Изобретение относится к оборудаванию для изготовления электрических конденсаторов постоянной емкости.
Известно устройство для нанесения металлосодержащей пасты ,на заготовки трубчатых керамических конденсаторов, содержащее механизм загрузки, механизм на.несбния пасты, снабженный подвижным шпинделем с ершиком, и механизм сушки. Однако с помощью такого устройства невозможно лолучать загото ки с заданным значеяием емкости; значительны откло-не1ния емкости от номинального значенИЯ, иногда выходящие за пределы допуска; необходим1а дополнительная операция - подгонка емкости.
Цель изобретения - повышение производительности и надежности устройства в работе.
Для этого в .предлагаемом устройстве механизм занесения пасты снабжен размещенной «а шпинделе микрогайкой, соединенной с приводным механиз.мом, а блок управления, датчики которого размещены ,на выходе мехализма сортировки, спабжен .реле време«и, связа.нным с одним .из выходов сумматора, второй выход которого соединен с приводным механизмом.
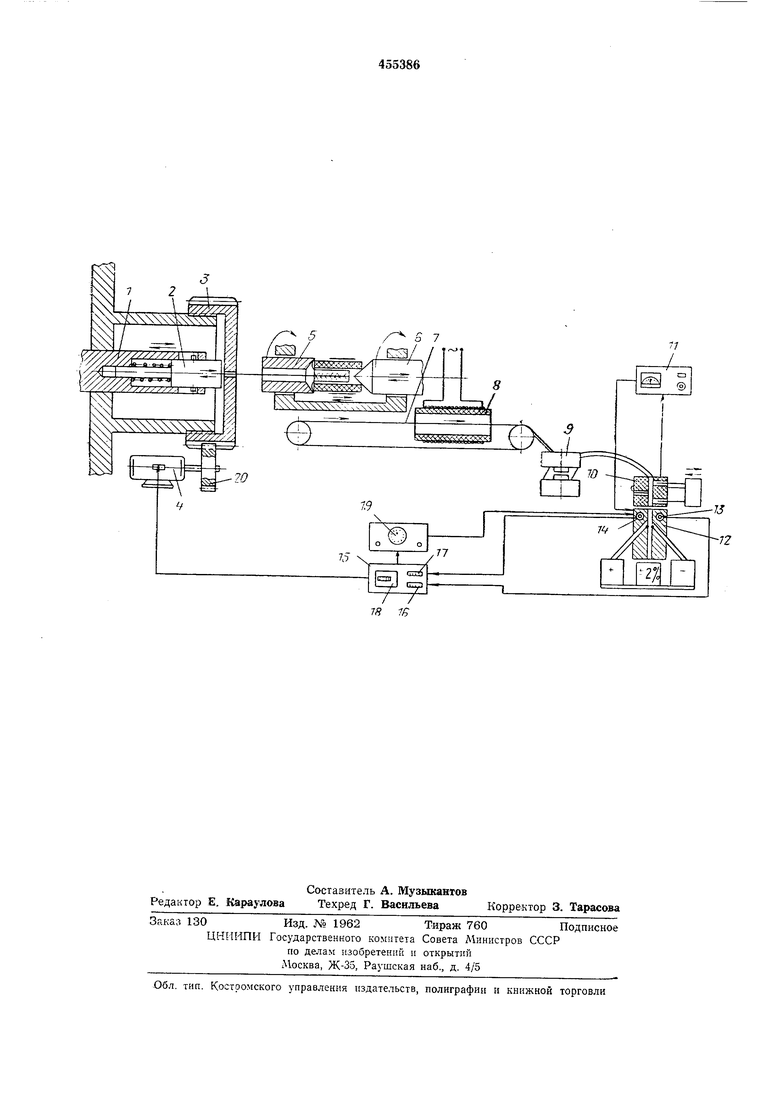
На чертеже изображено предлагаемое устройство.
Устройство состоит из механизма нанесения пасты, включающего в себя механизм загрузки («а чертеже не показан), шпиндельную груплу /, подпружи.ненный ершик 2, микрогайку 3, шаговый электродВИгатель 4, обратный центр 5 и прямой центр 6; малогабаритной электропечи, включающей транспортер 7 и канал-нагреватель 8; автомата сортировки по емкости, включающего в себя вибропитатель 9, камеру намерения 10 блок // измерительный ;и исполнительный, камеру 2 рассортировки заготовок на допусковые группы, датчик 3 счета «меньших заготовок и датчик 14 счета «больших заготовок, и блока управления 15, включающего в себя счетчик 16 «меньших заготовок, счетчик 17 «больщих заготовок, сумматор 13, реле времени 19 и исполнительное устройство в виде шагового электродвигателя 4 с зубчатым колесом 20, иаходящимся в зацеплени.и с зубьями м-икрогайки 3.
