Область техники
Изобретение относится к литью с прямым охлаждением алюминиево-литиевых сплавов (Al-Li).
Уровень техники
С изобретением в 1938 г. компанией Aluminum Company of America (в настоящее время Alcoa) литья с прямым охлаждением, традиционные (не содержащие литий) алюминиевые сплавы отливали полунепрерывной разливкой в формы с открытым дном. С того времени было выполнено множество модификаций и изменений процесса, но основной процесс и устройство остаются аналогичными. Для специалистов в области отливки алюминиевых слитков должно быть понятно, что усовершенствования улучшают процесс при сохранении его общих принципов.
В патентном документе US 4651804 описана более современная конструкция литейной ямы для разливки алюминия. Общепринятой практикой стала установка печи для плавления металла несколько выше уровня грунта и литейной формы близко или на уровне грунта, при этом отливаемый слиток погружается в литейную яму, содержащую воду, по мере выполнения операции разливки. Охлаждающая вода для прямого охлаждения протекает в яму и ее непрерывно удаляют оттуда, оставляя постоянно заполненной глубокую ванну с водой внутри ямы. Такой процесс до сих пор используется и, вероятно, таким способом ежегодно во всем мире производят более 5 миллионов тонн алюминия и его сплавов.
К сожалению, при использовании таких систем существует присущий таким системам риск растекания или прорыва расплавленного металла. Растекание или прорыв происходят, когда отливаемый алюминиевый слиток недостаточно отвердевает в литейной форме, и его выводят из формы непредвиденно и преждевременно еще в жидком состоянии. Во время растекания или прорыва расплавленный алюминий при контакте с водой может вызвать взрыв в результате преобразования воды в пар из-за расплавленной массы алюминия, нагревающего воду до температуры более 100°С, или вследствие химической реакции расплавленного металла с водой, в результате чего высвобождается энергия, приводящая к взрывной химической реакции.
В разных странах при использовании этого способа произошло много взрывов, когда вследствие растекания или прорыва жидкий металл прорывался через стенки слитка, выходя из формы и/или границ формы. Вследствие этого была выполнена значительная экспериментальная работа с целью установления наиболее безопасных условий для разливки с прямым охлаждением. К числу наиболее ранних и, по-видимому, самых известных относится работа, предпринятая G. Long из Aluminum Company of America ("Explosions of Molten Aluminum in Water Cause and Prevention", Metal Progress, май 1957 г., том 71, страницы 107-112) (в дальнейшем упоминаемая как "Long"), которая сопровождалась дальнейшими исследованиями и учреждением промышленного «свода правил», предназначенного для минимизации риска взрывов. Этим правилам в целом следуют литейные предприятия во всем мире. Данные правила в значительной степени основываются на работе Long и обычно требуют, чтобы: (1) глубина воды, постоянно поддерживаемая в яме, должна равняться по меньшей мере трем футам; (2) уровень воды внутри ямы должен находиться по меньшей мере на 10 футов ниже формы; и (3) поверхности разливочной машины и ямы должны быть чистыми, без ржавчины и покрытыми апробированным органическим материалом.
В своих экспериментах Long обнаружил, что при уровне воды в яме глубиной в два дюйма или менее очень сильных взрывов не происходило. Однако при этом происходят меньшие взрывы, достаточные для выброса расплавленного металла из ямы и опасного разбрызгивания этого жидкого металла снаружи ямы. Соответственно, упомянутые выше своды правил требуют, чтобы в яме постоянно поддерживался запас воды глубиной по меньшей мере три фута. Long сделал вывод о том, что для того, чтобы произошел взрыв алюминия с водой, должны выполняться некоторые определенные условия. Среди них должно иметь место некоторое инициирующее действие на нижней поверхности ямы, когда она покрывается расплавленным металлом, и он предложил, что таким инициатором оказывается незначительный взрыв из-за внезапного превращения в пар очень тонкого слоя воды, захваченного ниже поступающего металла. Когда на дне ямы оказывается масло, жир или краска, это препятствует взрыву, поскольку тонкий слой воды, необходимой для его инициации, не захватывается под слоем жидкого металла таким же образом, как в случае с не имеющей покрытия поверхностью.
На практике для вертикальной разливки с прямым охлаждением применяют рекомендованную глубину воды по меньшей мере в три фута, но на некоторых литейных производствах (в частности, в континентальных европейских странах) в противоположность вышеприведенной рекомендации (2) уровень воды приводится в очень близкое состояние с нижней стороной формы. Таким образом, алюминиевая промышленность, применяющая разливку с прямым охлаждением, делает выбор в пользу безопасности глубокого уровня воды, постоянно поддерживаемого в яме. Следует подчеркнуть, что нормы, регулирующие практику, основаны на эмпирических результатах; и то, что фактически происходит при различных видах взрывов расплавленного металла/воды, понимается не до конца. Однако внимание к нормам, регулирующим практику, обеспечило практическую уверенность в исключении несчастных случаев в случае растекания алюминиевых сплавов.
За прошедшие несколько лет возрос интерес к легким металлическим сплавам, содержащим литий. Литий делает расплавленные сплавы более реакционноспособными. В вышеупомянутой публикации в "Metal Progress" Long ссылается на предшествующую работу H.M. Higgins, который сообщал о реакциях алюминия и воды для ряда сплавов, включающих Al и Li, и заключил, что «когда жидкие металлы каким-либо образом диспергируются в воде, Al-Li сплав подвергается бурной реакции». Компанией Aluminum Association Inc (Америка) также было заявлено о существовании особых опасностей при разливке таких сплавов способом разливки с прямым охлаждением. Aluminum Company of America опубликовала видеозаписи испытаний, которые демонстрируют, что при смешивании с водой такие сплавы могут взрываться с большой интенсивностью.
