При сборке автомобильных покрьи.пск на ио.чудорновых барабанах заделка борта производится вручную с прикаткой краев браслета роликами (штицерами), что снижает 11роизводите«1ык)сть, не . обеспечивает требуемого качества сборки, яв,:1яется тяже.юй |-рудоемкоГ| операцией, ведет к излишнему расходу материалов, например крыльеBOii .тент1я (флиппера), резинового к.)ея при изготовлении покрышек из сиитетического каучука, а также вызывает увеличение 1нирины закраиваемых по.лос корда.
И нред;1а1аем()м механизме заде.1ки борта автопокрышки нрн сборке указанные недостатки устранены благодаря выпо.шенным трем взапмосвязаннГ)1М узлам, из которых один служнт д.ля обжатия и вытяжки краев браслета но заплечикам б араб а н ;i i н од во р а ч и в а н и я ко и но в у пос.леднего браслета во внутрь покрышки, что дости1ается обжимными рычагами, закрепленными в стойках, расположенных по окружности корпуса, второй узел служит д.ля заворота краек брас.чета на крыло и их предварительной: нрессовки, а также, как вспомогательный, для вытяжки краев браслета и
опрессовки концов у пос.тедиего брас., подвернутых во внутрь покрьинки иервыл злом, что достигае) спиральной ко.льцевс) пружиноГ:, yKpeH.ieHHOii в секторах, радиа. ПИЮ нерелюшаемых )с здвнжHbiMii рычага 11-1 с номо;дью нневматическоГ камеры. Третнй узе.л с.лужит д.ля носадкн KpiiLJia и опрессовки Bceio борта нокрынп н, а лакже, как всномогате.пьный, л.ля обжатия и вытяжки краев браслета во взаи.чодейсл-вин с первыми двумя уз.ламн, что л,ос|-и1аелся обжимио K;IMepoii (jU3HiiOBoii is,ли резиио-тканев()й), помеигегпюй в шаб.лоне, в торце колоро о расно.ложенГ) убирающиеся па.льны д.ля кры.ла.
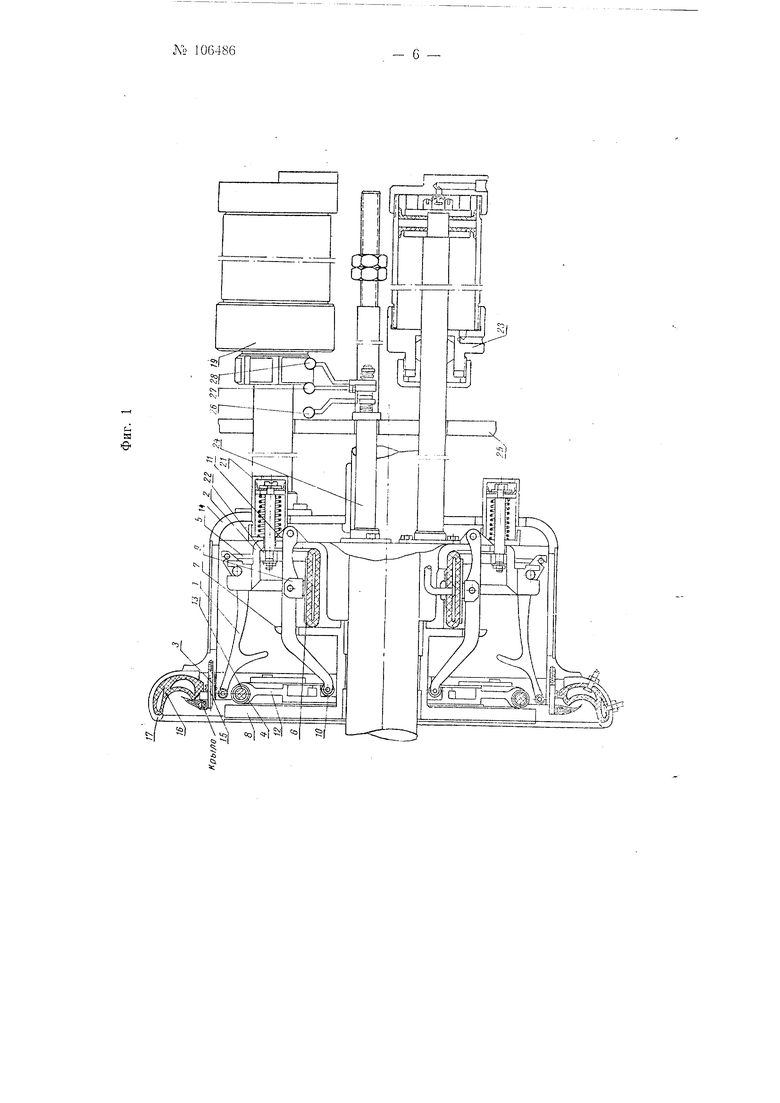
На фиг. 1 схемалт-1чно изображен вид, механизма сбоку; на фиг. 2---л0 же, в положении выдвинутых первого и BTopoio уз.юв; на фиг. 3 показаны раз. по.ложсьшя механизм; в работе.
