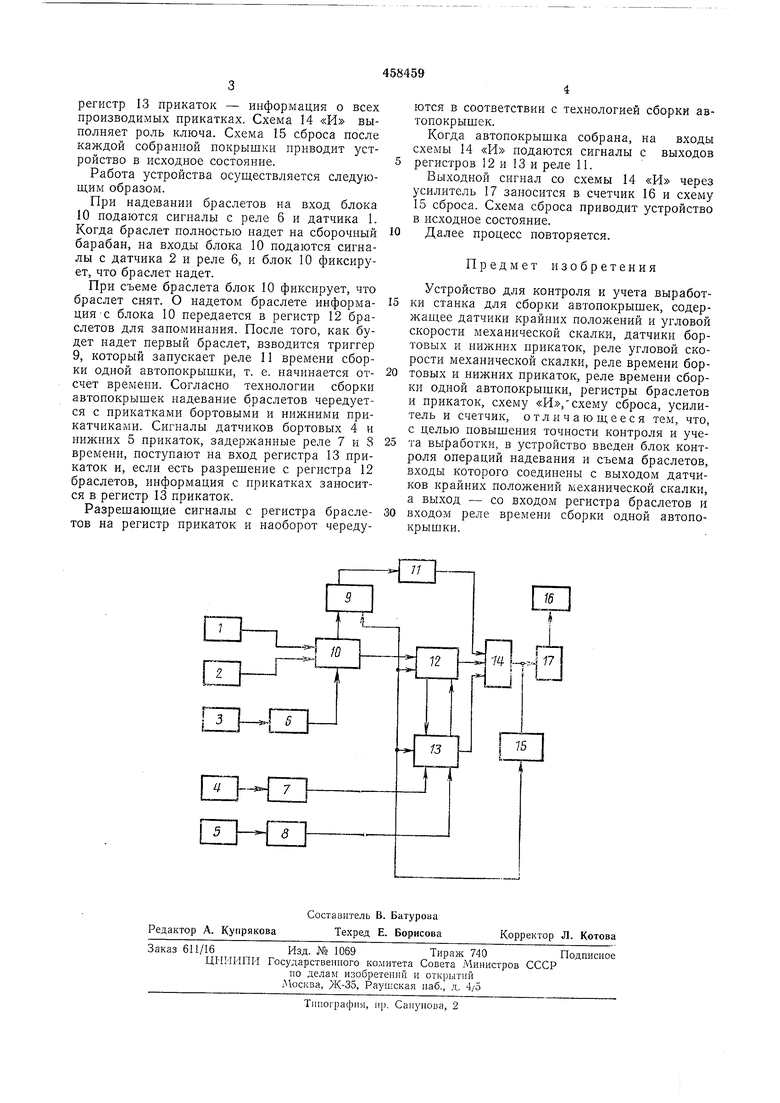
Изобретение относится к области производства покрышек пневматических шин и предназначено для контроля и учета выработки. станков для сборки автопокрышек. Известно устройство для контроля и учета выработки станка для сборки автопокрышек, содержаи1.ее датчики крайних положений и угловой скорости механической скалки, датчики бортовых и нижних прикаток, реле угловой скорости механической скалки, реле времени бортовых и нижних прикаток, реле времени сборки одной автопокрышки, регистры браслетов и прикаток, схему «И, схему сброса, усилитель и счетчик. В известном устройстве счет операций ведется с момента надевания второго браслета на сборочный барабан. Осуществление этой операции контролируется только датчиком угловой скорости механической скалки. Однако этого недостаточно для объективного фиксирования операции, так как при надевании браслета часто приходится его поправлять, а иногда и полностью снимать со сборочного барабана, что фиксируется как надевание нового браслета и приводит к большим погрешностям при учете выработки станка для сборки автопокрышек. Цель изобретепия - повышение точности контроля и учета выработки. 5 10 15 20 25 30 Для достижения цели в устройство введен блок контроля операций надевания и съема браслетов, входы которого соединены с выходом датчиков крайних положений механической скалки, а выход - со входом регистра браслетов и входом реле времени сборки одной автопокрышки. На чертеже приведена блок-схема предлагаемого устройства. Она содержит датчик 1 крайнего левого положения механической скалки, датчик 2 крайнего правого ее положения, датчик 3 угловой скорости механической скалки, датчик 4 бортовых прикаток, датчик 5 прикаток, реле 6 угловой скорости механической скалки, реле 7 времени бортовых прикаток, реле 8 времени нижних прикаток, запоминающий начало операции надевания браслетов триггер 9, блок 10 контроля операций надевания и съема браслетов, реле i 1 времени сборки одной автопокрышки, регистр 12 браслетов, регистр 13 прикаток, схему 14 «И, схему 15 сброса, счетчик 16 и усилитель 17 счетчика. Входы блока 10 соединены с выходом датчиков 1 и 2 крайних положений механической скалки, а выход - со входом регистра 12 браслетов и входом реле 11 времени сборки одной автопокрышки. В регистр 12 браслетов заносится информация о каждом надетом браслете и брекере, в
регистр 13 прикаток - информация о всех производимых прикатках. Схема 14 «И выполняет роль ключа. Схема 15 сброса после каждой собранной нокрышкн приводит устройство в исходное состояние.