В патентном документе US 4651804 описано использование упомянутой литейной ямы, но с условием удаления воды со дна литейной ямы, так, чтобы не происходило никакого возрастания количества воды в яме. Это решение представляет их предпочтительную методику при отливке Al-Li сплавов. В патентном документе ЕР 0150922 описано наклонное днище ямы (предпочтительно с наклоном дна от трех до восьми процентов) с выведенными в резервуар для сбора воды водяными насосами и соответствующими датчиками уровня воды для исключения накопления воды в литьевой яме, что должно уменьшать вероятность взрыва из-за непосредственного контакта воды с Al-Li сплавом. Для успешного применения такого решения критическим является непрерывное удаление охлаждающей слиток воды из литейной ямы и исключение ее накопления.
Другие работы также показывали, что энергия взрыва при добавлении лития к алюминиевым сплавам может увеличиваться в несколько раз по сравнению с алюминиевыми сплавами без лития. Когда расплавленные алюминиевые сплавы с литием входят в контакт с водой, происходит быстрое выделение водорода, поскольку вода разлагается на Li-OH и ион водорода (Н+). В патентном документе US 5212343 отмечено, что добавление алюминия, лития (и также других элементов) в воду инициирует взрывные реакции. Экзотермическая реакция этих элементов (в частности, алюминия и лития) в воде формирует большое количество газообразного водорода, обычно 14 кубических сантиметров газообразного водорода на один грамм алюминиевого сплава с 3% лития. Экспериментальные подтверждения указанных данных нашлись в исследованиях, выполненных по исследовательскому контракту, субсидированному Департаментом США по энергетике № DE-AC09-89SR18035. Следует отметить, что в пункте 1 формулы изобретения по патенту US 5212343 описан способ выполнения такого интенсивного взаимодействия для получения взрыва воды с экзотермической реакцией. В данном патентном документе описан процесс, в котором добавление элементов, таких как литий, приводит к высокой энергии реакции на единицу объема материалов. Как описано в патентных документах US 5212343 и US 5404813, добавление лития (или другого химически активного элемента) способствует возникновению взрыва. В этих документах описан процесс, в котором взрывная реакция является желательным результатом, и взрывная способность усиливается в результате добавления лития для прорыва или растекания, по сравнению с алюминиевыми сплавами без лития.
Как отмечено в патентном документе US 4651804, два явления, которые приводят к взрывам для обычных (не содержащих литий) алюминиевых сплавов представляют собой: (1) преобразование воды в пар и (2) химическая реакция расплавленного алюминия и воды. Добавление лития к алюминиевому сплаву приводит к возникновению третьей, еще более сильной взрывной реакции, экзотермической реакции воды и расплавленного алюминий-литиевого растекания или прорыва, в результате которого формируется газообразный водород. Каждый раз, когда расплавленный сплав Al-Li входит в контакт с водой, возникает такая реакция. Даже когда выполняют разлив с минимальными уровнями воды в литейной яме, вода входит в контакт с расплавленным металлом во время растекания или прорыва. Этого нельзя избежать, а только уменьшить, поскольку оба компонента экзотермической реакции (вода и расплавленный металл) будут присутствовать в литейной яме. Уменьшение степени контакта воды с алюминием приводит к устранению первых двух условий взрыва, но присутствие лития в алюминиевом сплаве приводит к формированию водорода. Если концентрация газообразного водорода будет доведена до критической массы и/или объема в литейной яме, вероятно, возникнет взрыв. В результате исследований была определена объемная концентрация газообразного водорода, требуемая для инициирования взрыва. Эта концентрация составляет 5% от общего объема смеси газов. В патентном документе US 4188884 описано изготовление боеголовки подводной торпеды, при этом указано, что в качестве добавки используется наполнитель 32 из материала, который является чрезвычайно реакционным с водой, в частности, литий (с. 4, колонка 2, строка 33). В колонке 1 на строке 25 того же документа указано, что в результате реакции с водой высвобождается большое количество газообразного водорода, образуя пузырь газа, который обладает свойством внезапного взрыва.
В патентном документе US 5212343 описана подготовка взрывной реакции путем смешивания воды с множеством элементов и комбинаций, включающих в себя Al и Li, для получения больших объемов газа, содержащего водород. На странице 7, колонка 3 указано, что «реакционную смесь выбирают таким образом, что после реакции и контакта с водой из относительно небольшого объема реакционной смеси образуется большой объем водорода». В том же абзаце, строки 39 и 40 указаны алюминий и литий. На странице 8, колонка 5, строки 21-23 представлен алюминий в комбинации с литием, а на странице 11 столбец 11, строки 28-30 относятся к взрыву газообразного водорода.
Были разработаны другие способы разливки Al-LI сплавов с прямым охлаждением, в которых использовался отличный от воды охладитель слитков, что исключало возможность возникновения реакции вода-литий в результате прорыва или растекания. В патентном документе US 4593745 описано использование галогенизированного углеводорода или галогенизированного спирта в качестве охладителя слитков. В патентных документах US 4610295, US 4709740 и US 4724887 описано использование в качестве охладителя слитков этиленгликоля. Для того чтобы это работало, галогенизированный углеводород (обычно этиленгликоль) не должен содержать воду и пары воды. Это устраняет опасность взрывов, но добавляет высокую опасность возникновения пожара, а также является дорогостоящим в реализации и эксплуатации. Для подавления потенциального воспламенения гликоля требуется система пожаротушения в литейной яме. Для реализации системы охладителя слитков на основе гликоля, включающей в себя систему обработки гликоля, тепловой окислитель для деградации гликоля и систему защиты от пожара литейной ямы, в общем, может потребоваться от 5 до 8 миллионов долларов США (в современных долларах). Литье с использованием 100% гликоля в качестве охладителя приводит к возникновению другой проблемы. Охлаждающая способность гликоля или других галогенизированных углеводородов отличается от воды, вследствие чего требуются другие режимы отливки и инструменты при литье с использованием такого охладителя. Другой недостаток использования гликоля в качестве непосредственного охладителя состоит в том, что гликоль имеет более низкую удельную теплопроводность и коэффициент поверхностной передачи тепла чем вода, поэтому микроструктура металлической отливки со 100% гликолем в качестве охладителя имеет более грубые нежелательные металлургические составляющие и имеется большая величина пористости из-за усадки по центральной линии в отливаемом металле. Отсутствие более тонкой микроструктуры с одновременным наличием более высокой концентрации пористости усадки отрицательно влияет на свойства конечных изделий, изготовленных из такого исходного материала.
