нижней плиты пресса, а сверху на нее - корпус разрядного устройства с электродами и отверстиями для прохождения рабочей жидкости. Далее на корпус подается усилие, под действием которого полуматрицы сдвигаются, при этом поперечное сечение заготовки принимает форму, близкую к форме матрицы. После этого полость заготовки заполняют рабочей жидкостью, которая контактирует с электродами, и затем на электроды разрядного устройства подают высоковольтный импульсный разряд, формирующий в жидкости ударную волну, благодаря которой заготовка принимает форму матрицы и калибруется по ее внутренней поверхности.
На прилагаемых эскизах изображено:
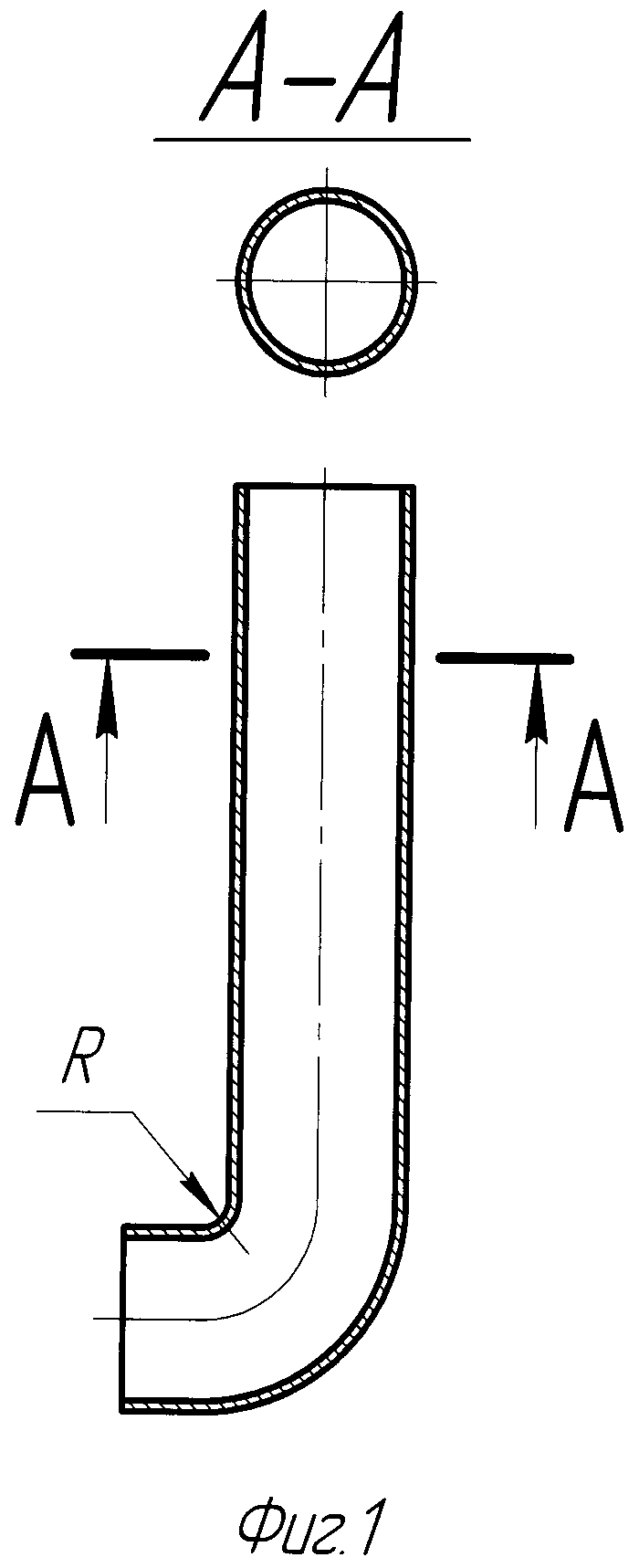
Фиг.1 - эскиз трубчатой заготовки после гибки на требуемый угол;
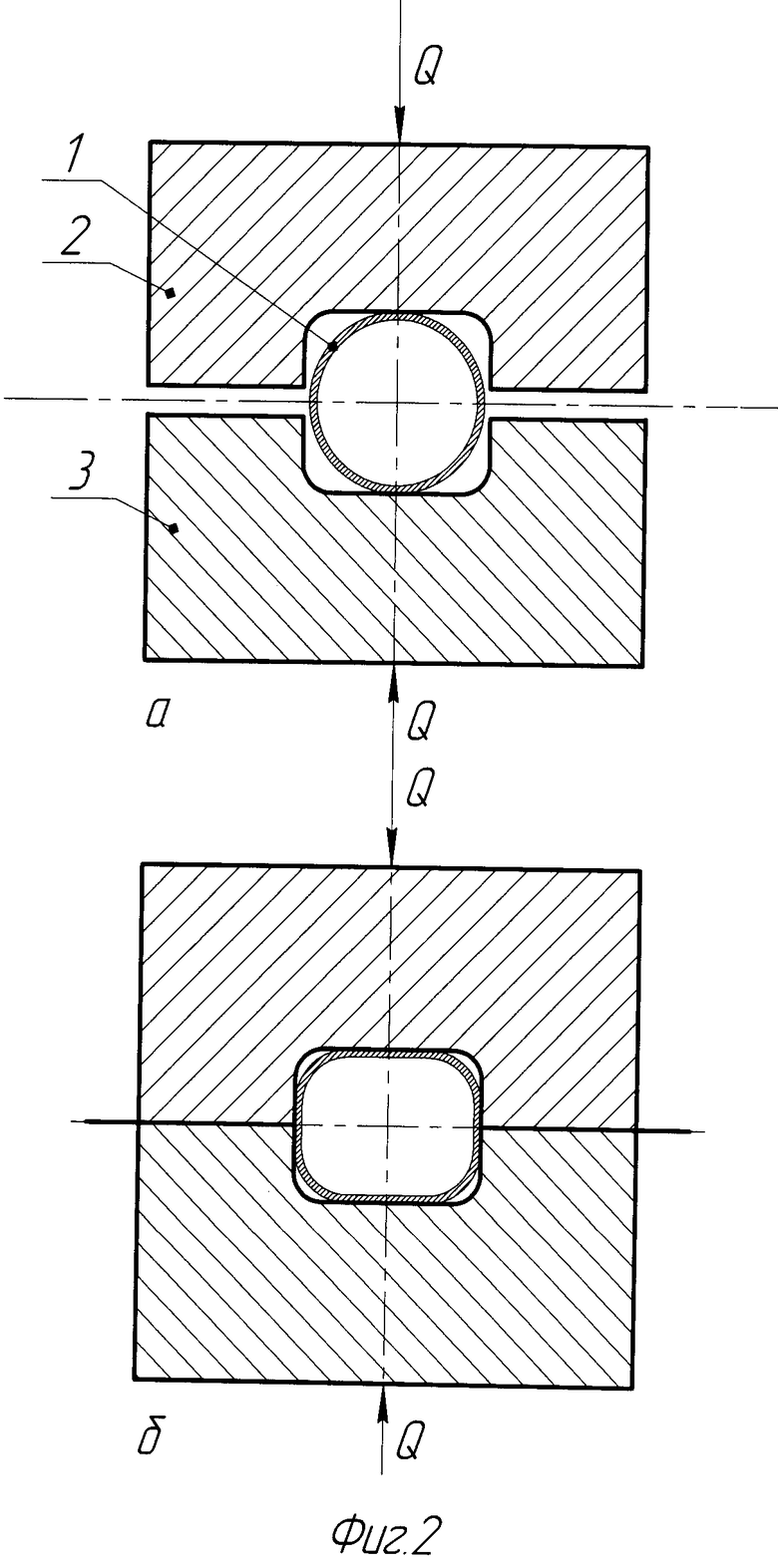
Фиг.2 - схема предварительного деформирования заготовки - начальное (а) и конечное (б) положения;
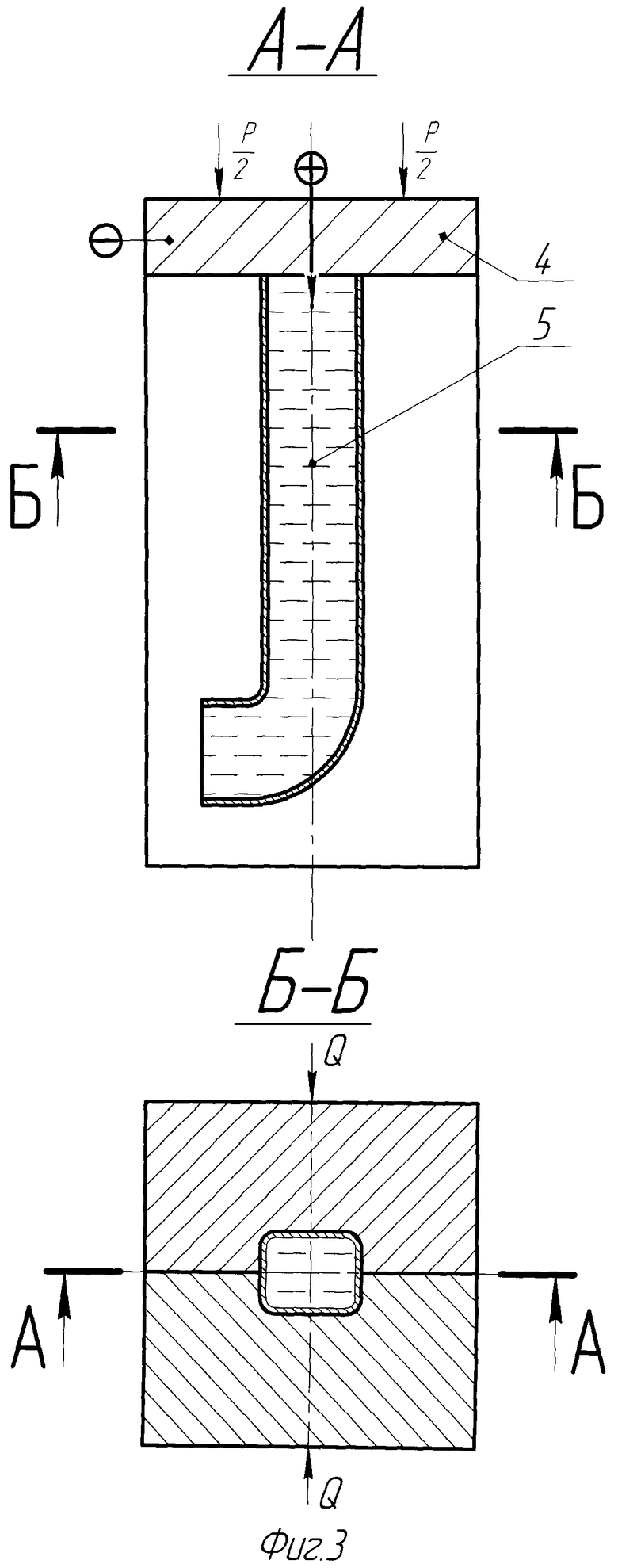
Фиг.3 - схема ЭГИ штамповки;
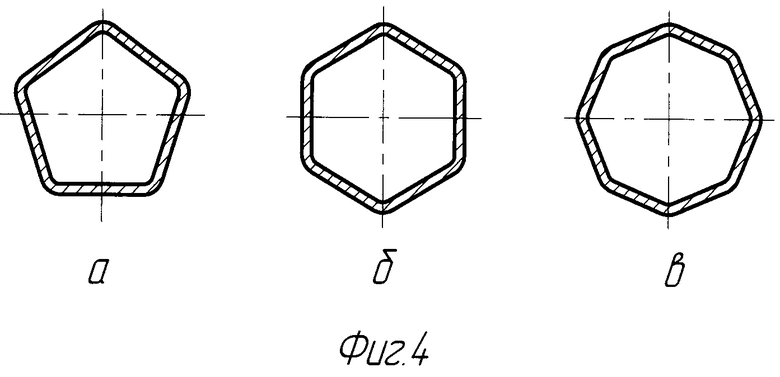
Фиг.4 - формы поперечного сечения деталей, изготавливаемых данным способом.
Пример осуществления способа.
В качестве заготовки используется полуфабрикат - труба, изогнутая одним из известных методов в колено под углом 90 градусов (фиг.1). Первым этапом штамповки является ее предварительное статическое деформирование. Заготовку 1 (фиг.2) размещают и центрируют в разъемной матрице, состоящей из полуматриц 2 и 3, далее эту матрицу устанавливают на нижнюю плиту гидравлического пресса (на схеме не показан) (фиг.3). Сверху устанавливают корпус разрядного устройства 4 с электродами и отверстиями для прохождения рабочей жидкости, прижимаемое к матрице верхней траверсой пресса. Для избежания попадания воды из полости заготовки в матрицу торцы заготовки уплотняют прокладками.