Работа устройства осуществляется следующим образом.
При надевании браслетов на вход блока 10 подаются сигналы с реле 6 и датчика 1. Когда браслет полностью надет на сборочный барабан, на входы блока 10 подаются сигналы с датчика 2 и реле 6, и блок 10 фиксирует, что браслет надет.
При съеме браслета блок 10 фиксирует, что браслет снят. О надетом браслете информация-с блока 10 передается в регистр 12 браслетов для запоминания. После того, как будет надет первый браслет, взводится триггер 9, который запускает реле 11 времени сборки одной автопокрышки, т. е. начинается отсчет времени. Согласно технологии сборки автопокрышек надевание браслетов чередуется с прикатками бортовыми и нижними прикатчиками. Сигналы датчиков бортовых 4 и нижних 5 прикаток, задержанные реле 7 и 8 времени, поступают на вход регистра 13 прикаток и, если есть разрешение с регистра 12 браслетов, информация с прикатках заносится в регистр 13 прикаток.
Разрешающие сигналы с регистра браслетов на регистр прикаток и наоборот чередуются в соответствии с технологией сборки автопокрышек.
Когда автопокрыщка собрана, на входы схемы 14 «И подаются сигналы с выходов регистров 12 и 13 и реле 11.
Выходной сигнал со схемы 14 «И через усилитель 17 заносится в счетчик 16 и схему 15 сброса. Схема сброса приводит устройство в исходное состояние. Далее процесс повторяется.
Предмет изобретения
Устройство для контроля и учета выработки станка для сборки автопокрышек, содержащее датчики крайних положений и угловой скорости механической скалки, датчики бортовых и нижних нрикаток, реле угловой скорости механической скалки, реле времени бортовых и нижних прикаток, реле времени сборки одной автопокрышки, регистры браслетов и прикаток, схему «И,схему сброса, усилитель и счетчик, отличающееся тем, что, с целью повышения точности контроля и учета выработки, в устройство введен блок контроля операций надевания и съема браслетов, входы которого соединены с выходом датчиков крайних положений механической скалки, а выход - со входом регистра браслетов и
входом реле времени сборки одной автопокрышки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ и УЧЕТА ВЫРАБОТКИ СТАНКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1969 |
|
SU256312A1 |
| УСТРОЙСТВО для НАДЕВАНИЯ БРАСЛЕТА НА БАРАБАН | 1970 |
|
SU272539A1 |
| УСТРОЙСТВО УЧЕТА ПРОИЗВОДИТЕЛЬНОСТИ СТАНКА ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1966 |
|
SU179107A1 |
| Механизм заделки борта автопокрышки при сборке | 1955 |
|
SU106486A1 |
| Устройство для автоматического счета изделий | 1975 |
|
SU577551A1 |
| Устройство для контроля и учета выработки станка для сборки покрышек | 1974 |
|
SU506033A1 |
| В. В. Куйбышева | 1970 |
|
SU272897A1 |
| Станок для сборки автопокрышек | 1959 |
|
SU132794A1 |
| СПОСОБ СБОРКИ АВТОПОКРЫШЕК | 1968 |
|
SU213338A1 |
| Устройство для контроля и учетаРАбОТы CTAHKA | 1979 |
|
SU840982A1 |