В еще одном патентном документе US 4237961 предложено удалять воду от слитка при литье Al-Li сплавов с прямым охлаждением для уменьшения опасности взрыва. В патентном документе ЕР 0183563 описано устройство для сбора расплавленного металла, образующегося в результате его прорыва или растекания во время литья с прямым охлаждением алюминиевых сплавов. Сбор прорвавшегося или растекшегося расплавленного металла приводит к его скоплению. Такое решение не может быть использовано для сплава Al-Li, поскольку оно может создать искусственное условие для взрыва, когда для удаления воды она должна быть накоплена. Во время прорыва или растекания расплавленный металл также мог бы скапливаться в области собранной воды. Как описано в патентном документе US 5212343 это могло бы стать предпочтительным способом получения взрыва в результате реакции воды с Al-Li.
Таким образом, для уменьшения или минимизации вероятности взрыва при разливке Al-Li сплавов было предложено множество решений. В то же время, хотя каждое из этих решений предусматривает дополнительную защиту, ни одно из них на практике не оказалось полностью безопасным или коммерчески эффективным.
Таким образом, остается потребность в более безопасных, требующих меньшего обслуживания и более эффективных по затратам устройстве и способе разливки Al-Li сплавов, позволяющих получать литой метал высокого качества.
Краткое описание чертежей
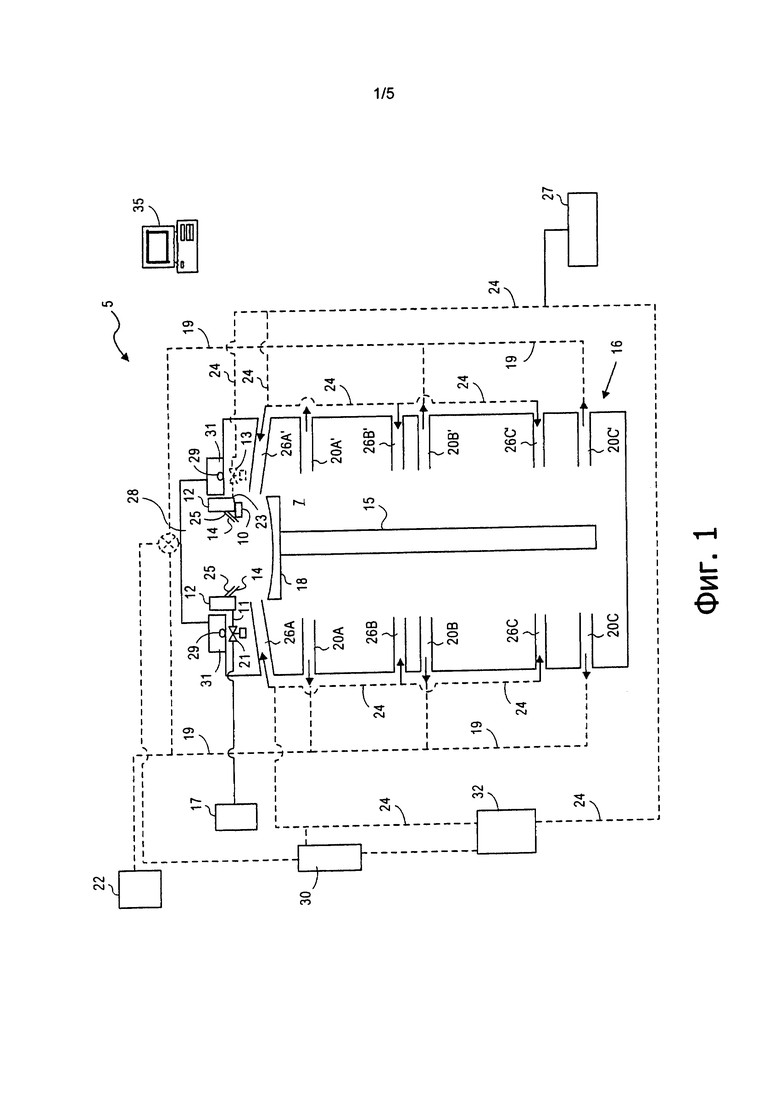
На фиг. 1 показан упрощенный вид в сечении одного воплощения системы для литья с прямым охлаждением;
