1
Изобретение относится к области автоматического контроля и иредиазначено для использования в системах управления металлорежущими станками.
Известны системы цифровой индикации Для металлорежущих станков с многоиозиционными новоротными и револьверными головками, содержащие но каждой обрабатываемой координате последовательно соединенные датчик перемещеиий, преобразователь, логическую схему «ИЛИ, реверсивный счетчик, дешифратор и цифровое табло, схему унравления нанравлением отсчета, вход которой подключен к выходу датчика неремещений, а выход - к уцравляющему входу реверсивного счетчика, и переключатель ввода плавающего нуля, выход которого соединен с установочным входом реверсивного счетчика.
Предлагаемая система отличается тем, что в нее введены задатчики величины и знака коррекции, стартстопный генератор, счетчик величины коррекции, логические схемы «Запрет, переключатели номера инструмента, схемы сигналов равнозначности, схемы коррекции направления отсчета, триггер и кнонка ввода коррекции. Вход триггера и запускающий вход стартстопного генератора подключены к кнопке ввода коррекции, выход стартстопного генератора через логические схемы «ИЛИ и «Запрет - к входам реверсивных счетчиков и непосредственно к входу счетчика величины коррекцнн, поразрядно соединенного со всеми задатчиками величины и знака коррекции, одни выходы которых
через переключатели номера инструмента и схемы сигналов равнозначности подсоединены к унравляющи входам логических схем «Запрет, а другие выходы также через переключатели номера инструмента - к схемам
коррекции направления отсчета. Выход счетчика величины коррекции соединен с входом останова стартстопного генератора, а выход триггера подключен к управляющим входам схем коррекции нацравления отсчета.
Это нозволяет новысить производительность и точность работы.
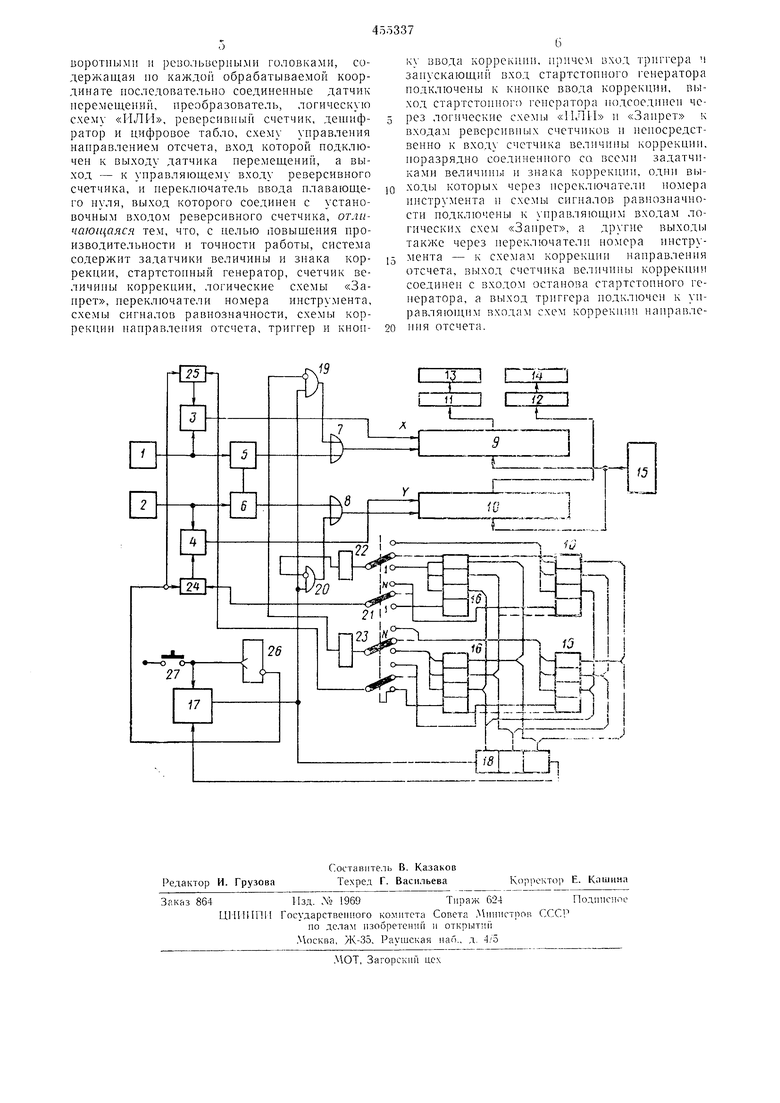
На чертеже ноказана функциональная схема системы.