Механизм вьпто.тнеп в виде трех взaимocвя: ;unпJГX узлов, из которых один 11редста15.ляет собой обжимные рычаги / с осью поворота, закрепленной в стойках, которые укреп,иены по окружности корпуса 2 (второго узла). На одном конце обжимных рычагов / на нелодвижHoii оси монтированы свободно вращающиеся прижйм ьш ролики о, которые в исходном положении рычагов J составляют замк%тре кольцо, расположенное.;%|Над кольцевой спиральной пружиной 4 (второй узел). Противоположные концы рычагов / стянуть резиновым шнуром (или пружиной) 5, благодаря чему концы рычагов 1 с роликами 3 всегда стремятся подняться вверх.
Второй узел механизма выполнен в виде пневматической камеры (резиново или резино-тканевой) 6, корпуса 2, который скреплен с фланцем 7 неподвижного диска Л , скользящего по валу. На камеру 6 по ее окружности через опорную лапу 9 опираются раздвижные рычаги 10, один конец которых опирается на поворотную ось, закрепленн ю в стойке //, а Т1ротивоположные концы рычагов 10 упираются в раздвижные секторы 12, составляющие диск. Раздвижные секторы 12 помещены в направляющие диска 8, составляющего одно целое с фланцем 7, и имеют возможность перемеп1аться в радиальное. паправ.гепй. На впсн.шем конце раздвижнглх секторов 12 имеются гнезда, в которых уло/кена кольцевая спиральная пружина 4, во внутрь которой завулканизован резиновьп сердечник 13, благодаря чему увеличивается усилие пружины при малом диаметре ее проволоки, что у.тучшает ее усталостную характеристику и обеспечивает необходимую работу механизма.
Третий узел лгехапизма выполнен в виде нгаблона 14, скользящего по валу подпружиненных убирающихся па.чьцев 15, обжимной резииокой (или резино-тканезой) камеры 16 одпо-тт.-;и двухполостной. и обоймь 17, Данный узел механизма перемещается к полудорновому барабану 18, на котором производится сборка автопокрышки с помощью пневмоцилиндра 19.
Фиксация раздвига спиральной Kt)4but:iioil пружины 4 при обжатии и вытяжке краев, браслета 20 достиг;;ется двумя диаметра, расположенными пневматическими цилиндрами 21, укрепленными на корпусе 2, На )цтоках пневматических цилиндров 21 укреплено опорноекольцо 22.
. Первый и второй узлы, а также пнев.матические цилиндры 21 неподвижно связаны с корпусом 2 и перемещаются по валу к барабану 18 и обратно от него штоком пневматического цилиндра 23. Для установки этих узлов механизма на необходимое расстояние от заплечиков барабана / и в зависимости от очередности )1адевания браслета с.гужит фиксатор, выпо.11неиный в виде тяги 24, один конец которой прикреп,11ен к корпусу 2. а на другом коние нарезана резьба с гайKoii п контргайкой. Тяга 24 проходит через стенку станка 25, на котоpoi( расположены три упорные шайбы 26, 27 н 28 для упора гаек, распо.тоженных на тяге 24, чем и дос1 й1ается фиксация необходимого по..ожеиия всех узлов. Универсальный механизм располагается с обеих сторон полудорнового барабана 18.