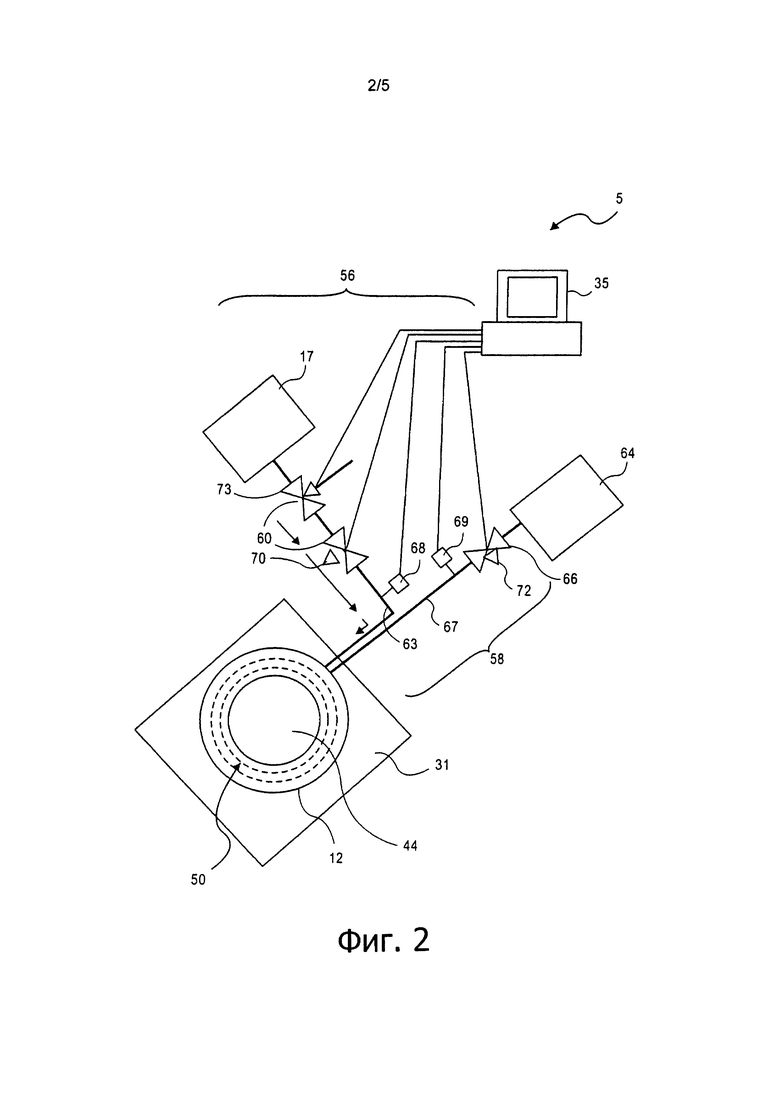
на фиг. 2 показан схематический вид сверху системы для литья по фиг. 1, показывающий конфигурацию клапанов системы подачи охладителя при нормальном режиме эксплуатации;
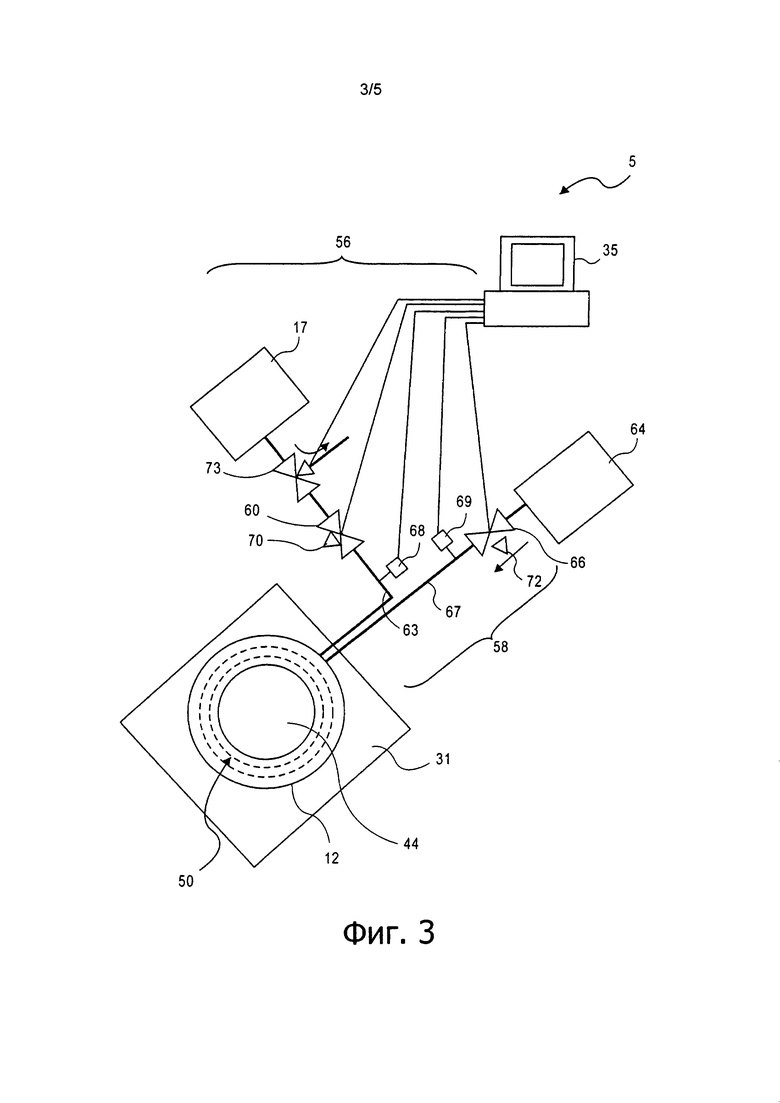
на фиг. 3 показан схематический вид сверху системы для литья по фиг. 1, показывающий конфигурацию клапанов системы подачи охладителя при обнаружении растекания;
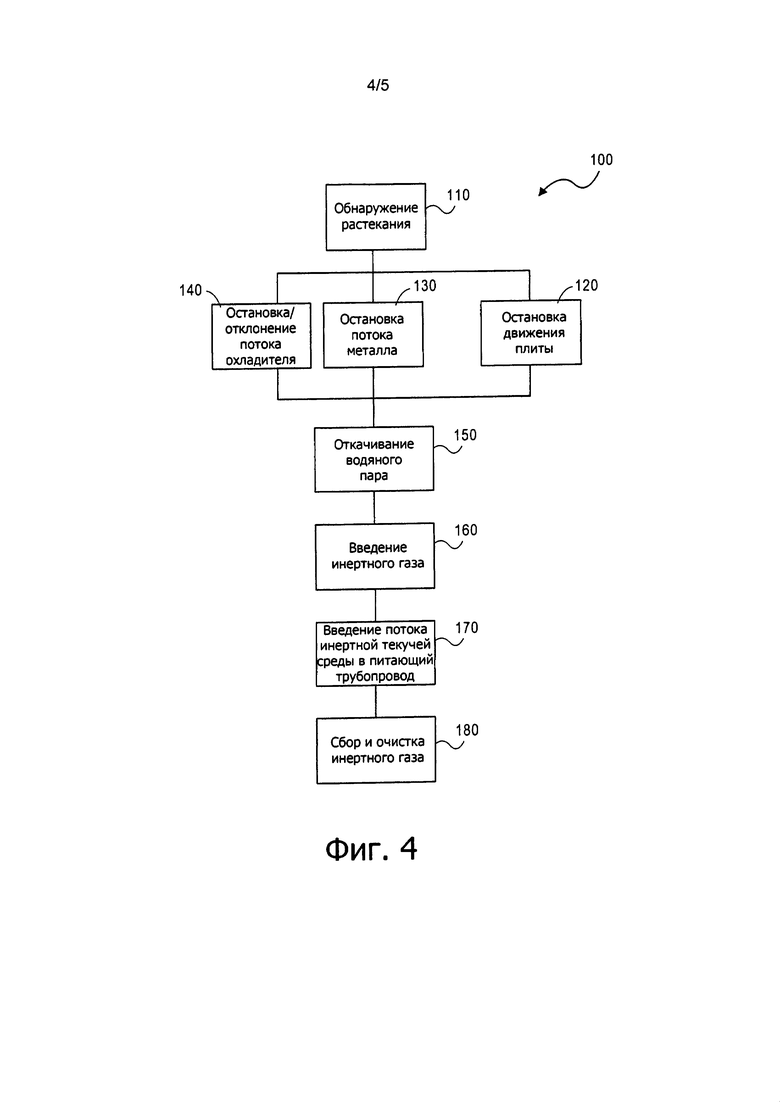
на фиг. 4 показан технологический процесс одного воплощения способа;
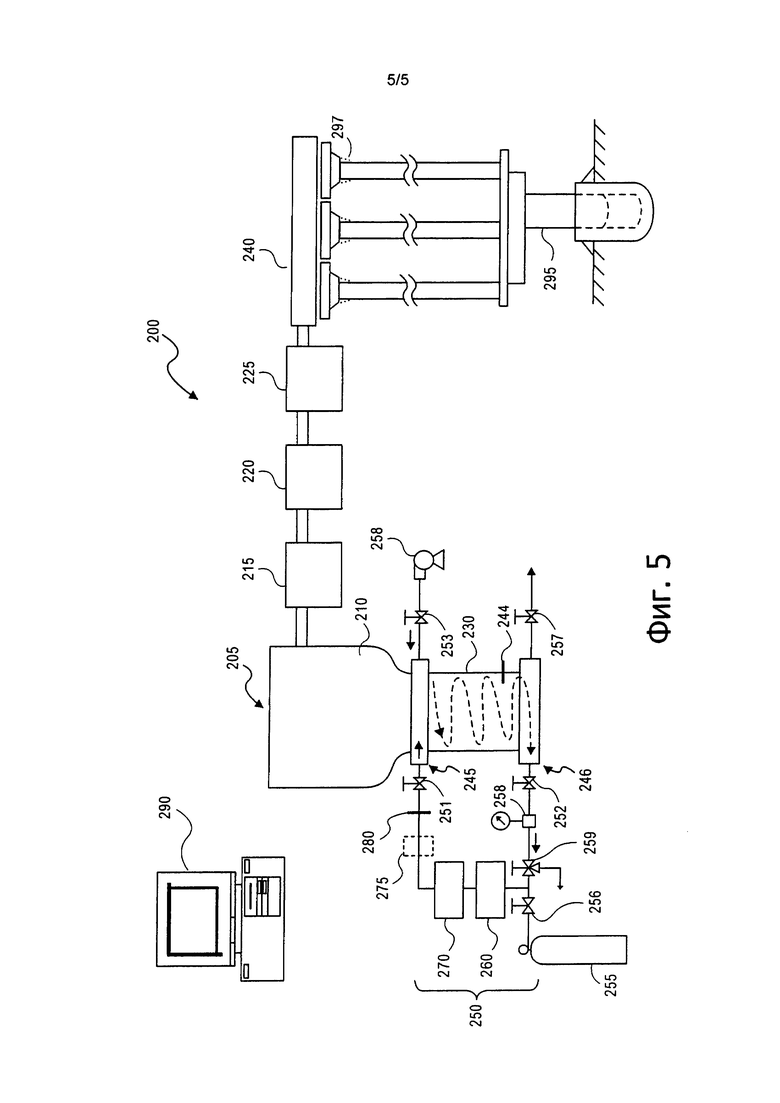
на фиг. 5 показан схематический вид сбоку системы, пригодной для применения в целях получения расплава сплава и одного или нескольких промежуточных продуктов литья из этого расплавленного сплава.