Она содержит датчики 1 и 2 перемещеНИИ, схемы 3 и 4 управления направлением отсчета, преобразователи 5 и 6, логические схемы «ИЛИ 7 и 8, реверсивные счетчики 9 и 10, дешифраторы 11 и 12, цифровые табло 13 и 14, переключатели 15 ввода плавающего нуля, задатчики 16 величины и знака коррекции, стартстоцный генератор 17, счетчик 18 величины коррекции, логические схемы «Запрет 19 и 20, переключатели 21 номера инструмента, ехемы 22 и 23 сигналов
равнозначности, схемы 24 и 25 коррекции направления отсчета, триггер 26 и кнопку 27 вЕЮда коррекции. Система работает следующим образом. Сигналы от датчиков 1 и 2 неремен1, подаются на треобразосатели 5 и 6, с вы.ходов которых счетные импульсы поступают через схемы «ИЛИ 7 и 8 на счетные входы накопителей координатных приращений - реверсивные счетчики 9 и 10. В схемах 3 и 4 формируются сигналы авто.матического управления направлением отсчета реверсивными счетчиками в зависимости от направления перемещения рабочих органов станка. Реверсивные счетчики 9 и 10-многоразрядные (обычно, число десятичных разрядов шесть и более, в зависимости от дискретности отсчета и максимальной величины перемеп1,ений), десятично кодированные (например, код «8421). Параллельные выходы разрядов реверсивных счетчиков через схемы дегиифраторов 11 и 12 кода «8421 в код «1 из 10 и усиления управляют индикаторными лампами цифровых табло 13 и 14. Рассмотрим работу устройств ввода коррекции. В начале работы с миогоиозиционной поворотной головкой оператор по контрольной точке либо поверхности с известными координатами (например, при начальной проточке) определяет И1меющиеся отклонения режущих кромок всех резцов и устанавливает их значение па соответствующих группах переключателей-задатчиках 16 величины и знака коррекции. Реверсивные счетчики устанавливаются в начальное положение сбросом на нуль, либо от задатчиков плавающего нуля. Допустим, в иачале обработка проводится первым инструментом. Переключатель 21 номера инструмента стонт в первой позиции. Па задатчиках коррекции инструмента по осям X и У для первого инструмента установлены величины и зиаки коррекции -j- Х- и + У,. При однократном нажатии кнонки 27 ввода коррекции запускается стартстонпый гсператор 17 и счетные импульсы поступают одновременно через открытые схемы «Запрет 19 и 20 и «ИЛИ 7 и 8 в реверсивные счетчики 9(/Y) и 10(У), а также в счетчик 18 величииы коррекции. По достижении на последнем числового значения Xi (допустим, что ) состояние счетных декад становится равнозначным заданию иа переключателях для первого ипструмепта по оси X и вырабатывается сигнал равнозначностн на выходе схемы 23 для координаты /Y, схема «Запрет 19 запирается, прекращая подачу счетных импульсов от стартстопного генератора 17 в счетчик 9 координаты X. Счетчик 18 и счетчик 10 (У) продолжают счет импульсов коррекций. Когда иа счетчиКС 18 достигает 4iic.icjiioi4) значения У luscденной величины 1 оррекции на переключателях 16 для первого инструмепта но оси У, срабатывает схема 22 выработки сигнала равнозначпостп по коордипате У п дает запрет на схему 20. Счетчик 18 величины коррекции продолжает холостой счет до переполнения, после чего останавливает сгартстопный геператор 17 и устанавлпвается самосбросом на нул)2. Поскольку в рассматриваемом примере устаповлены знаки +Х и +У1, в накоиителях коордииат проводится соответственно суммироваиис. От задатчиков знака через переключатель номера инструмента поступает сигнал, соответствующий состояиию « + . Операция сложения для каждой из координат определяется двумя условнями: заданием на знаковом переключателе «-г и первым иажатием кпопки ввода коррекции, которое запомнилось триггером 26. Оба эти условия учтены в каждой из схем 24 и 25 коррекции направления отсчета. Алгоритм их работы такой: при задании «-Г («-) и нерво.