Па фиг. 1 и на фиг. 2 условно показан предлагаемый мехапизм только с ОД1ЮЙ стороны барабана.
Все операпии заделки борта гюкрыпгки осуществляются при неподвижном барабане 18 следуюишм образом (см. фиг. 1, 2 и 3).
Опускается упорная ншйба 26, фиксирующая первое положепие первого и второго узлов механизма для вставки первого кры.ла и обжатия первого браслета. Далее при выравпивапии браслета на барабане подается воздух в заднюю по,rtocTb цилиндра 23. Вследствие этого узлы, механизма 1, 2 w ппевмоцилиндры 21 с угюрным ко.тыюм 22 передвигаются к барабану до упора тяги 24 в упорную тпайбу 26 и останавливаются в положепиц, показанном на операции JYg 2 (см. фиг. ЗК При движении рычаги I выходят из-под шаблона 14 и под Действием резинового шнура 5 становятся в вертикальное положение. В это же время подается воздух в цилиндры 21, благодаря чему упорное KO.ibno 44 передвигается вперед для ограничения подъема раздвиж1:;л.ч рычагов 10. Далее (операция ЛЧ 3) подается воздух в резиновую
.камеру 6, которая раздуваясь, давит на опорные лапы 9 и заставляет .раздвижные рычаги 10 поворачиваться вокруг осей, укрепленных в стойках Л до упора в кольцо 22. При этом противополол :ные концы .рычагов 10 заставляют передвигаться секторы 12 в направляющих диска 8 в радиальном направлении и растягивать кольцевую спиральную пружину 4, устанавливая ее в указанное ноложение.
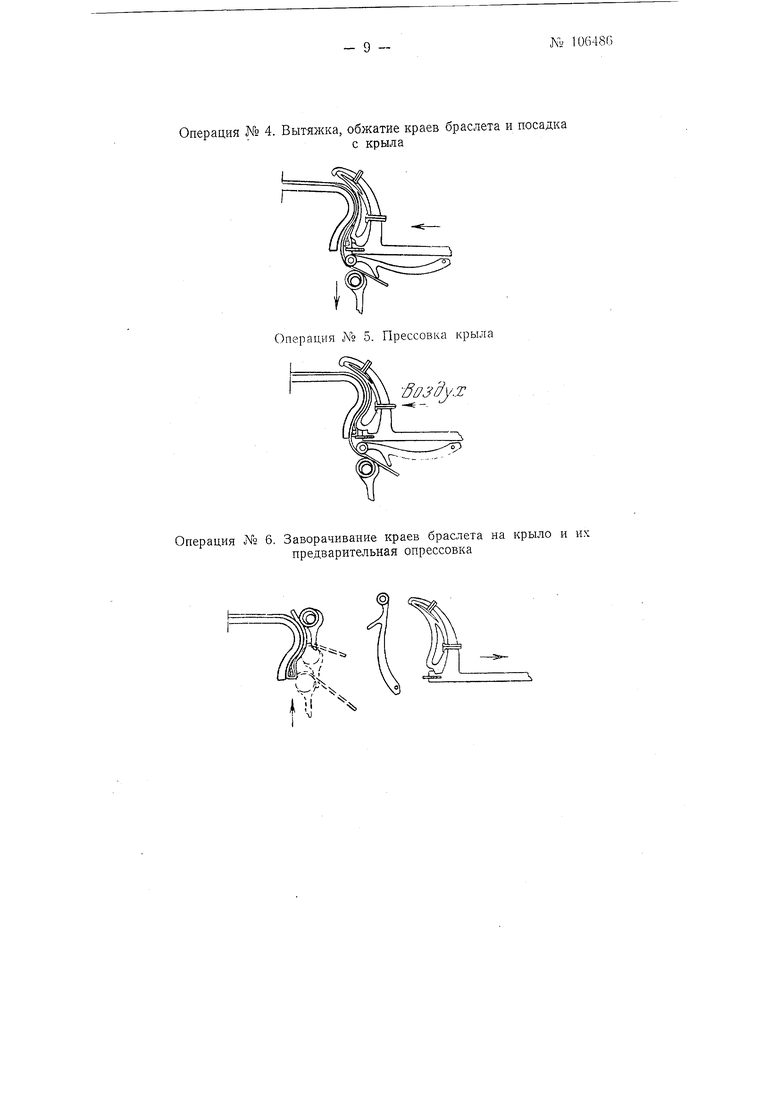
На операции .Nb 4 производится окончание г)бжатия и вытяжки краев браслета, а также посадка крыла eio предварительная прессовка, которые осуществляются -одно1феменно. Floc.ie того как пружина 4 остаиав.;1Н 5ается к положении при опера(u-iH № 3, подается воздух в заднюю полость цилин.дров 19. Б.лагодаря этому штоки цилиндров заставляют двигаться по валу станка шаблон 14, иа котором заранее было надето крыло на /5. При движении шаблон упираечся в рычат У и заставляет их нак.ч()|яться и подгибать под себя концтл браслета 20 до тех пор, .noiva ролики 3 не прижмут концы брг.слета к к()Л1 цевой спиральной пружине 4. Такнм образом, концы брас.тета оказываются плотно зажатыми межл.у кг)ЛЫ1,евой спиральной пружиис) / ii роликами 5, укрепленiibTMii ия 1чонцах рычдгов /. Далее из камеры б стравливается воздух. Бла)()даря этому под действием спиральной пружнны 4, а также от силы дав.пеиия нтаб.тона 14 через рычаги /, ониракмциеся на спиральную пружину 4, секторы 12 опуска1с;тся , т. е. в исходное положение. Как видно на фиг. 3 (операции XQ 3 и 4), при это.г движении происходит вытяжка и обжатие краен браслета и посадки крыла.
