1
Способ соединения давлением контакта с контакт-деталью относится к области электротехники.
Известны способы соединения давлением контакта с контакт-деталью, где контакт-деталь соединяется развальцовкой основания контакта. По известному способу контактный материал используется и для удержания самого контакта-ножки, что приводит к необоснованной затрате излишнего контактного материала. Соединение контакт-детали с контактом получается недостаточно плотным, так как после холодной расклепки возникает обратная упругая деформация, особенно в процессе работы при нагреве от проходящих токов и разрыва цепи контактами, что приводит к возрастанию переходного сопротивления в соединении.
С помощью предлагаемого способа контакт укрепляется в контактном выводе очень прочно, поскольку упругие деформации не создают уменьщения давления в соединении, а наоборот, увеличивают его и поэтому переходное сопротивление между контактным выводом и контактом очень мало и в процессе работы не изменится. Это достигается тем, что в контактдетали выполняют выдавку конической формы до получения цилиндрического отверстия в верщине конуса, а после запрессовывания контакта в цилиндрическое отверстие, деформируют узел контакта с контактным выводом до выравнивания последнего.
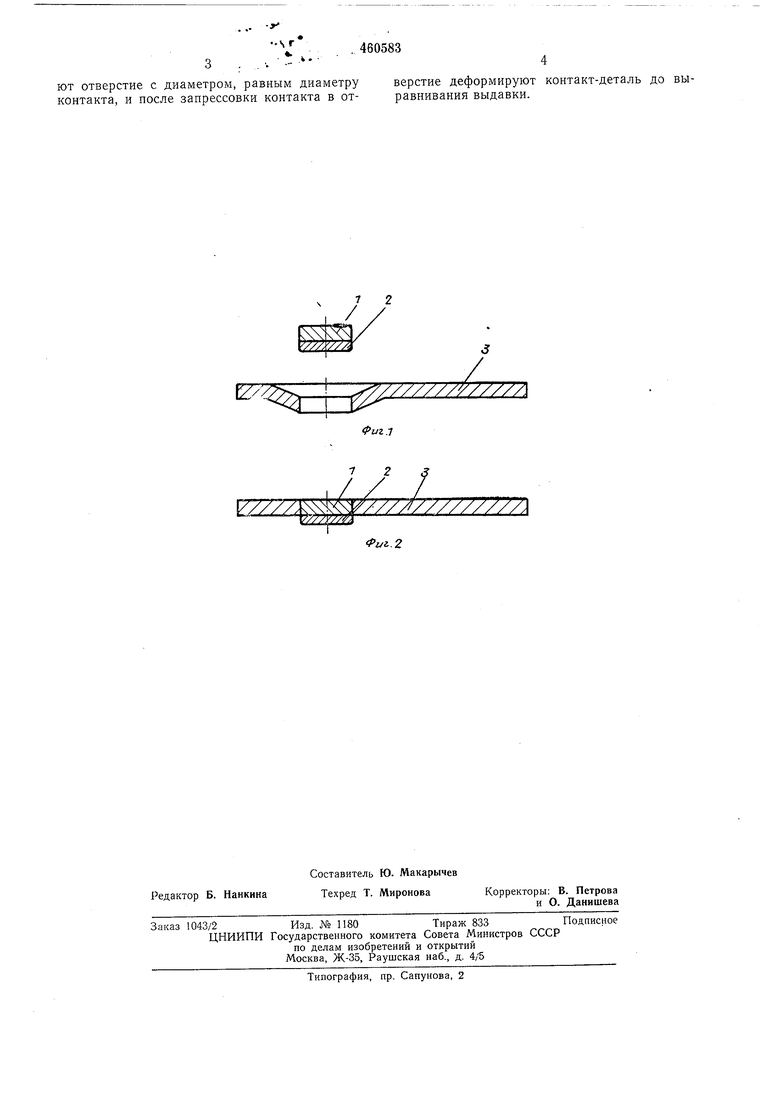
На фиг. 1 изображен биметаллический контакт; на фиг. 2 показан контактный узел поеле выпрямления. Контакт состоит из токопроводящего диска 1 и диска 2 из драгоценного металла, сваренных между собой (например, выпускаемый промыщленностью биметалл серебро-латунь). В контакте-детали 3
выполнена выдавка конической формы с отверстием для запрессовки контакта.
Обжатие контакта в отверстии контактного вывода происходит за счет стремления отверстия уменьшиться в диаметре при выпрямлеНИИ корпуса. Этим достигается надежное закрепление контакта и малое переходное сопротивление между контактом и выводом.