Осуществление изобретения
В соответствии с одним из вариантов осуществления изобретения, вокруг внутреннего периметра ямы для литья с прямым охлаждением в различных местах прямо от низа до верха ямы располагаются выпускные отверстия, предназначенные для того, чтобы быстро удалять из литейной ямы водяной пар. Одновременно или последовательно во внутреннее пространство литейной ямы вводится инертный газ для исключения накопления газообразного водорода с достижением критической массы. Обеспечивается модифицированная форма для литья Al-Li сплавов с прямым охлаждением, которая допускает непрерывное или последовательное введение инертного газа в поток охладителя в процессе литья с предусмотренной остановкой охлаждающего потока и введения инертного газа в зону затвердевания слитка в случае растекания или прорыва.
Далее будет описано устройство и способ для литья Al-Li сплавов. Существующая проблема заключается в том, что вода и прорвавшийся или растекшийся расплавленный Al-Li металл соединяются с высвобождением водорода при прохождении экзотермической реакции. Даже при наклонных днищах ямы, минимальных уровнях воды и т.д., вода и прорвавшийся или растекшийся расплавленный металл все еще могут войти в непосредственный контакт, приводя к возникновению реакции. Разливка без воды, с использованием другой жидкости, такой как описана в известных патентах, влияет на литейные характеристики, качество отлитого металла, является дорогостоящей при внедрении и эксплуатации, а также приводит к проблемам защиты окружающей среды и опасности возникновения пожара.
Описываемые устройство и способ улучшают безопасность отливки Al-Li сплавов с прямым охлаждением путем минимизации или устранения компонентов, которые могут приводить к возникновению взрыва. Следует понимать, что вода (или водяной пар или пар) в присутствии расплавленного Al-Li сплава приводит к формированию газообразного водорода. Соответствующее уравнение химической реакции имеет следующий вид:
2LiAl + 8H2O → 2LiOH + 2Al(ОН)3 + 4Н2 (г).
Газообразный водород имеет плотность, существенно меньшую, чем плотность воздуха. Газообразный водород, который выделяется во время химической реакции, является более легким, чем воздух, стремиться подняться вверх в направлении верхней части литейной ямы, непосредственно под литейной формой и конструкцией держателя формы в верхней части литейной ямы. Эта, обычно закрытая область, обеспечивает возможность сбора газообразного водорода, где он становится достаточно концентрированным, для формирования взрывоопасной атмосферы. Тепло, искра или другой источник воспламенения могут инициировать взрыв водородного «столба» сконцентрированного газа.
Следует понимать, что расплавленный растекшийся или прорвавшийся материал при его комбинации с охлаждающей слиток водой, которая используется в процессе прямого охлаждения (как используется на практике специалистами в области техники разливки алюминиевых слитков) приводит к формированию пара и паров воды. Пар и пары воды являются ускорителями для реакции, в результате которой образуется газообразный водород. Удаление этого пара и паров воды с помощью системы удаления пара устраняет возможность объединения воды с Al-Li с формированием Li-OH и выделением Н2. Устройство и способ, соответствующие настоящему изобретению, минимизируют присутствие воды и паров воды в литейной яме путем размещения выпускных отверстий для пара вокруг внутреннего контура литейной ямы и быстрого включения вентиляции при обнаружении прорыва.
Выпускные отверстия в литейной яме расположены в нескольких областях, например, на уровне от приблизительно 0,3 м до приблизительно 0,5 м ниже литейной формы, в промежуточной области от приблизительно 1,5 м до приблизительно 2,0 м от литейной формы, и на дне литейной ямы. Литейная форма обычно расположена в верхней части литейной ямы на по меньшей мере один метр выше уровня пола. Горизонтальная и вертикальная области вокруг литейной формы ниже стола для размещения формы обычно закрыты кожухом ямы и стеклянной облицовкой лексанового стекла за исключением пространства, необходимого для подачи воздуха внутрь и вывода его наружу с целью разбавления, чтобы газы внутри ямы вводились и выводились в соответствии с предписанным способом.
В другом варианте инертный газ вводят во внутреннее пространство литейной ямы для минимизации или устранения скопления газообразного водорода в критическую массу во внутреннее пространство литейной ямы вводят инертный газ. Плотность инертного газа меньше плотности воздуха, и он способен занимать то же пространство непосредственно под верхней частью литейной ямы, что и газообразный водород. Например, может использоваться газообразный гелий.
Во множестве технических отчетов в качестве покрывающего газа для защиты Al-Li сплава от окружающей атмосферы для предотвращения его реакции с воздухом было описано использование аргона. Хотя аргон является полностью инертным газом, его плотность больше, чем у воздуха, так что если он не направляется принудительно в верхнюю внутреннюю часть литейной ямы, то необходимая инертность в указанной области не достигается. По сравнению с воздухом, имеющим плотность 1,3 г/л, аргон имеет плотность порядка 1,8 г/л и оседает в нижней части литейной ямы, не обеспечивая желаемую защиту путем вытеснения водорода из критической верхней области литейной ямы. С другой стороны, гелий является негорючим газом, имеет низкую плотность 0,2 г/л и не поддерживает горение. В результате замены воздуха инертным газом более низкой плотности внутри литейной ямы опасная атмосфера в литейной яме может быть разбавлена до уровня, при котором взрыв не может состояться. Кроме того, во время такого обмена пары воды и пар также удаляются из литейной ямы. Во время непрерывной разливки без аварийного состояния, именуемого прорывом, пары воды и пар удаляются из инертного газа, который может рециркулировать через литейную яму.