Величина силы трения, возникающей при вытягивании концов браслета из зазора ме.ж:ду пружиной 4 и роликами об слов.г(ивает величинл их вглтяжки, которая осуществляется за счет изменеиия угла закроя нитей корл,а и тксьма иезиагительного сокращения расстояния между ними. Это создает возможность 1:ерейти от начального- 1ол)И1ого диаметра брас.чета иа
меньший диаметр (т. е. уложить начальную длину .окружности краев браслета в меньшую длину), что является вал нейшим условием для заделки крыла в борт покрышки без единой складки. Этим же обеспечивается значительная и равномерная натяжка нитей корда, чего невозможно добиться нри ручном выполнении этих операци1 |.
В мо.меит вьщо;и1ения указанных операций стравливается воздух из цилиндра 21 и упорное кольцо 22 возвращается в исходное положение. Вслед за эти.м, т. е. когда края браслета обжаты и иосаичены на крыло, осуществляе1ся опрессовка крыльевой ,1ент1..1 и всего крыла (операция Л 5). Для этого в нижнюю гк).лость камеры 16 дается сжатьи1 возллх, бла.годаря чему стенка камер 1.1 прессует крыльевую ленту и все крыло по профилю всей окружности борта. После некоторой выдержки воздух из нижней полости камеры 16 травится в атмосфеРУДалее снова включается воздух в камеру 6, а затем в переднюю полость цилиндра 19 подается воздух, а из задней полости воздух травится в атмосферу. Благодаря этому шаблон 14 с об/кимной пневматической камерой 16 возвращается в исходное но.южение (операция № 6). В этот же момент рычаги / силой резииового шнура 5 поворачиваются в вертикальное положение. Одиовремеино с этим (при наличии воздуха в камере) так же, как и в греды.т.уц1ем случае (см. описание операции ,№ 3). начинает растпгиваься кольцевая спиральная пружина 4 и заворачивать края браслета на крыло, одновременно по всей окружности, п.готно их прижимая во всех точках по профилю борта.
Эта операция ос -ществляется одновременно взаимодействием двук сил иа кольцевую спиральную пружину 4, т. е. радиальной силой, передаваемой рычагами 10, и нормаЛ1,к.)й с;.:юГ1. передаваемой И1током цилии.ара 23.
