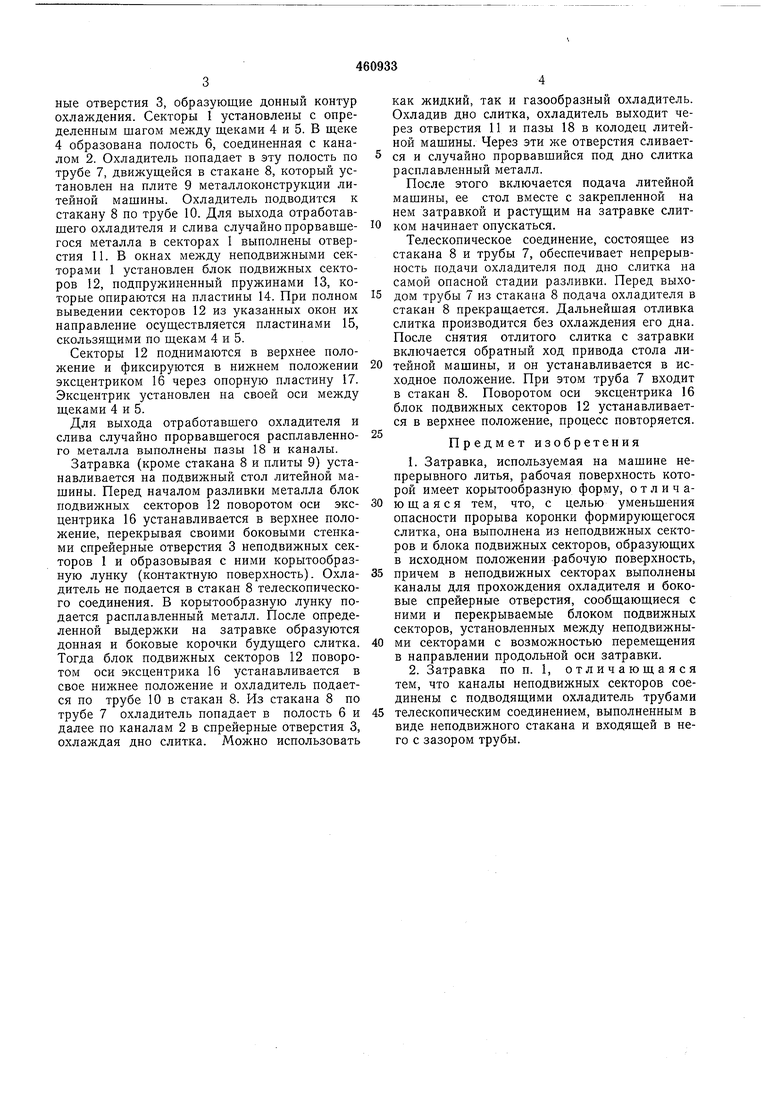
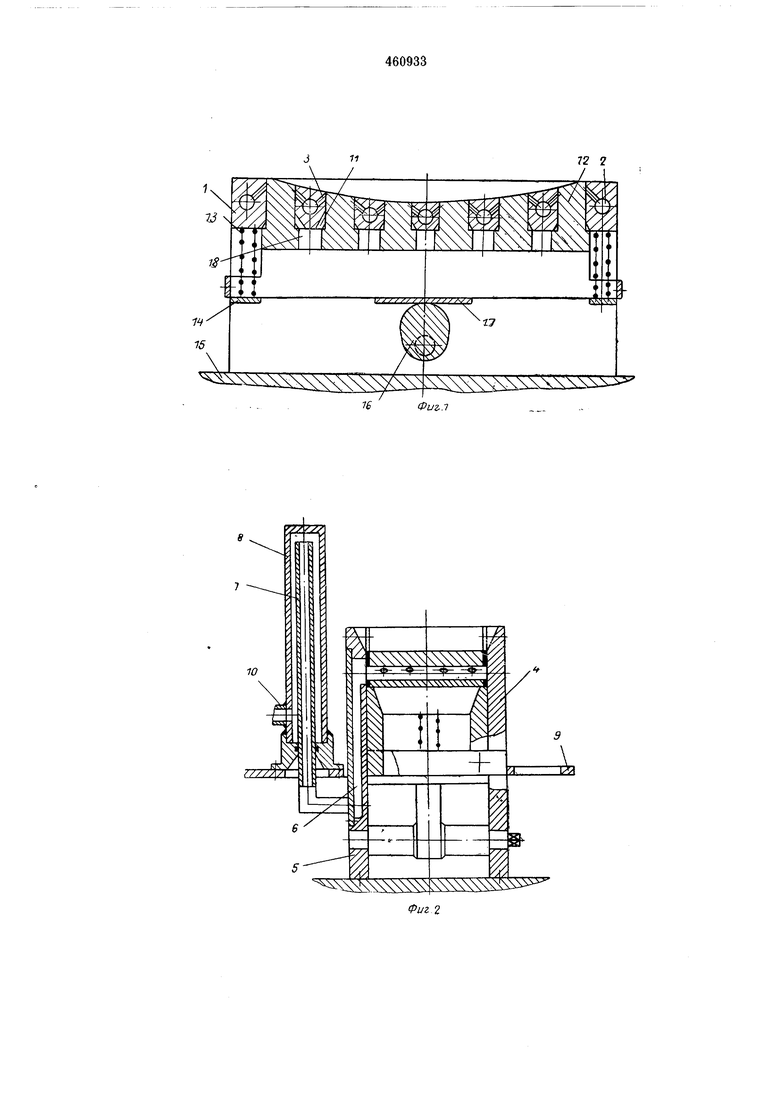
ные отверстия 3, образующие донный контур охлаждения. Секторы 1 уст-ановлены с определенным шагом между щеками 4 и 5. В щеке 4 образована полость б, соединенная с каналом 2. Охладитель попадает в эту полость по трубе 7, движущейся в стакане 8, который установлен на плите 9 металлоконструкции литейной мащины. Охладитель подводится к стакану 8 по трубе 10. Для выхода отработавщего охладителя и слива случайно прорвавщегося металла в секторах 1 выполнены отверстия 11. В окнах между неподвижными секторами 1 установлен блок подвижных секторов 12, подпружиненный пружинами 13, которые опираются на пластины 14. При полном выведении секторов 12 из указанных окон их направление осуществляется пластинами 15, скользящими по щекам 4 и 5.
Секторы 12 поднимаются в верхнее положение и фиксируются в нижнем положении эксцентриком 16 через опорную пластину 17. Эксцентрик установлен на своей оси между щеками 4 и 5.
Для выхода отработавшего охладителя и слива случайно прорвавщегося расплавленного металла выполнены пазы 18 и каналы.
Затравка (кроме стакана 8 и плиты 9) устанавливается па подвижный стол литейной мащины. Перед началом разливки металла блок подвижных секторов 12 поворотом оси эксцентрика 16 устанавливается в верхнее положение, перекрывая своими боковыми стенками спрейерные отверстия 3 неподвижных секторов 1 и образовывая с ними корытообразную лунку (контактную поверхность). Охладитель не подается в стакан 8 телескопического соединения. В корытообразную лунку подается расплавленный металл. После определенной выдержки на затравке образуются допная и боковые корочки будущего слитка. Тогда блок подвижных секторов 12 поворотом оси эксцентрика 16 устанавливается в свое нижнее положение и охладитель подается по трубе 10 в стакан 8. Из стакапа 8 по трубе 7 охладитель попадает в полость 6 и далее по каналам 2 в спрейерные отверстия 3, охлаждая дно слитка. Можно использовать
