1
Изобретение относится к области неразрушающего контроля и может быть использовано для ультразвуковой дефектоскопии паяных швов.
Известен способ ультразвукового контроля паяных швов, заключающийся в том, что через шов пропускают периодически следующие ультразвуковые импульсы, принимают и регистрируют во времени эти импульсы, по параметрам которых судят о качестве шва.
Однако такой способ пе обеспечивает возможности изучения кинетики образования паяного шва.
Предлагаемый способ отличается от известного тем, что синхронно с регистрацией амплитуды производят регистрацию температуры шва с помощью измерителя температуры, например термодатчика, устанавливаемого в зону нагрева шва, и, сравнивая полученные зависимости, определяют состояние шва.
Это позволяет изучать кинетику образования паяного шва, тем самым, повышается надежность контроля.
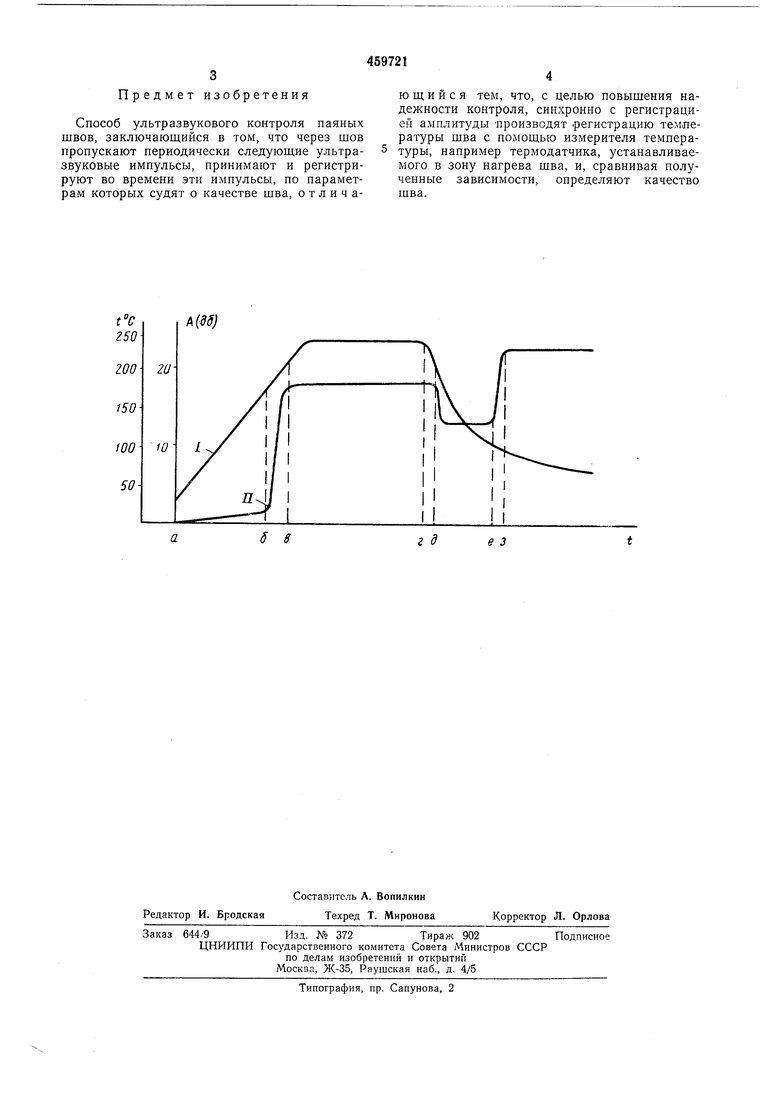
На чертеже представлена типовая запись кинетики образования паяного шва.
На участке аб, соответствующем определенному временному интервалу по оси абсцисс, регистрируется нарастание температуры в зоне шва (кривая I). Кривая II, соответствующая прохождению энергии ультразвуковых
имнульсов через зону шва на этом участке, указывает на отсутствие акустического контакта. В точке б при достижении температуры плавления припоя резко нарастает образовапие шва. Этот процесс происходит быстро и заканчивается в то же время.
На участке вг несмотря на увеличение температуры (кривая I), в зопе спая дальнейшего изменения амплитуды ультразвуковых импульсов (кривая II) не произойдет.
В точке г начинается спад температуры. При достижении температуры кристаллизации припоя в точке д снова отмечается резкое измепение амплитуды ультразвуковых импульсов, прошедших через зону паяного шва. Участок де соответствует процессу кристаллизации и фазовым переходам. В точке е этот процесс заканчивается, и наблюдается резкое увеличение амплитуды импульса (участок ез), что соответствует окончанию кристаллизации и фазовых переходов. Точка з соответствует окончанию процесса. Дальнейших изменений амплитуды не происходит. На участке гз температура плавно изменяется. Таким образом, анализ результатов записи изменения температуры и амплитуды ультразвуковых импульсов в едином масштабе времени позволяет получить информацию о кинетике образования аяного шва.
Предмет изобретения
Способ ультразвукового контроля паяных швов, заключающийся в том, что через шов пропускают периодически следующие ультразвуковые импульсы, принимают и регистрируют во времени эти импульсы, по параметрам которых судят о качестве шва, отличающийся тем, что, с целью повышения надежности контроля, синхронно с регистрацией амплитуды Производят .регистрацию температуры шва с помощью измерителя температуры, например термодатчика, устанавливаемого в зону нагрева щва, и, сравнивая полученные зависимости, определяют качество шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА НЕРАЗЪЕМНЫХ МОНОЛИТНЫХ СОЕДИНЕНИЙ | 1988 |
|
SU1568718A1 |
| СПОСОБ ПАЙКИ УЛЬТРАЗВУКОВЫХ ПРЕОБРАЗОВАТЕЛЕЙ ИЗ МАГНИТОСТРИКЦИОННЫХ ФЕРРИТОВ | 1991 |
|
RU2022733C1 |
| СПОСОБ ДВУХКАНАЛЬНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ С ТЕХНОЛОГИЧЕСКИМ НЕПРОВАРОМ СОЕДИНЯЕМЫХ ДЕТАЛЕЙ | 2007 |
|
RU2339031C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| Способ контроля сварных швов труб | 2016 |
|
RU2626307C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ | 2019 |
|
RU2712659C1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| Способ сварки плавлением | 1989 |
|
SU1742001A1 |
A(dS}
2U
