Известны устройства учета производительности станков для сборки автопокрышек, содержащие контролирующие и регистрирующие блоки.
Предложенное устройство отличается тем, что в нем для повышения точности учета производительности станка в каждом источнике информации между усилителем и формирователем импульсов включен элемент выдержки времени.
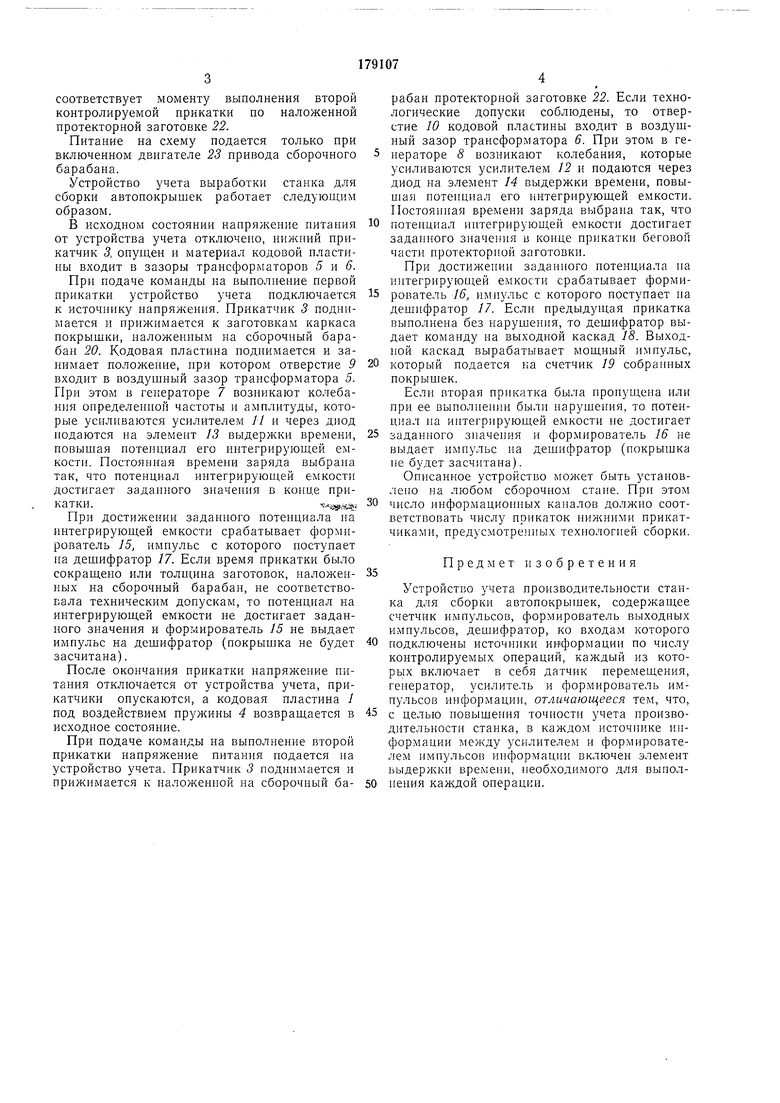
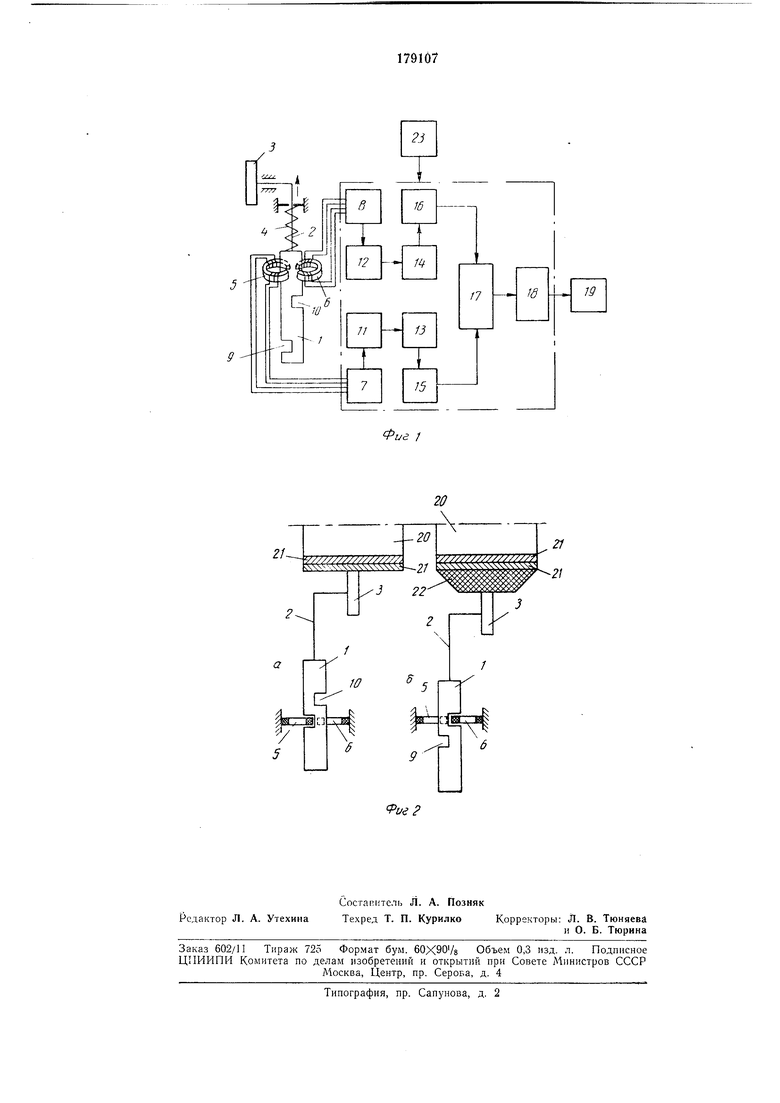
На фиг. 1 приведена блок-схема устройства; на фиг. 2 - положения кодовой пластины, характерные для каждой контролируемой прикатки.
Устройство для учета выработки сборочного станка содержит кодовую пластину / преобразователя механического перемещения в синусоидальное напряжение, распределяемое по каналам, соответствующим каждой прпкатке. Пластина при помощи гибкого троса 2 крепится к штоку нижнего прикатчика 3. Для возврата кодовой пластины в исходное состояние после окончания нрикатки имеется пружина 4 (в это время прикатчикн опущены).
Тороидальные трансформаторы 5 и 6, выполненные из ферромагнитного материала н имеющие воздушный зазор, в котором перемещается кодовая пластина, являются чувствительными элементами генераторов 7 и 8, работающих на принципе срыва колебаний.
Генератор генерирует колебания только тогда, когда в воздушном зазоре его трансформатора находится отверстие (окно) 9 илн 10 кодовой пластины. Если же в воздушном зазоре трансформатора находится материал кодовой пластины (экран), то генерация срывается.
Помимо генераторов в каждом информационном канале датчика имеются соответственно усилители /У и 12, элементы 13 и 14 выдержки времени прикатки (интегрирующая цепочка) и формирователи 15 и 16 прямоугольных импульсов, срабатывающие при достиженнн определенного потенциала на интегрирующей емкости.
Дещифратор 17 предназначен для контроля последователы-юстп нмпульсов, нрнходящнх на него с информационных каналов, т. е. дешифратор осуществляет контроль последовательности выполнения прнкаток.
Выходной каскад 18 запускается по команде с дешифратора и формирует учетный импульс, поступающий на счетчик 19 собранных покрышек.
Положение а кодовой пластины (фиг. 2) соответствует моменту выполнения первой контролируемой прикатки, когда на сборочный барабан 20 наложены заготовки каркаса покрышки 21.
соответствует моменту выполнения второй контролируемой прикатки по наложенной протекторной заготовке 22.
Питание на схему подается только при включенном двигателе 23 привода сборочного барабана.
Устройство учета выработки станка для сборки автопокрышек работает следующим образом.
В исходном состоянии напряжение питания от устройства учета отключено, нижний прикатчик 5, опущен и материал кодовой пластины входит в зазоры трансформаторов 5 и 6.