как жидкий, так и газообразный охладитель. Охладив дно слитка, охладитель выходит через отверстия 11 и пазы 18 в колодец литейной мащины. Через эти же отверстия сливается и случайно прорвавщнйся под дно слитка расплавленный металл.
После этого включается подача литейной мащины, ее стол вместе с закрепленной на нем затравкой и растущим на затравке слитком начинает опускаться.
Телескопическое соединение, состоящее из стакана 8 и трубы 7, обеспечивает непрерывность подачи охладителя под дно слитка па самой опасной стадии разливки. Перед выходом трубы 7 из стакана 8 подача охладителя в стакан 8 прекращается. Дальнейшая отливка слитка производится без охлаждения его дна. После снятия отлитого слитка с затравки включается обратный ход привода стола литейной машины, и он устанавливается в исходное положение. При этом труба 7 входит в стакан 8. Поворотом оси эксцентрика 16 блок подвижных секторов 12 устанавливается Б верхнее положение, процесс повторяется.
Предмет изобретения
1.Затравка, используемая на мащине непрерывного литья, рабочая поверхность которой имеет корытообразную форму, о т л и ч ающаяся тем, что, с целью уменьшения опасности прорыва коронки формирующегося слитка, она выполнена из неподвижных секторов и блока подвижных секторов, образующих в исходном положении рабочую поверхность,
причем в неподвижных секторах выполнены каналы для прохождения охладителя и боковые спрейерные отверстия, сообщающиеся с ними и перекрываемые блоком подвижных секторов, установленных между неподвижными секторами с возможностью перемещения в направлении продольной оси затравки.
2.Затравка по п. 1, отличающаяся тем, что каналы неподвижных секторов соединены с подводящими охладитель трубами
телескопическим соединением, выполненным в виде неподвижного стакана и входящей в него с зазором трубы.
х.ОчХЧХХХХХХХхЛОчХ
Фиг-л