(54)
УСТАНОВКА ДЛЯ ПРАВКИ ПОЛОС

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки листового материала | 1975 |
|
SU638400A1 |
| Способ правки листового материала | 1979 |
|
SU806197A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| Способ прокатки листового материала | 1978 |
|
SU784961A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Способ прокатки листового материала | 1978 |
|
SU820934A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Способ обработки полосы перед подачей ее в прокатный стан | 1975 |
|
SU552129A1 |
| Способ изготовления сварных труб и стан для его осуществления | 1985 |
|
SU1301516A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
1
Изобретение относится к области отделки полосового проката и может быть использовано в агрегатах правки полос аз термобиметаллов, а также в линиях станов для несимметричной прокатки полосы с последующей правкой после такой прокатки. :
Известно устройство для пластичЕСкЬй деформации полос , В котором полосу прокатывают между приводными валками, один из которых имеет диаметр, -значительно отличающийся от диаметра другого валка, при этом валок большего диаметра охватывается полосой по некоторой дуге, а валок меньшегр-диаметра имеет окружную скорость, значительно меньшую окружной скорости валка большего диаметра, и полосой не охватывается ll .
Известно.также устройство для правки полос , включающее средства для создания натяжения, которыми являются тянущие ролики большого диаметра, прокатную клеть с приводнылш- валками одинакового диаметра и правильную клеть, имеющую .правильные ролики, при этом прокатные валки имеют больший диаметр и установлены между тянущими роликами тормозной станциИдля обеспечения работы с заданным .натяжением полосы И
Это устройство позволяет осуществлять правку полос, имеющих такой дефект, как коробоватость, и не обеспечивает правку значительной продолйной и поперечной кривизны, которую имеют полосы из термобиметёшлов.
Целью изобретения является повыдение качества правки полос, имеющих продольную и поперечную кривизну.
Это достигается тем, что установка снабжена механизмом изгиба полосы в.виде рядов опорных роликов, на котор ых установлен другой валок .прокатного стана,выполненный неприводным с диаметром, меньшим -диаметра приводного валка, при этом опорные ролики установлены в шахматном порядке и выполнены неприводными.
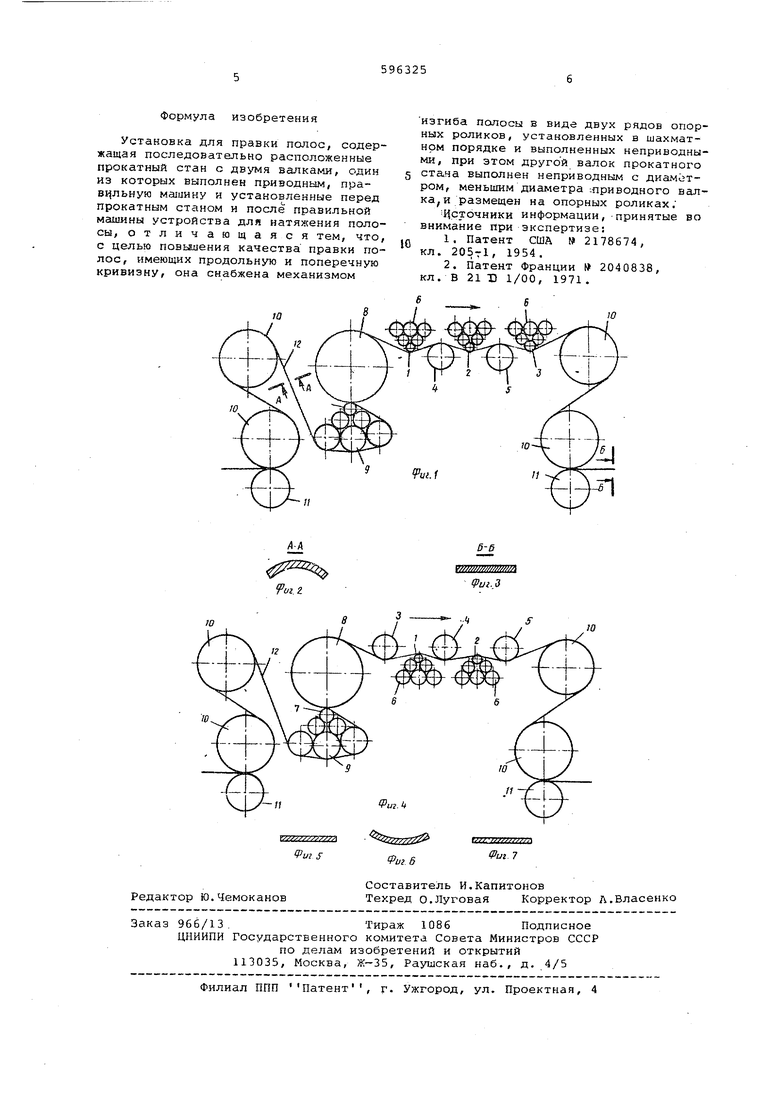
На фиг. 1 изображена предлагаемая установка для npaBkh полос,- имеющих эначитальную продольную и поперечную кривизну, например полос из термобиметаллов; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - сечение Б-Б фиг. 1; на фиг. 4 - установка для несимметричной прокатки обычной полосы в прокатных валках с последующей правкой кривизны, образующейся в результате несимметричной прокатки на фиг. 5 поперечный профиль обычной полосы до несимметричной прокатки на фщ-. 6 поперечный профиль этой полосы после несимметричной прокатки; на фиг. 7 - поперечный профиль полосы, прошедлий несимг етричную прокатку и последующую правку в правильных роликах. Устройство состоит из правильных роликов 1-5, опорных роликов б для правильных роликов малого диаметра, неприводного прокатного валка 7 малого диаметра, приводного прокатного валка 8 большого диаметра, опорных роликов 9 для неприводного прокатного валка 7 малого диаметра, средств для созда.