При подаче комаиды на выполнение первой прикатки устройство учета подключается к источиику папрял ;ения. Прикатчик 3 поднимается и прижимается к заготовкам каркаса покрышки, иаложенным на сборочный барабан 20. Кодовая пластина поднимается и занимает положение, при котором отверстие 9 входит в воздущный зазор трансформатора 5. При этом в генераторе 7 возникают колебания определенной частоты и амплитуды, которые усиливаются усилителем У/ и через диод иодаются на элемеит 13 выдержки времени, повышая потенциал его интегрирующей емкости. Постоянная времени заряда выбрана так, что потенциал интегрирующей емкости достигает заданного значения в конце прикатки..ча..
При достижении задаииого нотеициала на интегрирующей емкости срабатывает формирователь 15, импульс с которого поступает на дешифратор /7. Если время прикатки было сокращено или толн1,ина заготовок, наложенных на сборочный барабан, не соответствовала техническим допускам, то потенциал на интегрирующей емкости не достигает заданного значения и формирователь 15 не выдает импульс на дешифратор (покрыщка не будет засчитана).
После окончания прнкатки напряжение питания отключается от устройства учета, прикатчики опускаются, а кодовая пластина I под воздействием пружины 4 возвращается в исходное состояние.
При подаче команды на выполнение второй прикатки напряжение питания подается иа устройство учета. Прикатчик 3 подннмается и прижимается к наложенной на сборочный барабан протекторной заготовке 22. Если технологнческие допуски соблюдены, то отверстие 10 кодовой пластины входит в воздущный зазор трансформатора 6. При этом в генераторе & возникают колебания, которые усиливаются усилителем 12 и иодаются через диод на элемент 14 выдержки времеии, повыН1ая потенциал его интегрирующей емкости. Постояииая времеии заряда выбрана так, что
потенциал иитегрирующей емкости достигает заданного значения и коице прикатки беговой части протекторной заготовки.
При достижении задаииого иотенциала иа иитегрируюп,1ей емкости срабатывает формирователь 16, имиульс с которого поступает иа дешифратор 17. Если предыдущая прикатка выполнена без нарущения, то дешифратор выдает комаиду иа выходной каскад 18. Выходной каскад вырабатывает мощный импульс,
который подается на счетчик 19 собраииых покрыщек.
Если вторая прикатка была пропущена или при ее вынолиении были гарущения, то потеициал на иитегрирующей емкости ие достигает
заданного значения и формирователь 16 не выдает импульс иа дешифратор (покрышка не будет засчитана).
Описанное устройство может быть устаиовлено на любом сборочном стане. При этом
число информациопиых каналов должно соответствовать чнслу нрнкаток нижними прикатчиками, предусмотренных технологией сборки.
Предмет изобретения
Устройство учета нроизводительиости стайка для сборки автопокрышек, содержащее счетчик импульсов, формирователь выходных импульсов, дешифратор, ко входам которого
иодключеиы источники информации по числу контролируемых операций, каждый из которых включает в себя датчик иеремещения, геиератор, усилитель и формирователь импульсов информации, отличающееся тем, что,
с целью повышеиия точности учета производительиости станка, в каждом источнике информации между усилителем и формирователем импульсов информации включен элемент выдержкн времени, необходимого для вынолпения каждой операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ и УЧЕТА ВЫРАБОТКИ СТАНКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1969 |
|
SU256312A1 |
| УСТРОЙСТВО для СБОРКИ ПОКРЫШЕК | 1966 |
|
SU184424A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU267056A1 |
| Устройство для контроля и учета вырабо ки станка для сборки автопокрышек | 1973 |
|
SU458459A1 |
| Устройство для прикатки деталей покрышки | 1977 |
|
SU738898A1 |
| Устройство для контроля и учета выработки станка для сборки покрышек | 1974 |
|
SU506033A1 |
| Устройство для прикатки к станку для сборки покрышек пневматических шин | 1981 |
|
SU975446A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| Линия сборки автопокрышек | 1965 |
|
SU273922A1 |
| СНАЯ ПИТАТЕЛЬ К СТАНКАМ ДЛЯ СБОРКИ ABTOlieW^fi?ta??lHa.JiiSA__ | 1971 |
|
SU294753A1 |
(((({(({(((((.i or .H--27
20
-J 22