Следует отметить, что специалистам в области плавления и литья с прямым охлаждением алюминиевых сплавов, за исключением плавления и литья алюминиево-литиевых сплавов, могло бы показаться более предпочтительным использование газообразного азота вместо гелия, поскольку известно, что азот также является инертным газом. Однако как упоминалось, взаимодействие азота с жидкими алюминиево-литиевыми сплавами не является безопасным. Азот вступает в реакцию со сплавом и формирует аммиак, который, в свою очередь, реагирует с водой и участвует в дополнительных реакциях с опасными последствиями, и, следовательно, его использование должно быть полностью исключено. То же относится к другому, как считается, инертному газу, такому как двуокись углерода. Его использование должно быть исключено в любых вариантах применения, где существует шанс соприкосновения расплавленного алюминиево-литиевого сплава с двуокисью углерода.
Существенное преимущество, получаемое в результате использования инертного газа легче воздуха состоит в том, что остаточные газы не будут накапливаться внутри литейной ямы, в результате чего могла бы возникнуть небезопасная среда в этой литейной яме. Ранее возникало множество случаев накопления более тяжелых, чем воздух газов в ограниченном пространстве, в результате чего происходили смертельные случаи в результате удушья. Ожидаемо, что в литейной яме будет отслеживаться подача воздуха в ограниченное пространство, чтобы не возникало проблем, связанных с технологическим газом.
На фиг. 1 показана система разливки 5 с прямым охлаждением, содержащая литейную яму 16, которая обычно формируется в земле. Внутри литейной ямы 16 установлен литейный цилиндр 15, который может быть поднят и опущен посредством гидравлического силового блока (не показан). Над верхней частью литейного цилиндра 15 расположена плита 18, которую поднимают и опускают с помощью литейного цилиндра 15. Выше или над плитой 18 установлена стационарная литейная форма 12. Литейная форма 12 имеет открытую верхнюю и нижнюю части, корпус, определяющий полость литейной формы (сквозную полость), а также резервуар для охладителя. Охладитель подают в резервуар литейной формы 12 через отверстие 11 для охладителя. Отверстие 11 для охладителя соединено через трубопровод (например, из нержавеющей стали) с источником 17 охладителя, который содержит соответствующий охладитель, такой как вода. Может быть установлен насос, сообщающийся по текучей среде с охладителем и обеспечивающий подачу охладителя в отверстие 11 и в резервуар литейной формы 12. Между источником охладителя и отверстием 11 для охладителя расположен клапан 21 для управления подачей потока охладителя в резервуар. В трубопроводе может быть установлен расходомер для отслеживания расхода подаваемого в резервуар охладителя. Клапан 21 может управляться, а расход охладителя через трубопровод может отслеживаться контроллером 35.
Расплавленный металл направляют в литейную форму 16 и охлаждают посредством воздействия более низкой температуры литейной формы и охладителя через соединенное с литейной формой 12 средство 14 подачи охладителя вокруг основания или в нижнюю часть литейной формы 12, где он попадает на промежуточный продукт литья после его выхода из полости литейной формы (появляется снизу литейной формы). Резервуар литейной формы сообщается по текучей среде со средством 14 подачи охладителя. Расплавленный металл (например, Al-Li сплав) подают в литейную форму 12. Литейная форма 12 может содержать средство 14 подачи охладителя, которые обеспечивают протекание охладителя (например, воды) на поверхность формирующегося слитка, обеспечивая прямое охлаждение и отверждение металла. Литейную форму 12 окружает литейный стол 31. Как показано на фиг. 1, может использоваться уплотнитель или прокладка 29, расположенная между литейной формой 12 и литейным столом 31 и выполненная из устойчивого к высокой температуре силикатного материала. Прокладка 29 предотвращает попадание паров или любой другой атмосферы из под литейного стола 31 в область над литейной формой и столом, предотвращая тем самым загрязнение воздуха, в котором работает и дышит занимающийся отливкой персонал.
Система 5 также содержит датчик 10 обнаружения расплавленного металла, расположенный непосредственно под формой 12 для обнаружения прорыва или растекания. Датчик 10 может быть выполнен в виде инфракрасного детектора, описанного в патентных документах US 6279645, US 7296613 или любим другим соответствующим устройством, которое может обнаруживать наличие прорыва.
Система 5 также содержит вытяжную систему 19, содержащую расположенные в литейной яме 16 выпускные отверстия 20А, 20А', 20В, 20В', 20С и 20С'. Выпускные отверстия расположены так, чтобы обеспечить максимальное удаление генерируемых газов, включающих источники воспламенения (например, Н2), и вступающих в реакцию газов (например, пары воды или пар) из внутренней полости литейной ямы. Выпускные отверстия 20А, 20А' расположены на высоте приблизительно от 0,3 м до приблизительно 0,5 м ниже формы 12; выпускные отверстия 20В, 20В' расположены на высоте от приблизительно 1,5 м до приблизительно 2,0 м ниже формы 12; а выпускные отверстия 20С, 20С' расположены в основании литейной ямы 16, где скапливается прорвавшийся металл. Выпускные отверстия показаны парами на каждом уровне, но на каждом уровне может использоваться больше двух выходных отверстий. Например, на каждом уровне может использоваться одно, три или четыре выпускных отверстия. Выпускная система 19 также содержит удаленный вытяжной вентилятор 22, который расположен на удалении от литейной формы 12 (например, на расстоянии приблизительно от 20 до 30 м от формы 12) и обеспечивает вывод отработанных газов из системы. Выпускные отверстия 20А, 20А', 20В, 20В', 20С, 20С' соединены с вытяжным вентилятором 22 системой воздухопроводов (например, канал из оцинкованной или нержавеющей стали). Выпускная система 19 дополнительно содержит группу отсасывающих вентиляторов для направления отработавших газов к вытяжному вентилятору 22.
