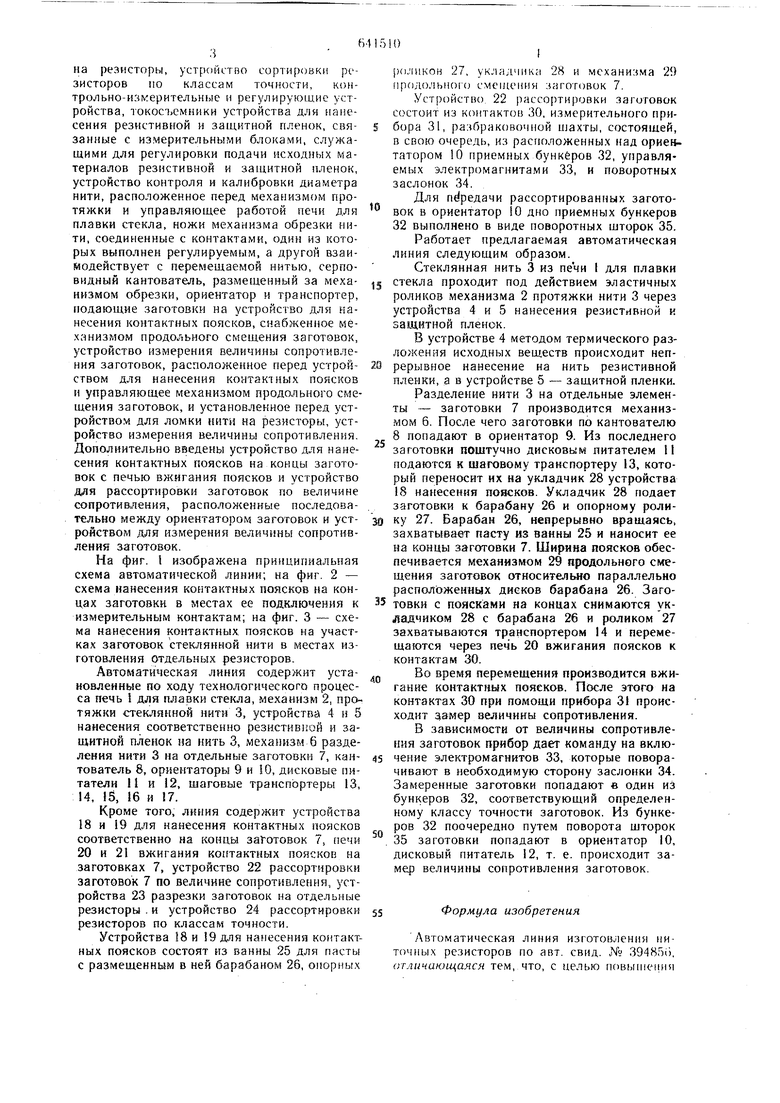
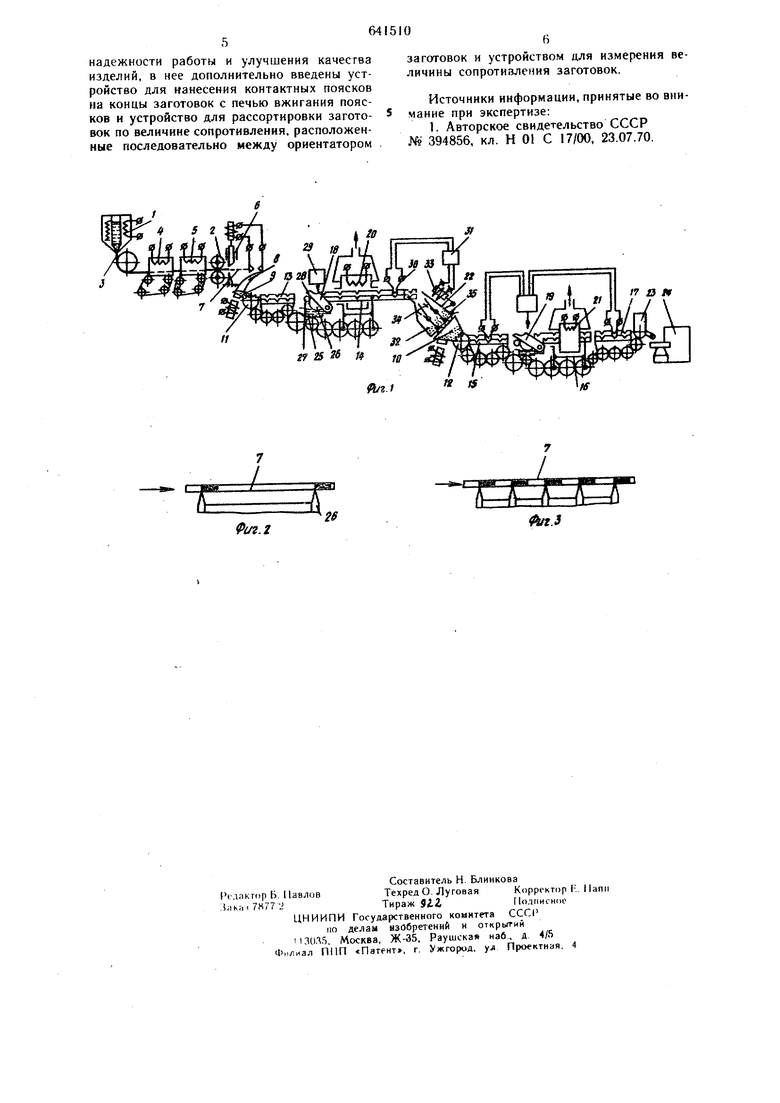
на резисторы, устройство сортировки резисторов по классам точности, контрольно-излгерительные и регулирующие устройства, токосъемники устройства для нанесения резистивной и защитной пленок, связанные с измерительными блоками, служащими для регулировки подачи исходных материалов резистивной и защитной пленок, устройство контроля и калибровки диаметра нити, расположенное перед механизмом протяжки и управляющее работой печи для плавки стекла, ножи механизма обрезки нити, соединенные с контактами, один из которых выполнен регулируемым, а другой взаимодействует с перемещаемой нитью, серповидный кантователь, размешенный за механизмом обрезки, ориентатор и транспортер, подающие заготовки на устройство для нанесения контактных поясков, снабженное механизмом продольного смещения заготовок, устройство измерения величины сопротивления заготовок, расположенное перед устройством для нанесения контактных поясков и управляющее механизмом продольного смещения заготовок, и установленное перед устройством для ломки нити на резисторы, устройство измерения величины сопротивления. Дополнительно введены устройство для нанесения контактных поясков на концы заготовок с печью вжигания поясков и устройство для рассортировки заготовок по величине сопроти&ления, расположенные последовательно между ориентатором заготовок и устройством для измерения величины сопротивления заготовок. На фиг. { изображена принципиальная схема автоматической линии; на фиг. 2 - схема нанесения контактных поясков на концах заготовки в местах ее подключения к измерительным контактам; на фиг. 3 - схема нанесения контактных поясков на участках загото&ок стеклянной нити в местах изготовления отдельн1 х резисторов. Автоматическая линия содержит установленные по ходу технологического процесса печь } для плавки стекла, механизм 2, протяжки стеклянной нити 3, устройства 4 и 5 нанесения соответственно резистивиой и защитной пленок иа нить 3, механизм 6 разделения нити 3 на отдельные заготовки 7, кантователь 8, ориентаторы 9 и 0, дисковые питатели и и i2, шаговые