Под действием усилия пресса Р полуматрицы сдвигаются, вследствие чего поперечное сечение заготовки принимает форму, близкую к форме матрицы (фиг.2). После операции статического деформирования действие усилия пресса не прекращается и обеспечивает надежное уплотнение торцев заготовки. Окончательное формообразование производится методом ЭГИ штамповки, где заготовка в поперечном сечении принимает прямоугольный профиль с радиусами переходов между стенками. Для этого полость заготовки заполняют рабочей жидкостью 5, после чего, с блока формирования высоковольтного импульсного разряда ЭГИ установки на электроды корпуса разрядного устройства подают высоковольтный импульсный разряд, формирующий в жидкости ударную волну, благодаря которой заготовка принимает форму матрицы.
Вариант применения ЭГИ штамповки с предварительным статическим деформированием для изготовления подобных деталей из пространственных заготовок позволяет исключить сложные операции обрезки, а также существенно уменьшить длину сварных швов, если детали ранее изготавливались путем вырезки из листа, гибки и последующей сварки.
Предложенный способ позволяет изготавливать крутоизогнутые тонкостенные трубы с различным углом гибки и различной формы поперечного сечения, например, пятигранной, шестигранной или восьмигранной (фиг.4а, б, в соответственно).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| Способ изготовления оболочек с продольными гофрами | 2024 |
|
RU2836373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2009 |
|
RU2401711C1 |
| Устройство для изготовления оболочек с продольными гофрами | 2024 |
|
RU2836372C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при мелкосерийном производстве крутоизогнутых тонкостенных труб прямоугольной и другой формы поперечного сечения, изготовленных из заготовок круглых труб, загнутых на требуемый угол. Заготовку размещают внутри полуматриц сборной матрицы, где она центрируется, затем эту матрицу устанавливают в отверстие нижней плиты пресса, а сверху на нее - корпус разрядного устройства с электродами и отверстиями для прохождения рабочей жидкости. На корпус подается усилие, под действием которого полуматрицы сдвигаются, при этом поперечное сечение заготовки принимает форму, близкую к форме матрицы. После этого полость заготовки заполняют рабочей жидкостью, которая контактирует с электродами, а затем на электроды разрядного устройства подают высоковольтный импульсный разряд, формирующий в жидкости ударную волну, благодаря которой заготовка принимает форму матрицы и калибруется по ее внутренней поверхности. Повышается качество поверхности. 7 з.п. ф-лы, 4 ил.
1. Способ изготовления крутоизогнутых тонкостенных труб заданного поперечного сечения из заготовок труб круглого поперечного сечения, загнутых на требуемый угол, включающий размещение заготовки внутри полуматриц сборной матрицы, ее центрирование, установку матрицы в отверстие нижней плиты пресса, установку на нее корпуса разрядного устройства с электродами и отверстиями для прохождения рабочей жидкости, подачу на упомянутый корпус усилия, обеспечивающего сдвижение полуматриц для придания поперечного сечения заготовки формы, близкой к форме матрицы, заполнение полости заготовки рабочей жидкостью, контактирующей с электродами, подачу на электроды разрядного устройства высоковольтного импульсного разряда, формирующего в жидкости ударную волну, обеспечивающую принятие заготовкой формы матрицы и калибровку по ее внутренней поверхности.
2. Способ по п.1, отличающийся тем, что используют гидравлический пресс.
3. Способ по п.1, отличающийся тем, что используют механический пресс.
4. Способ по п.1, отличающийся тем, что используют матрицу квадратного поперечного сечения рабочей поверхности.
5. Способ по п.1, отличающийся тем, что используют матрицу прямоугольного поперечного сечения рабочей поверхности.
6. Способ по п.1, отличающийся тем, что используют матрицу пятиугольного поперечного сечения рабочей поверхности.
7. Способ по п.1, отличающийся тем, что используют матрицу шестиугольного поперечного сечения рабочей поверхности.
8. Способ по п.1, отличающийся тем, что используют матрицу восьмиугольного поперечного сечения рабочей поверхности.
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| Устройство для импульсного формообразования изделий | 1975 |
|
SU571983A1 |
| СПОСОБ ФОРМОВАНИЯ ЭЛЕМЕНТА БУРИЛЬНОЙ КОЛОННЫ (ВАРИАНТЫ) И ЭЛЕМЕНТ БУРИЛЬНОЙ КОЛОННЫ (ВАРИАНТЫ) | 2001 |
|
RU2259899C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Способ определения КПД передаточных механизмов | 1983 |
|
SU1165902A1 |
| . | |||

