1
Изобретение касается прокатки колес.
Известен инструмент для прокатки тел вращения, содержащий валки с ребордами и механизм зажима с пинолями, фиксирующий заготовку по внутренней поверхности обода. Однако в известном инструменте между ребордами и пинолями имеется зазор, в который выдавливается лишний металл. При прокатке крановых колес, имеющих высокие выступы, необходимо создать высокие удельные давления с тем, чтобы металл заполнил эти выступы. Зазор между пинолями и ребордами в этом устройстве препятствует хорощему заполнению выступов металлом.
Цель изобретения - обеспечение возможности прокатки с больщими удельными давлениями.
Для этого наружная поверхность пинолей выполнена со ступенями различных диаметров, при этом валки и пиноли установлены с межосевым расстоянием, меньшим суммы радиуса реборды и наибольщего радиуса пиноли, а реборды валков выполнены с высотой, превыщающей толщину обода изделия.
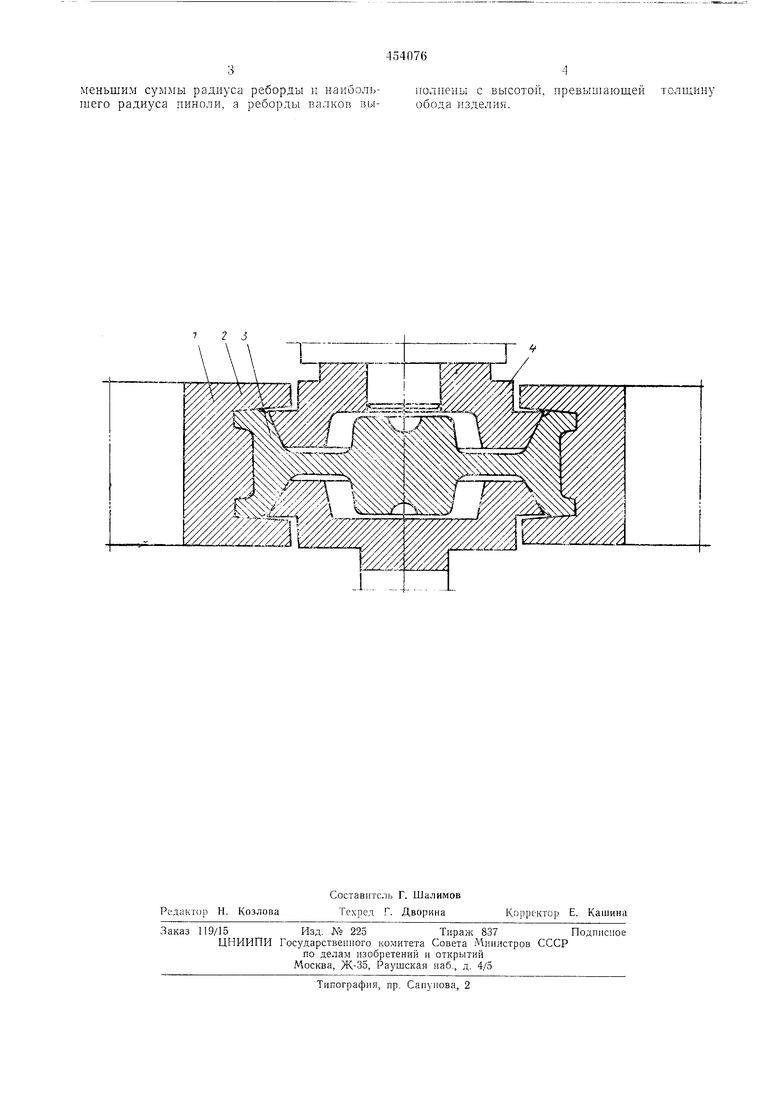
На чертеже показан узел рабочих валков в конце прокатки.
Инструмент содержит рабочие валкн 1 с ребордами 2. Заготовка 3 базируется на двух пинолях 4, имеющих на наружной поверхности ступени различного диаметра.
Заготовку устанавливают на нижнюю пиноль и зажимают верхней пинолью. В положении загрузки перекрытие пинолей ребордами отсутствует. Затем заготовку нагревают,
например, токами повыщенной частоты (при этом валки и заготовки вращаются, а валки, кроме того, перемещаются к заготовке).
Прокатка начинается с момента, когда расстояние между осями валка и заготовки станет меньще суммы радиуса реборды и наибольшего радиуса пиноли, т. е. пиноли с заготовкой войдут в калибр валков, образуя закрытую со всех сторон зону деформации. В закрытом калибре создаются высокие удельные давления, под действием которых металл заполняет углубление в калибре валка и, таким образом, формируются высокие выступы на заготовке.
Предмет изобретения
Инструмент для прокатки тел вращения типа крановых колес, содержащий валки с ребордами и механизм зажима с пинолями, фиксирующий заготовку по внутренней поверхности обода, отличающийся тем, что, с целью обеспечения возможности прокатки с большими удельными давлениями, наружная поверхность пинолей выполнена со ступенями различных диаметров, при этом валки и пиноли установлены с межосевым расстоянием.
меньшим суммы радиуса реборды и наибольшего радиуса линоли, а реборды валков вь полпены с высотой, превышаюшеи толш.ину обода изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки тел вращения с ребордами | 1985 |
|
SU1286330A1 |
| Способ прокатки цилиндрических зубчатых колес | 1977 |
|
SU743764A1 |
| Способ изготовления зубчатых колес специальных зацеплений | 1991 |
|
SU1817728A3 |
| Инструмент для поперечной прокатки профилированных тел вращения | 1976 |
|
SU593790A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| Инструмент для накатки зубчатыхКОлЕС | 1979 |
|
SU841746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 1994 |
|
RU2093294C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1997 |
|
RU2134175C1 |
72 J