транспортеры 13, 14, 15, 16 и 17. Кроме того, линия содержит устройства 18 и 19 для нанесения контактных поясков соответственно на концы заготовок 7, шчи 20 и 21 вжигания контактных поясков на заготовках 7, устройство 22 рассортировки заготовок 7 по величине сопротивления, устройства 23 разрезки заготовок на отдельные резисторы . и устройство 24 рассортировки резисторов по классам точности. Устройства 18 и 19 для нанесения контактных поясков состоят из ванны 25 для пасты с размещенным в ней барабаном 26, опорных ) 27, ук.1адч11к;1 28 и механизма 29 iipoAo bHortj смещения заготовок 7. Устройство. 22 рассортировки заготовок состоит из контактов 30, измерительного прибора 31, разбраковочной HjaxTbi, состоящей, в свою очередь, из расположенных над ориентатором 10 приемных бункеров 32, управляемых электромагнитами 33, и поворотных заслонок 34. Для пdpeдaчи рассортированных заготовок в ориентатор 10 дно приемных бункеров 32 выполнено в виде поворотных щторок 35. Работает предлагаемая автоматическая линия следующим образом. Стеклянная нить 3 из печи I для плавки стекла проходит под действием эластичных роликов механизма 2 протяжки нити 3 через устройства 4 и 5 нанесения резистнвной и защитной пленок. В устройстве 4 методом термического разложения исходных веществ происходит непрерывное нанесение на нить резистивной пленки, а в устройстве 5 - защитной пленки. Разделение нити 3 на отдельные элементы - заготовки 7 производится механизмом 6. После чего заготовки по кантователю 8 попадают в ориентатор 9. Из последнего заготовки поштучно дисковым питателем II подаются к шаговому транспортеру 13, который переносит их на укладчик 28 устройства 18 нанесения поясков. Укладчик 28 подает заготовки к барабану 26 и опорному ролику 27. Барабан 26, непрерывно вращаясь, захватывает пасту из ванны 25 и наносит ее иа концы заготовки 7. Ширина поясков обеспечивается механизмом 29 продольного смещения заготовок относительно параллельно расположенных дисков барабана 26. Заготовки с поясками на концах снимаются укладчиком 28 с барабана 26 и роликом 27 захватываются транспортером 14 и перемещаются через печь 20 