Предмет изобретения
20
Способ соединения давлением контакта с контакт-деталью, в соответствии с которым в контакт-детали выполняют цилиндрическое отверстие и запрессовывают в него контакт,
отличающийся тем, что, с целью повышения надежности электрического и механического соединения и экономии драгоценного металла, в контакт-детали делают выдавку конической формы с основанием, большим диаметра контакта, затем в вершине конуса делают отверстие с диаметром, равным диаметру контакта, и после запрессовки контакта в отверстие деформируют контакт-деталь до выравнивания выдавки.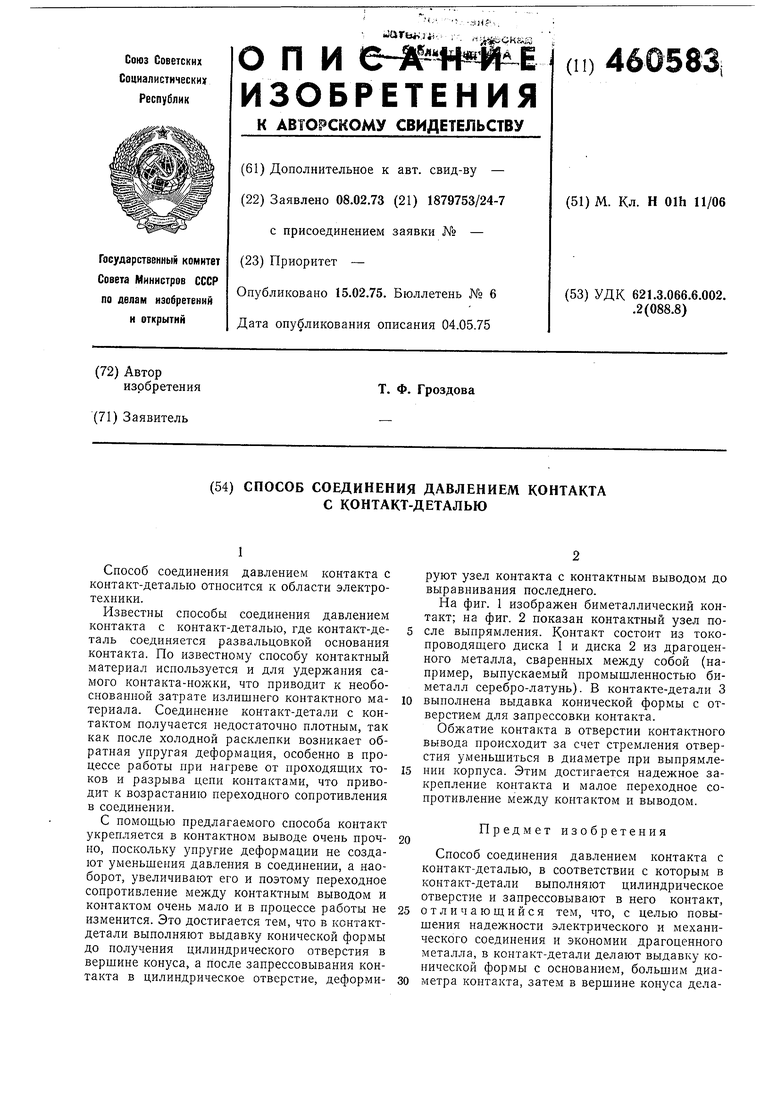
| название | год | авторы | номер документа |
|---|---|---|---|
| Контакт | 1977 |
|
SU736195A1 |
| Способ протягивания отверстий во втулках и устройство для его осуществления | 1990 |
|
SU1710313A1 |
| Розеточный контакт высоковольного выключателя | 1978 |
|
SU714528A1 |
| ТРУБЧАТЫЙ АНОДНЫЙ ЗАЗЕМЛИТЕЛЬ (ВАРИАНТЫ) | 2015 |
|
RU2594221C1 |
| Узел соединения штока с бабой молота | 1990 |
|
SU1759516A1 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| КОНТАКТ-ДЕТАЛЬ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2420823C2 |
| ШАЙБА СТОПОРНАЯ | 2024 |
|
RU2838004C1 |
| Электрический контакт | 1977 |
|
SU686091A1 |
| СПОСОБ СОЕДИНЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ПРОВОДА С КОНТАКТ-ДЕТАЛЬЮ | 2005 |
|
RU2337442C1 |
/ / f