Значение этих си.п находится в опоеле.геиной зависимости и обус.ггов.чепо Тем, что радиальная сила
должна преодолевать силу трения лежду кольцевой спиральной пружиной и обрезиненным кордом, силу натяжки кольцевой пружины 4 и резинового сердечника 13, сопротивление изгиба краев браслета и силы трения в частях механизма.
Применение одновременного взаимодействия радиальной и нормальной сил на кольцевую спиральную пружину . при завороте краев брас.чета и их прикатки по профилю борта является главным условием работоспособности механизма и высококачественного выполнения данной операции.
Исполнение операций посадки крыла и заворота па него концов браслета вьпнеизлол енным способом позво.тяет применять крыло без крыльевой .-fiMiTbi, так как смеи1ения кры.та в этом с.аучас быть не может. После того как края браслета завернуты и предварите.пьно оирессованы по про{|)илю борта, начинает страв.ливаться воздух из камеры 6. Затем переключением воздуха в гто.юстн ци,1индра 23 ксгпьневаи пру.кина / и вся Ipynna узлов механизма, жестко связанных с ней. отводятся от борта покрьпикн. В это же время из камеры бзаканчивает травиться воздух в атмосферу и благодаря этому весь механизм возвращается в первонача.пьиое исходное положение.
Далее подают воздух в по.лостн ии.лундра 19. шаб.юи 14 движется к барабану и, ув.чекая за собой остальную rpvrHiy узлов механизма, прижимает обжимную камеру /6 к борту покрьиики. Прн этом пальцы /J упитаются во внутрь нгаблона. В этот же момеьгг перек гючают иолачу воздуха в по.гюсти ци.ппндра 2,, б.,аря чему шаблон 14 с болыией си.;юГ прижимает обжимную камеру 16 к борту noKObiniKH, пос.ге этого в камеру 16 подается . снача.ча в нижнюю полость, а зптечГ в верхнюю по.лость и осупествляется опрессовка борта, одиотфелгенно по всей его окружности и с обеих сторон (операция Т. Оппессовку борта можно осушестпнть It заранее ПОДДУТО: кa vIepoй п, вместо пневматической камеры подугикой такой же формы. выпо.;гненнои из чисто мягкой или губчатой резины. После этого воздух, из обеих полостей камеры 16 стравливается в атмосферу, а переключением воздуха в полости цилиндров 23 и 19 все механизмы возвращаются в первоначальное исходное положение (операция № 8). На этом заканчиваются все операции при заделке первого крыла.
При наличии в покрышке двух крыльев, второе крыло заделывается таким же образом, как и первое,, следовательно, операции с 1 па ,о 8 повторяются (поэтому на фиг. 3 соответствующие номера операций не показаны).
Во время операций oYo 9, 10 и И ироизводят обжимку краев иоследнего браслета. Операции осуществляются таким же образом, как указано в описании операций 2, 3, 4. Затем подачей воздуха в верхнюк) и нижнюю полости камеpi i 16 прессуется борт.