вжигания поясков к контактам 30. Во время перемещения производится вжигание контактных пояеков. После этого на контактах 30 при помощи прибора 31 происходит замер величины сопротивления. В зависимости от величины сопротивления заготовок прибор дает команду на включение электромагнитов 33, которые поворачивают в необходимую сторону заслонки 34. Замеренные заготовки попадают в один из бункеров 32, соответствующий определенному классу точности заготовок. Из бункеров 32 поочередно путем поворота щторок 35 заготовки попадают в ориентатор 10, дисковый питатель 12, т. е. происходит замер величины сопротивления заготовок. Формула изобретения Автоматическая линия изготоЕзления ниточных резисторов по авт. свид. o4v 3948oi). отличающаяся тем, что, с целью повышения
надежности работы и улучшения качества изделий, в нее дополнительно введены устройство для нанесения контактных поясков на концы заготовок с печью вжигания поясков и устройство для рассортировки заготовок по величине сопротивления, расположенные последовательно между ориентатором
заготовок и устройством для измерения величины сопротивления заготовок.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 394856, кл. Н О С 17/00, 23.07.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ НИТОЧНЫХ | 1973 |
|
SU394856A1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| Устройство для нанесения контактных поясков на цилиндрические заготовки радиодеталей | 1978 |
|
SU769646A1 |
| ЗАЩИТНЫЙ МАТЕРИАЛ ДЛЯ ТОНКОПЛЕНОЧНЫХ РЕЗИСТИВНЫХ ЭЛЕМЕНТОВ | 1983 |
|
SU1186013A1 |
| ПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ | 1971 |
|
SU305512A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧИП-РЕЗИСТОРОВ | 2014 |
|
RU2551905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОРЕЗИСТОРА | 2024 |
|
RU2839451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНЫХ СВЧ ТРАНЗИСТОРНЫХ СТРУКТУР СО СТАБИЛИЗИРУЮЩИМИ ЭМИТТЕРНЫМИ РЕЗИСТОРАМИ | 1991 |
|
RU2024994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2000 |
|
RU2207644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧИП-РЕЗИСТОРОВ | 2014 |
|
RU2552630C1 |
9
ifffli
С
Фт.г
Фиг.З