ния натяжения,, например, тянущйх роликов 10 и прижимных роликов 11 Установка работает следующим образом. Полоса 12 прежде чем обогнуть тянущие ролики 10, работающие и тормозном режиме, сначала разматывается из рулона на разматывателе не показан) об |езается с переднего и заднего концов, проходит стыкосварочную мшиину (не показано) и попадает в тянущиеролики. Благодаря наличию стыкосвароч . ной MaL4i HH процесс правки становится непрерывным с пе1.:иодическими остановками почось для сварки концов. Вследствие непрерывности процесса сложная заправки полосы н прокатную клеть, правильную машину и тянущие ролики не представляет особойтрудности при эксплуатации установки, так как выпол няется только одам раз при задаче пер вого рулона. Перед д эформацией полоса под натяжением огибает крайние ролики пирамиды, что обеспечивает окружную скорост неприводного прокатного валка 7 малого диаметра, равную скорости движения полосы до обжатия. После обжатия поло са под натяжением огибает приводной валок 8 большого диаметра, что обаспе ивает окружимте скоростьзтого валка равную скорости движения полосы после обжатия. При зтом необходимое переднее натяжение полосы создается за -счет огибания ею тянущих роликов 10, работающих в тянущем режиме и расположенных после правильных роликов 15 по ходу движения полосы. На правиль ных роликах полоса претерпевает изгиб .под натяжением. Правка значительной продольной и поперечной кривизны осуществляется частично за счет несимметричной прокатки lij частично за счет изгиба под натяжением. При этом правильные ролики находятся в такой комбинации, когда их действие направлено совместно с действием несимгч-етричной прокатки протиЬ исходной привизны. После тянущих роликов, расположенных за правильной машиной, установлены нржии1да для разукрупнения рулонов -И моталка (на чертежах Ht показаны). Наличие ножниц позволяет оставлять в прокатной клети, правильной машине и тянущих роликах фальш-полосу для исключения трудоемкой заправки полосы Б указанные машины при переходе от одного типоразмера полосы к другому. Заправка полосы в машину может осущесталяться как с помощью специальных задающих устройств, так и вручную,, если узкие полосы (ленты; имеют малое сечение. Привод тянущих роликов и прокатной клети обеспечивает регулирование величины натяжения, относительтельного У,длинения искорости перемещения полосы по установке. Согласно варианту выполнения, показанному на фиг. 4, установка работает таким образом, что плоская в исходном по;южении полоса после несимметричной прокатки, которая в некоторых случаях является гораздо эффективнее пс сравнению с обычной прокаткой в валках большого г Диаметра, приобретает, естественно, остаточную продольную и поперечную кривизну. Остаточная кривизна затем выправляется благадаря отличн-ой от показанной н.а фиг. 1 крмбин-а7дии правильньлх роликов, действие которых направлено против остаточной продольной и поперечной кривизны, полученной в результате несимметричной прокатки, благодаря чему полоса, прошедшая такую прокатку и правку, в конечном итоге остается плоской. Использование -.дредлагаемой установки при производстве полос из термобиметаЛЛов позволит получать полосы, которые по радиусу продольной и поперечной кривизны будут срответствов,ать и в некоторых случаях превосходить требование ГОСТа 10533-63. Получение полос, имеющих удовлетворительную планшетность, значительно снизит расходы потребителей таких лент при изготовлении деталей из термоСиметалла и за счет снижения брака по,кривизне будет получен значительный эконр мическийэффект. Кроме того, использование предлагаемой установки за счет изгиба полосы по радиусу неприводного прокатного валка малого диаг 1етра и охвату его совместно с опорными роликами позволит не толькоГ стабилизировать процесс нecи lмeтpичнoй прокатки, но и значительно интенсифицировать его б,лагодаря сочетанию обжатия, изгиба и растяжения в очаге деформации полосы. Наличие же последующей односторонней правKSi позволит избежать появления остаточной продольной и поперечной кривизны после несимметричной прокатки, что 5НЕ(Чительно расширит область ее применения, как одного из эффективньгх процессов обжатия полосы.