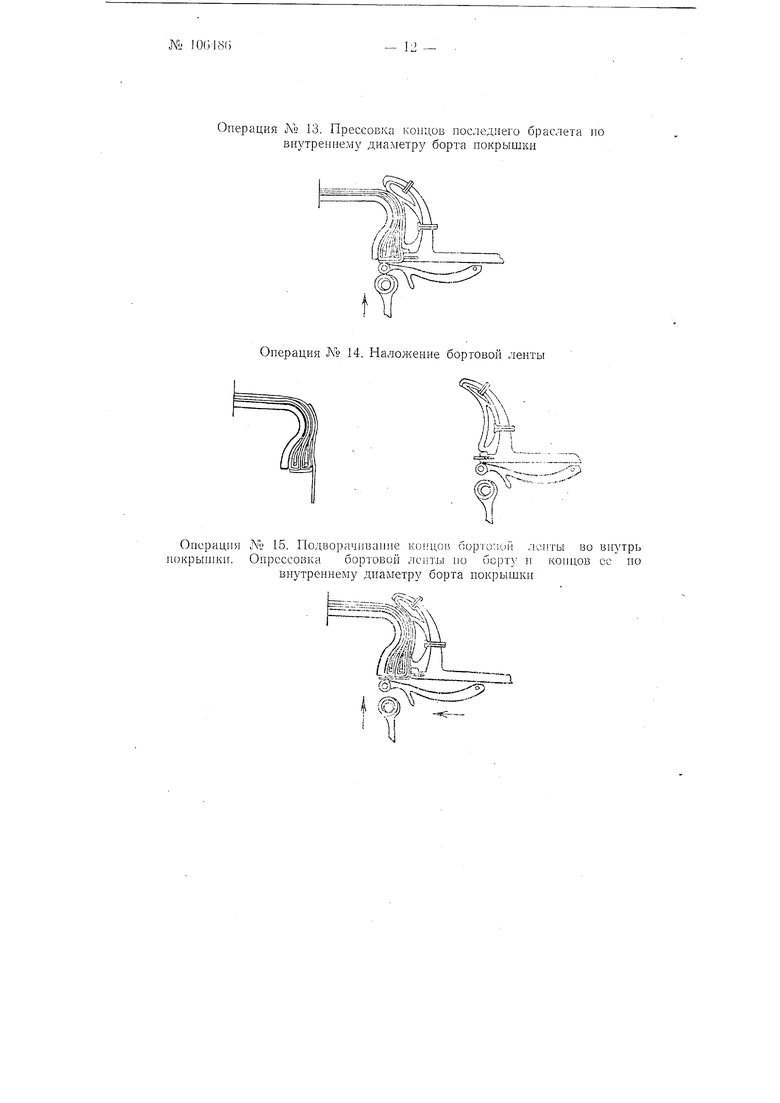
Затем подачей воздуха в полости цилиидра 23 кольцевая пружина 4 вместе с об/кимными рычагалти / по.чучает движение в направлении от барабана до упора в стенку Н аблона 14. Вс.ледствие этого тяга 24 отходит от упорных птайб 26, 27 и 28, которые ;ierKo вручную отводятся от упора. Затем снова полости ци; индра 23 переключаются и ко.тьпевая спира.чьная нружина 4 вместе с рычагами / вдвигается во внутрь барабана, осуи1ествляя при этом подворот краев последнего браслета во внутрь иокрьнпки, как это показано на опе1:1ации , 12. это же время ноздух из верхней и 1П-1Жпе1 | no.iocicii камер 1| 16 травится в атмосферу. ,Ta.:iee подается воздух в камеру 6, благод.аря чему пружина 4 через ролики () опрессовывает кониы краев браслета по внутренне.му периметру борта иокрьнпки, как это показано на операции К° 13, одновременно с обеих сторон. floc.ie этого все меха1гизмы отводятся в нервоначальное исходное положение и обычны.м путем нак.тадывается бортог.ая лента (операция A 14).
Операнией .Ng 15 осуществ.чяется опрессовка бортовой ленты по борту покрьипки, заворачиваются ее
концы во внутрь борта и спрессовываются по внутреннему периметру борга таким же образом, как и концы последнего браслета.
На операции Afo 16 производится заворачпванне и прикатка Koinioii бортовой ленты во внутрь, т. с. за носок борта нокрышки. Эта операция осуществляется обычным путем имеющимися на стенках роликами. Обжимка н прикатка боковин протектора осуществляется обычным путем-обжимными тарелками.
Предмет изобретен и я
1. Механизм заделки борта автопокрышки при сбо-ркс, о т л и ч а ющийся тем, что, с целью создания универса.ИзНОго механизма, имеюП1,его возмсЖнссть нроизводнть все операции заделки борта, улучшения качества сборки, а также экономии материалсп за счет возможности применения крвтльев без крьтл1зевой ленты (флиппера), сокраще1И1я 1нирипы закраиваемых полос корда п
от.дены резинового клея, механизм состопт из системы обжимных рычагов, иа ОДИОД1 конце которых насажены свобод:10 вращающиеся ролики, образующие замкнутое кольцо нал, кольцевой сниральной пружино:1 с р.зиновьп1 сердсчником внутри, { |;1г сио:к:-;кенных на нневматическон камере раздвижных рычагов, оиираюии1хся одним концом на noBOpoTiiyio ось, закрепленную в стойке, а Д;)угим в раздвижиые секторы, помеигенные в направляющие диска, скользящего по валу, на котором монтирован снабженный подпружиненными . убирающимися пальц.:.;:; п обжимной резиновой камерой, вмонтпрованной в обойму, табло:, пер:/меи1аюл.ийея к иолудоргск.м} барабану, на котором произвел.;:тся сборка автопокрыгики. 2. ЛЬхашгзм по п. 1, отличающимся тем, что, с целью обеспечеи1В ()мсрной вытяжки и завертывапия на крыло колец браслета, раздвижные секторы скреплены . собой системой плапок.
