Изобретение относится к сварочному производству, в частности к сварочному трактору и способу автоматической дуговой сварки кольцевых швов под слоем флюса соединений встык с использованием сварочного трактора, и может найти применение для сварки металлоконструкций.
Известна сварочная головка (сварочный автомат) АБС. Она предназначена для автоматической дуговой сварки под флюсом кольцевых швов стыковых соединений. Головка комплектуется из узлов А, Б и С. Узел А предназначен для подачи проволоки в зону дуги. Узел Б имеет бункер с флюсоаппаратом для подачи и отсасывания флюса и подъемный механизм. На бункере крепится кассета с электродной проволокой. Узел С представляет собой самоходную тележку с отдельным электроприводом, осуществляющую движение автомата по специальному рельсу [Наумов А.С., Яковлев А.П. Автоматическая и полуавтоматическая сварка. - М.: Изд-во литературы по строительству, 1972. - С.28].
Недостатком сварочной головки является то, что из-за ограниченного объема выполняемых операций мало пригодна для использования в высокоавтоматизированных установках и линиях.
Известен способ автоматической сварки кольцевых швов с применением сварочной головки. Установка с подвесной головкой, состоящая из неподвижной колонны со стрелой для закрепления головки, тележки с роликовым стендом, осуществляющим движение изделия относительно неподвижной головки, и рельсового пути для тележки. После сварки всех внутренних швов открытого изделия стрела с головкой выводится из сосуда и устанавливается над ним [Патон Б.Е. Технология электрической сварки плавлением. - М.: Машгиз, 1962 г. - С.399].
Недостатком способа является то, что данную установку нельзя использовать для сварки замыкающего внутреннего кольцевого шва в цилиндрических емкостях (когда приваривают замыкающее днище к корпусу), а также то, что вследствие неизбежной неконцентричности обечаек и ряда других причин во время сварки кольцевых швов наблюдается перемещение точки сварки в пространстве, что приводит к значительным вертикальным и поперечным отклонениям оси электрода от оси шва. Направление электрода по шву производится вручную или с помощью специальных сложных копирных устройств.
Наиболее близким к заявляемому сварочному трактору является сварочный автомат (сварочный трактор), представляющий собой самоходный механизм, состоящий из механизма подачи электродной проволоки (сварочная головка) и механизма движения автомата (ходового механизма), приводимых в движение общим электродвигателем.
Оба механизма (подающий и ходовой) смонтированы с электродвигателем в один блок, который является несущим корпусом автомата. На корпусе укреплены мундштук и кронштейн, на котором смонтированы правильный механизм, маховичок корректировочного механизма, кассета для проволоки, пульт управления автоматом, бункер для флюса, переднее шасси автомата с холостыми бегунками [Универсальные сварочные автоматы ТС-17М-У и ТС-17М-1, Паспорт, 1974, с.6-7] .
Недостатком сварочного трактора является возможность отклонения его движения от направления свариваемого стыка вследствие невозможности поворота передних колес.
Наиболее близким к заявляемому способу является способ сварки кольцевых швов сварочным трактором (автоматом) на роликовом стенде, который осуществляют следующим образом. При сварке внутренних кольцевых швов трактор движется по свариваемому изделию со скоростью, равной окружной скорости вращения изделия, но в обратном направлении. Благодаря этому трактор фактически стоит на месте, а изделие движется под ним с заданной скоростью сварки. Точная синхронизация движения трактора и изделия возможна лишь при очень сложной электрической связи между ними. Во избежание необходимости остановки трактора, то есть прерывания процесса сварки, в случае его забегания вперед, скорость трактора берется несколько меньшей, чем для изделия. В процессе сварки роликовый стенд периодически останавливается при помощи кнопки дополнительного пульта управления на тракторе, а сварочный трактор при этом непрерывно движется, не нарушая процесса сварки. При отклонении электрода от оси свариваемого шва корректировку положения электрода осуществляют вручную вращением маховичка корректировочного механизма [Аппаратура для механизированной дуговой и электрошлаковой сварки и наплавки / Чвертко А.И., Патон В.Е., Бельфор М.Г., Гологовский Г.М. - Киев: Наукова Думка, 1978. - С.100].
Недостатком способа является то, что сварщику необходимо постоянно следить за положением трактора относительно изделия и определять момент отключения и включения привода роликового стенда "на глаз" исходя из личного опыта, а также то, что корректировка положения электрода выполняется сварщиком вручную, при этом ему трудно определить правильность положения электрода относительно оси шва из-за того, что место сварки закрыто слоем флюса.