Устройство работает следующим образом.
Заготов.ки конденсаторов из вибропитателя механизма загрузки поступают в рабочую зону и устанавливаются в центрах 5 и 6, занимая (Постоянное положение. Шпиидель / механизма нанесения пасты, а вместе с ним и ершик 2, совершает возвратно-поступателыное движение, при этом рабочая часть ершика 2 вхсиит внутрь заготовок, нанося внутренний электрод. Одновременно с этим кисточками на заготовки наносятся наружные электро.ды.
Положение хода ершика 2 относительно заготовок пастоянно, та-к «ак величина его возвратно-nocTynaTevTbHoro движения со шпинделем постоянна, однако путем вращения .микрогайки i3, служащей упором для корпуса ершика, iB ту или другую сторону можно изменить положение хода ершика относительно заготовок, и он 1ВХОДИТ внутрь заготовок На большую или меньшую величину. Соответственно изменяется величина в;нутреннего электрода и емкость заготовок. Это обеспечивает возможность регулировки емкости заготовок в ходе технологического процесса.
Далее заметаллизированные заготовки падают 1на транспортер 7 и вместе с ним поступают в кана.т 5, где происходит вжигание слоя металла в поверхность заготовок и образование на НИХ внутренних и 1наружных элект1родов.
Из печи заготааки по транспортеру попадают в виброш1татель 9 автомата рассортировки по электропараметрам. Далее заготовки поступают в жанал .измерительной «амеры 10. Здесь зажатые конта ктами заготовки измеряются с помощью блока J}.
Если емкость заготовки соответствует номинальному значению, то она лод собственным весом ПО ка1налу л адает в тару ±2% или ±5%. Бели заготовки меньше номинала, то подается команда, открывается правый канал, и заготовка падает в минусовый отсек, при этом она фиксируется датчиком 13 счетчика 16 «меньших заготовок. Аналогичным образом проходят и заготовки, «больш-ие .номинала, с той лишь разницей, что они падают в плюсовой отсек и фиксируются датчиком 14 и счетчиком 17.
С выхода счетчиков 16 и 17 сигналы поступают на вход cy-MMiatopa М. В зависимости от знака поступающих сигналов (-{-) или (-) диск сумматора поворачивается в ту или иную CTOipOHy, .и, если наблюдается преобладание одного «3 знаков, т. е. емкость металлизируемых заготовок «уходит в сторону «меньших или «больших от номинала, то, поворачиваясь, диск сумматора своим упором замыкает соответствующие контакты, и сигнал с выхода сумматора подает команду яа включение шагового электродвигателя 4, который посредством зубчатого колеса 20 поворачивает микрогайку 3, перемещая . ее влево или вправо от шпинделя автомата металлизацаи. Соответственно изменяется положение хода ершика относительно заготовки, величина внутреннего электрода и емкость заготовки.. Одновременно сигнал со второго выхода сумматора 18 поступает .на вход реле времени 19, которое отключает датчиКИ 13 11 14 на время, ранее установленное на реле времени и равное.длительности изготовления одной металлизированной заготовки. После чего датчики снова включаются, и а.налогичным образом продолжается счет и анализ уже откорректированных заготовок.
ТакИм образом, с помощью б.тока управления в устройстве осуществляется обратная связь между исполнительным.и и контрольными органами, благодаря чему осуществляется
корректировка емкости металлизируемых заготовок в ходе технологического процесса, что позволяет изготавливать металлизированные заготовки, не требующие подгонки их емкости под номинал, и увеличить выход годных конденсаторов при .полной автоматизации процесса и.х :изготовлен-ия после включения предлагаемого устройства .в состав автоматической поточной л.и.иии.
П р е д .м е т изобретения
Устройство для изготовлеиия металлизированных заготснвок трубчатых керамических конденсато.ров, содержащее механизм загрузки, механизм нанесения пасты, снабженный
подвижными шпинделями с ершиком, электропечь, механизм сортировки заготовок по емкости, блок управления, Он-абженный счетчиками заготовок с различной емкостью, датчиками и сум1матс ром, входы а оторых подключены к выходам счетч.иков, и приводной механизм, отличающееся тем, что, с целью повышения производительности и надежности устройства в работе, механизм нанесения пасты снабжен размещенной .на шпи.нделе микрогайкой, соединенной с приводным механизмом, а блок упра1вления, датчики которого размещены «а выходе механизма сортировки, снабжен реле времени, связа.нным с одним из выходов сумматора, второй выход которого соединен с приводньтд механизмом.