м нажатии кнопки ввода коррекции величина коррекции прибавляется (отнимается), а при повторном нажатии кнопки ввода коррекпии эта же величина соответственно отнимается (прибавляется). Таким образом, при последовательных Л ажатиях кнопки коррекция вводится и выводится, вновь вводится и вновь выводится и т. д. Итак, первым нажатием кнопки ввода коррекций в накопителях координат X н У и нашем нримере учтены величины коррекции для нервого инструмента: , +У. После завершения обработки первым инструл ентом, допустим, проводится обработка :V-M инструментом многорезцовой головки. На задатчике для ;У-го инструмента введены, допустим, значения величин и знака коррекций + Лд- , -У Л . При вторичпом нажатии кнопки ввода коррекции запускается стартстопный генератор и, как было описапо, величины коррекций Л| и У| вычитаются из накопителей координат. Зaтe переключатель номера инструмента ставится в положение .V-ro инструмента. Следуюигим нажатием кнопки вводится коррекция в соответствующие накопители коордииат: прибавлением величины +Х,- и вычитанием -Уд- . Последующим нажатием кнопки можпо вьшести значения Х, и У.- с пакопителей и т. д. Емкость счетчика величины коррекции достаточно выбрать в 3-4 десятичных разрядах: 3 разряда при дискретности отсчета 0,01 мм и 4 разряда при дискретности отсчета 0,001 мм. Величина коррекции до 9,99 либо 9,999 мм. Предмет изобретения Система цифровой индикации для металлорежущих станков с многопозиционными поворотными и револьверными головками, содержащая по каждой обрабатываемой координате носледовательно соединенные датчик неремещений, преобразователь, логическую схему «ИЛИ, реверсивный счетчик, дешифратор и цифровое табло, схему управления направлением отсчета, вход которой подключен к выходу датчика неремещений, а выход - к управляющему входу реверсивного счетчика, и нереключатель ввода плавающего нуля, выход которого соединен с установочным входом реверсивного счетчика, отличающаяся тем, что, с нелью повыщения производительности и точиости работы, система содержит задатчикн величины и знака коррекции, стартстонный генератор, счетчик величины коррекции, логические схемы «Занрет, переключатели номера инструмента, схемы сигналов равнозначности, схемы коррекции нанравления отсчета, триггер и кнопку ввода коррекции, причем вход триггера ч занускающий вход стартстоппого генератора подключены к кнонке ввода коррекции, выход стартстопног) генератора подсоединен через логические cxeMiii «ИЛИ и «Запрет к входам реверсивных счетчиков и неиосредственно к входу счетчика величины коррекции, норазрядно соединенного со всеми задатчикамн величин, и знака коррекции, один выходы которых через переключатели номера инструмента и схемы сигналов равнозначности подключены к управляюпдим входам логических схем «Запрет, а другие выходы также через переключатели номера инструмента - к схемам коррекции направления отсчета, выход счетчпка величины коррекции соединеп с входом останова стартстопного генератора, а выход триггера подключен к унравляюп;им входам схем коррекции нанравлення отсчета.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля линейных перемещений рабочего органа металлорежущих станков | 1981 |
|
SU1010599A1 |
| Устройство индикации для систем программного управления | 1979 |
|
SU860075A1 |
| СЧЕТНО-ИМПУЛЬСНАЯ СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ | 1971 |
|
SU309352A1 |
| Устройство для программного управления позиционного типа | 1983 |
|
SU1158976A1 |
| Устройство для считывания графической информации | 1974 |
|
SU541183A1 |
| Устройство для программного управления намоточным оборудованием | 1984 |
|
SU1273879A2 |
| Система экстремального регулирования квадрупольного масс-спектрометра | 1989 |
|
SU1795419A1 |
| Устройство для программного управления технологическим оборудованием | 1986 |
|
SU1372277A1 |
| Устройство для считывания графической информации | 1977 |
|
SU711600A2 |
| Система программного управленияэлЕКТРОэРОзиОННыМи пРОшиВОчНыМиСТАНКАМи | 1976 |
|
SU808012A3 |