Задача изобретения - улучшение качества сварки свариваемых стыков за счет автоматизации процесса отключения и включения привода роликового стенда, улавливания отклонения сварочного трактора от оси свариваемого стыка и корректировки направления его движения.
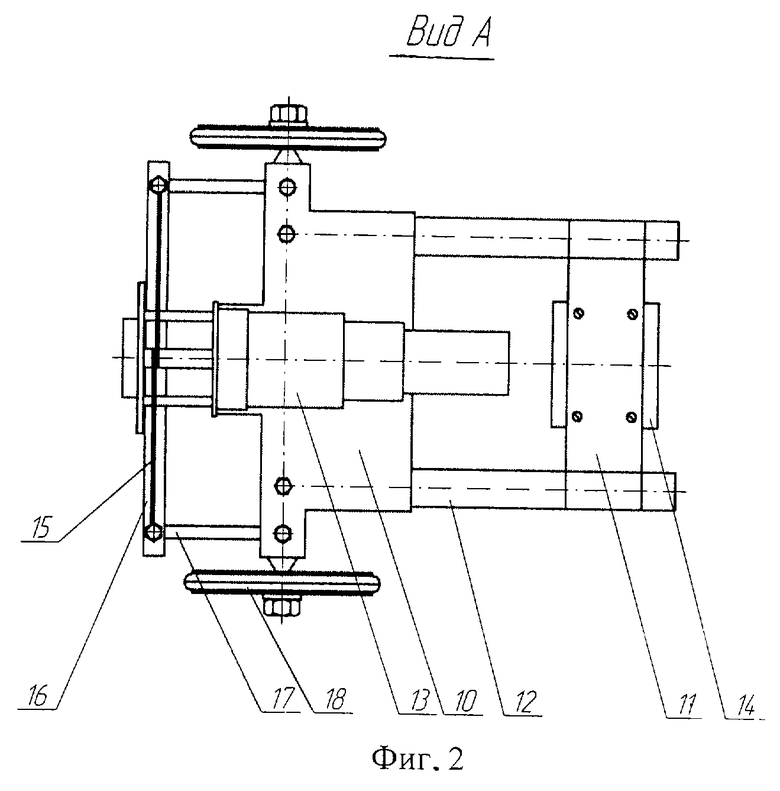
Сварочный трактор состоит из механизма подачи электродной проволоки (сварочной головки) и механизма движения трактора (ходового механизма), приводимых в движение общим электродвигателем. Оба механизма (подающий и ходовой) смонтированы в один блок, который является несущим корпусом сварочного трактора. На корпусе укреплены мундштук и кронштейн, на котором смонтированы правильный механизм, маховичок корректировочного механизма, кассета для проволоки, пульт управления сварочным трактором, бункер для флюса и переднее шасси сварочного трактора, причем дополнительно на бункере для флюса установлено устройство отключения и включения привода роликового стенда, состоящее из корпуса, двух концевых выключателей, между которыми расположен маятник, закрепленный на оси. На площадках, помещенных на двух удлиненных параллельных штангах переднего шасси сварочного трактора, установлен рулевой механизм, содержащий электродвигатель и датчик слежения за стыком, на вал электродвигателя намотан тросик, концы которого закреплены на поперечной тяге, соединенной с продольными тягами, осуществляющими поворот передних колес трактора.