t-, я О Исходное положение (надевание браслета)
Операция До
Фиг. 3
Операция № 2. 1-я всномогательпая операция для захвата
фаев браслета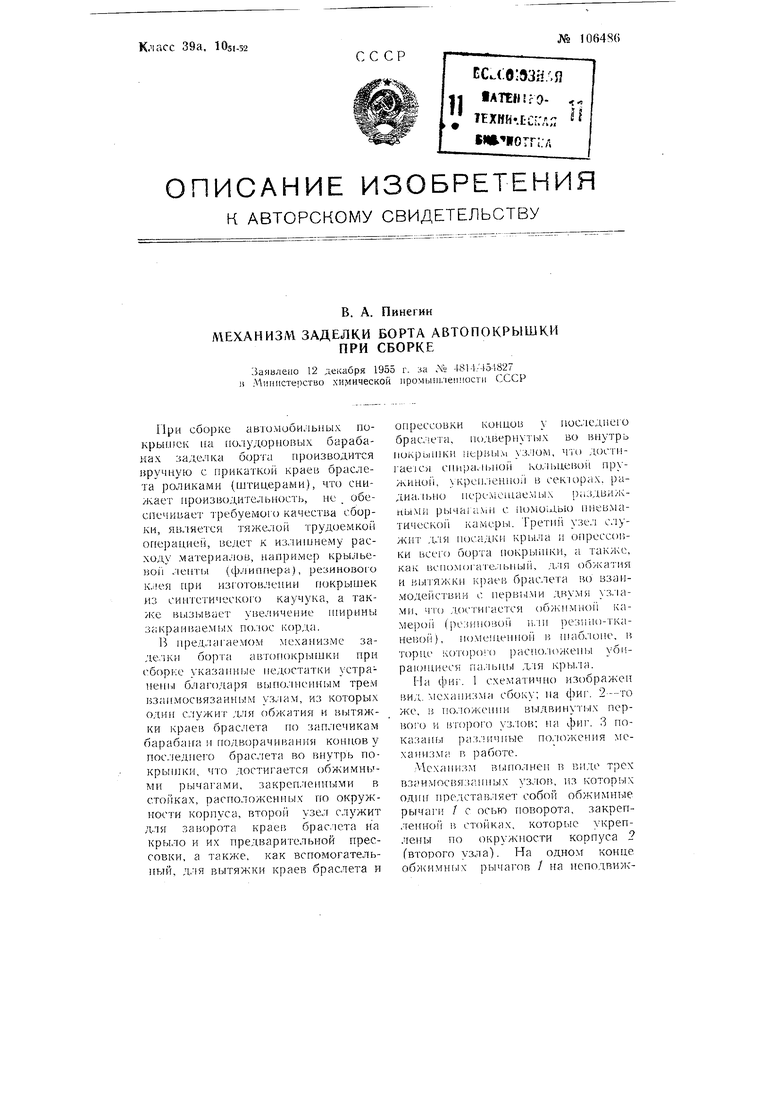


| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм заделки борта к станку для сборки покрышек пневматических шин | 1969 |
|
SU279941A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА ПОКРЫШКИ | 1968 |
|
SU231105A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Барабан для сборки и формованияпОКРышЕК пНЕВМАТичЕСКиХ шиН | 1974 |
|
SU802083A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| МЕХАНИЗМ ЗАДЕЛКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1968 |
|
SU220484A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1973 |
|
SU506177A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1984 |
|
SU1154107A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКАМ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU314661A1 |

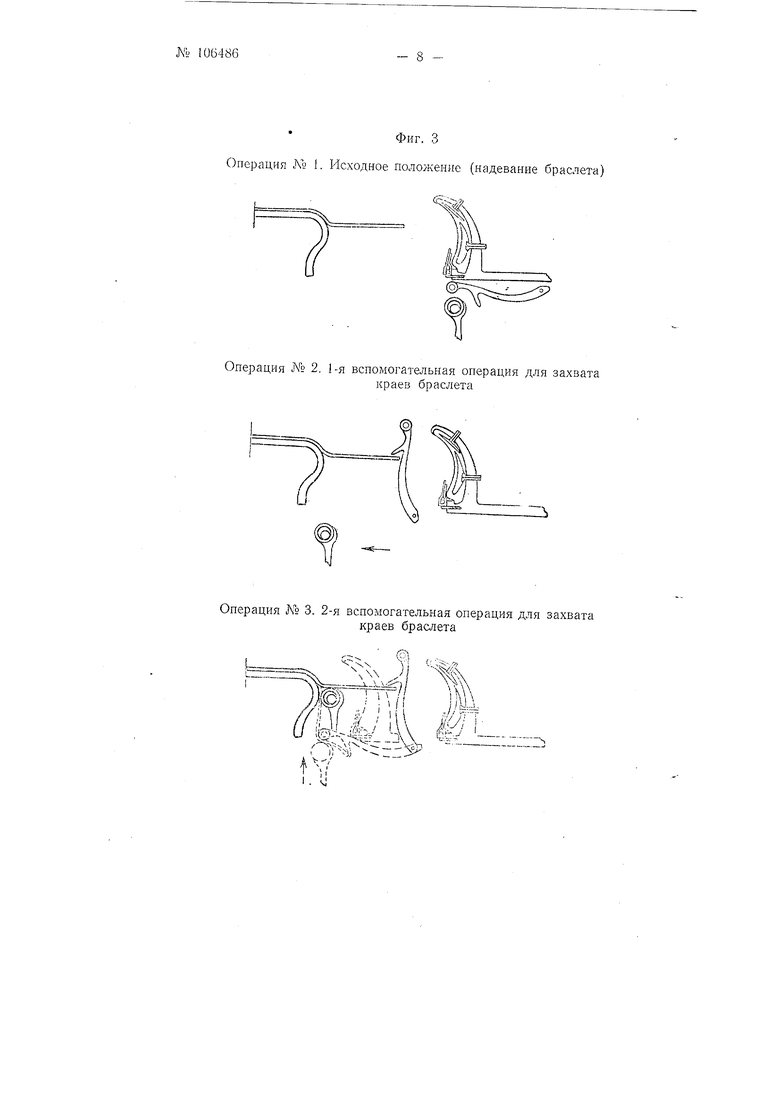



Операция Ns 3. 2-я вспомогательная операция для захвата краев браслета
Операция № 4. Вытяжка, обжатие краев браслета и посадка
с крыла
Операция № 6. Заворачивание краев браслета на крыло и их предварительная опрессовка
вО31 у.Х
Операция М 7. Опрессовка борта покрышки
Операция Л 8. Исходное положение для заделкп 2-го крыла
у ffffffffy.2 (надевание браслета)
W //
S L.
Й:;
ш
Операция Л 9. 1-я вспомогательная операция для захвата краев последнего браслета
Операция N° 10. 2-я вспомогательная операция для захвата краев последнего браслета
Операция ЛЬ 11. Вытяжка, обжатие краев последнего браслета и их опрессовка
Операция JVb 12. Опрессовка последнего браслета по борту покрышки и подворачивание, концов во внутрь покрышки
У ffjffyj
Bff3ffy.T
..:Ai
Операция Л1 13. Прессовка концов последнего браслета ло внутреннему диаметру борта покрышки
Ш
Онсрацня нокрышки. Л1 15. Подво1)ачиванне oopTCKicni Jieirrbi во внутрь Опрсссовка бортовой .ы по борту п концов ее но внутреннему диаметру борта покрышки