Способ осуществляют следующим образом. На роликовый стенд помещают свариваемое изделие, затем устанавливают сварочный трактор во внутрь изделия, если проводится сварка внутренних кольцевых стыков, или на изделие, если проводится сварка наружных кольцевых стыков. Приводят во вращение свариваемое изделие. Сварочный трактор, двигаясь по изделию в направлении, обратном его вращению, со скоростью, несколько меньшей окружной скорости вращения изделия, осуществляет сварку стыка. В процессе движения сварочного трактора вдоль свариваемых кромок датчик слежения за стыком непрерывно фиксирует значение отклонения от оси свариваемого стыка. При недопустимом отклонении рулевой механизм корректирует направление движения трактора путем подачи электрического сигнала с датчика на электродвигатель рулевого механизма, который в свою очередь с помощью тросика производит поворот поперечной тяги в обратную сторону от отклонения, при этом поперечная тяга приводит в действие продольные тяги, которые уже непосредственно поворачивают передние колеса сварочного трактора. Если осуществляется сварка внутренних кольцевых швов, то при предельно допустимом отставании сварочного трактора от вращения свариваемого изделия, при превышении которого возможно соскальзывание трактора по поверхности изделия и ухудшение качества шва, маятник устройства отключения и включения привода роликового стенда отклоняется вперед и, нажимая на передний концевой выключатель, отключает привод роликового стенда. Роликовый стенд останавливается, а сварочный трактор продолжает двигаться, осуществляя сварку кольцевого шва. При предельно допустимом набегании сварочного трактора на противоположную сторону цилиндрического изделия маятник отклоняется назад и, нажимая на задний концевой выключатель, включает привод роликового стенда. Если осуществляется сварка наружных кольцевых швов, то при предельно допустимом отставании сварочного трактора от вращения свариваемого изделия маятник устройства отключения и включения привода роликового стенда отклоняется назад и, нажимая на задний концевой выключатель, отключает привод роликового стенда. При предельно допустимом набегании сварочного трактора на противоположную сторону цилиндрического изделия маятник отклоняется вперед и, нажимая на передний концевой выключатель, включает привод роликового стенда.
На фиг.1 изображен сварочный трактор, состоящий из механизма подачи электродной проволоки 1, механизма движения сварочного трактора 2, приводимых в движение общим электродвигателем 3. Оба механизма 1 и 2 (подающий и ходовой) смонтированы с электродвигателем 3 в один блок, который является несущим корпусом сварочного трактора. На корпусе укреплены мундштук 4 и кронштейн, на котором смонтированы правильный механизм, маховичок корректировочного механизма 5, кассета для проволоки 6, пульт управления сварочным трактором 7, бункер для флюса 8. Дополнительно на бункере для флюса 8 сварочного трактора установлено устройство отключения и включения привода роликового стенда 9. На площадках 10 и 11, помещенных на двух удлиненных параллельных штангах 12 переднего шасси сварочного трактора, установлен рулевой механизм (фиг. 2, вид сверху), содержащий электродвигатель 13 и датчик слежения 14 за стыком. На вал электродвигателя 13 намотан тросик 15, концы которого закреплены на поперечной тяге 16, соединенной с продольными тягами 17, приводящими в действие передние колеса 18 сварочного трактора.
На фиг.3 приведено устройство отключения и включения привода роликового стенда, которое состоит из корпуса 1, маятника 2, установленного на оси 3, концевых выключателей переднего 4 и заднего 5, между которыми расположен маятник.
Сварка с использованием сварочного трактора производится следующим образом. На роликовый стенд 1 (фиг.4) помещают свариваемое изделие 2 (например, две состыкованные цилиндрические обечайки), затем устанавливают сварочный трактор 3 во внутрь изделия, если проводится сварка внутреннего кольцевого стыка, или на изделие, если проводится сварка наружного кольцевого стыка. Приводят во вращение свариваемое изделие 2. Сварочный трактор 3, двигаясь по изделию 2 в направлении, обратном его вращению, со скоростью, несколько меньшей окружной скорости вращения изделия, осуществляет сварку стыка. В процессе движения трактора вдоль свариваемых кромок датчик 14 (фиг. 1) слежения за стыком непрерывно фиксирует значение отклонения от оси свариваемого стыка, и при недопустимом отклонении рулевой механизм корректирует направление движения трактора путем подачи электрического сигнала с датчика 14 на электродвигатель 13 рулевого механизма, который в свою очередь с помощью тросика 15 производит поворот поперечной тяги 16 в обратную от смещения сторону, при этом поперечная тяга 16 приводит в действие продольные тяги 17, которые уже непосредственно поворачивают передние колеса 18 сварочного трактора. Если осуществляется сварка внутреннего кольцевого стыка, то при предельно допустимом отставании сварочного трактора 3 (фиг.4, положение I) от вращения свариваемого изделия 2 маятник 6 устройства отключения и включения привода роликового стенда отклоняется вперед и, нажимая на передний концевой выключатель 4, отключает привод роликового стенда 1. Роликовый стенд 1 останавливается, а сварочный трактор 3 продолжает двигаться, осуществляя сварку кольцевого шва. При предельно допустимом набегании сварочного трактора 3 (положение II) маятник 6 отклоняется назад и, нажимая на задний концевой выключатель 5, включает привод роликового стенда 1. Если проводится сварка наружных кольцевых стыков, то при предельно допустимом отставании сварочного трактора 3 (положение III) от вращения свариваемого изделия 2 маятник 6 устройства отключения и включения привода роликового стенда отклоняется назад и, нажимая на задний концевой выключатель 5, отключает привод роликового стенда 1. При предельно допустимом набегании сварочного трактора 3 (положение IV) маятник 6 отклоняется вперед и, нажимая на передний концевой выключатель 4, включает привод роликового стенда 1.
Использование предложенных конструкции сварочного трактора и способа сварки кольцевых стыков изделий позволит:
- повысить качество свариваемых стыков за счет автоматизации отключения и включения привода роликового стенда, контроля отклонения сварочного трактора от оси свариваемого стыка и корректировки направления его движения;
- выполнять сварку кольцевых стыков сварщикам любой квалификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Малогабаритный сварочный трактор для автоматической сварки под флюсом | 2018 |
|
RU2681070C1 |
| Сварочный трактор | 1986 |
|
SU1323289A1 |
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| ГОЛОНОМНЫЙ СВАРОЧНЫЙ ТРАКТОР | 2018 |
|
RU2698015C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Сварочный трактор | 1989 |
|
SU1579692A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |


Изобретение относится к сварочному производству, а точнее к автоматической сварке кольцевых швов. На бункере сварочного трактора установлено устройство отключения и включения привода роликового стенда, состоящее из корпуса, маятника, закрепленного на оси и расположенного между двумя концевыми выключателями. На площадках, помещенных на двух удлиненных параллельных штангах переднего шасси сварочного трактора, установлен рулевой механизм, состоящий из электродвигателя рулевого механизма и датчика слежения за стыком. На вал электродвигателя намотан тросик, концы которого закреплены на поперечной тяге, соединенной с продольными тягами, приводящими в действие передние колеса трактора. Посредством датчика слежения за стыком непрерывно фиксируют значение отклонения сварочного трактора от оси свариваемого стыка и при недопустимом отклонении корректируют направление движения сварочного трактора путем подачи электрического сигнала на электродвигатель рулевого механизма. При сварке внутренних кольцевых швов при предельно допустимом отставании сварочного трактора от вращения свариваемого изделия маятник устройства отключения и включения привода роликового стенда отклоняется вперед и, нажимая на передний концевой выключатель, отключает привод роликового стенда. При предельно допустимом набегании сварочного трактора маятник отклоняется назад и, нажимая на задний концевой выключатель, включает привод роликового стенда, а если осуществляется сварка наружных кольцевых швов, то при предельно допустимом отставании сварочного трактора от вращения свариваемого изделия маятник устройства отключения и включения привода роликового стенда отклоняется назад и, нажимая на задний концевой выключатель, отключает привод роликового стенда, а при предельно допустимом набегании сварочного трактора маятник отклоняется вперед и, нажимая на передний концевой выключатель, включает привод роликового стенда. Изобретения направлены на автоматизацию процесса сварки. 2 с.п. ф-лы, 4 ил.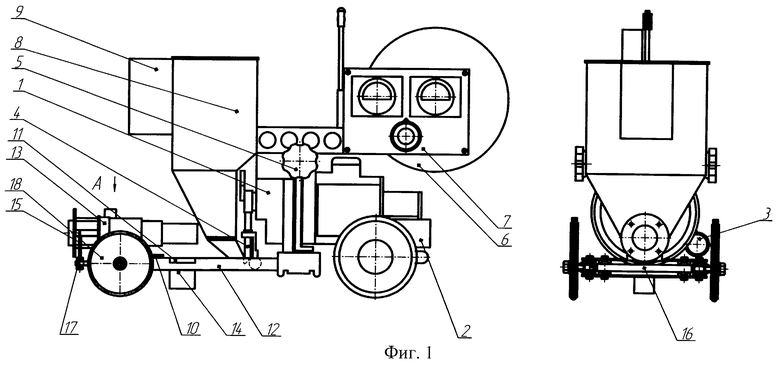
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Паспорт | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| ЧВЕРТКО А.И | |||
| и др | |||
| Аппаратура для механизированной дуговой и электрошлаковой сварки и наплавки | |||
| - Киев: Наукова Думка, 1978, с.100 | |||
| СПОСОБ СБОРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ ПОД СВАРКУ | 1991 |
|
RU2102211C1 |
| СПОСОБ СВАРКИ КРУГОВЫХ ШВОВ | 1991 |
|
RU2022745C1 |
| US 4161646, 17.07.1979. | |||