Система 24 подачи инертного газа содержит отверстия 26А, 26А', 26В, 26В', 26С и 26С', расположенные вокруг литейной ямы и соединенные с источником или источниками 27 инертного газа. Совместно с каждым из отверстий 26В и 26В', 26С и 26С', расположены отверстия подачи избыточного воздуха для обеспечения дополнительного попутного разбавления захваченного газообразного водорода. Расположение отверстий подачи газа выбирают так, чтобы обеспечить заполнение инертным газом, который немедленно заменяет газы и пар в литейной яме, через систему 24 подачи газа, которая подает инертный газ, когда это требуется (особенно при обнаружении прорыва), через отверстия 26 подачи инертного газа в литейную яму 16 в течение заданного времени (например, приблизительно максимум за 30 секунд) после обнаружения прорыва. На фиг. 1 показаны отверстия 26А и 26А' подачи газа, расположенные рядом с верхней частью литейной ямы 16; отверстия 26В и 26В' подачи газа расположены на промежуточном участке литейной ямы 16; а отверстия 26С и 26С' подачи газа расположены в нижней части литейной ямы 16. Для управления подачей инертного газа с каждым отверстием подачи газа могут быть соединены регуляторы давления. На каждом уровне показана пара отверстий подачи газа, однако на каждом уровне может использоваться отличное от двух число отверстий подачи газа, например, одно, три или четыре.
В варианте, показанном на фиг. 1, подаваемый в верхней части 7 литейной ямы 16 через отверстия 26А и 26А' инертный газ может набегать на отвердевший, полуотвердевший и жидкий алюминиево-литиевый сплав, распложенный ниже формы 12, при этом расход инертного газа в этой области является по меньшей мере равными расходу охладителя до обнаружения прорыва или растекания металла. В другом варианте имеются отверстия для введения газа на различных уровнях литейной ямы, скорости потока через такие отверстия для введения газа могут быть такими же, как и скорость потока через отверстия для введения газа наверху 7 литейной ямы 16, или же могут быть отличающимися (например, ниже скорости потока через отверстия для введения газа наверху 7 литейной ямы 16).
В другом варианте система 24 подачи газа может содержать трубопровод, подключенный к дополнительному отверстию 23 подачи газа в литейную форму 12 так, чтобы инертный газа мог заменять охладитель или мог быть добавлен к охладителю, который протекает через литейную форму (например, путем подачи инертного газа с охладителем через средство подачи охладителя), или в виде отдельного потока через литейную форму (например, корпус литейной формы 12 содержит резервуар для охладителя, сообщающийся по текучей среде с источником 17 охладителя, отверстие 11 для охладителя и средство 14 подачи охладителя, а также отдельный коллектор для инертного газа, который сообщается по текучей среде с источником 27 инертного газа, дополнительное отверстие 23 подачи газа и одно или несколько средств 25 подачи инертного газа в литейную яму). Расположенный в трубопроводе клапан 13 регулирует или изменяет поток инертного газа, поступающий в литейную форму 12 через дополнительное отверстие 23 подачи газа. Клапан 13 закрыт или частично закрыт в условиях отсутствия прорыва или растекания, и открывается в ответ на возникновение прорыва или растекания. Если отверстия подачи газа расположены на разных уровнях литейной ямы, скорости потока через такие отверстия подачи газа могут быть такими же, как и скорость потока через отверстия подачи газа в верхней части 7 литейной ямы 16 или могут отличаться (например, меньше чем скорость потока через отверстия подачи газа в верхней части 7 литейной ямы 16). Клапаном 13 может управлять контроллер 35, а давление в трубопроводе для подачи дополнительного газа в отверстие 23 можно отслеживать с помощью этого контроллера, используя, например, установленный в трубопроводе датчик давления.
Как отмечено выше, одним из подходящих инертных газов для подачи его через отверстия подачи газа может быть гелий. Плотность гелия меньше плотности воздуха, он не взаимодействует с алюминием или литием, не формирует реактивный продукт и имеет относительно высокую удельную теплопроводность (0,15 Вт⋅м-1⋅K-1). Когда инертный газ подают через литейную форму 12 для замены потока охладителя в случае прорыва или растекания, инертный газ, такой как гелий, имеющий относительно высокую удельную теплопроводность, подают для предотвращения деформации литейной формы расплавленным металлом. Может быть подана смесь инертного газа. Смесь инертных газов включает в себя газообразный гелий. Смесь инертных газов включает в себя газообразный гелий и газообразный аргон, при этом газообразного гелия содержится 20%. В соответствии с другим вариантом осуществления такая смесь включает в себя не менее приблизительно 60% гелия. В дополнительном варианте смесь гелия с аргоном включает в себя по меньшей мере приблизительно 80% гелия и соответственно приблизительно 20% аргона.
Подаваемый через отверстия подачи инертный газ замещения удаляется из литейной ямы 16 с помощью верхней выпускной системы 28, постоянно работающей с низкой производительностью и переключающейся на высокую производительность при обнаружении прорыва. Эта система направляет удаляемый из литейной ямы инертный газ в вытяжной вентилятор 22. Перед обнаружением прорыва атмосфера в верхней части ямы может непрерывно циркулировать через систему очистки атмосферы, состоящую из колонн поглотителя влаги и осушителей пара, что поддерживает атмосферу в верхней области ямы умеренно инертной. Удаленный газ во время его циркуляции пропускается через осушитель влаги, и любые пары воды удаляются, очищая верхнюю атмосферу ямы, содержащей инертный газ. Очищенный инертный газ можно затем опять подавать в систему 24 подачи инертного газа через соответствующий насос 32. В этом случае между отверстиями 20А и 26А и, аналогично, между отверстиями 20А' и 26А' поддерживают завесу из инертного газа для минимизации утечки чистого инертного газа из верхней области литейной ямы через систему вентиляции и выпускную систему ямы.
Количество и точное место расположения выпускных отверстий 20А, 20А', 20В, 20В', 20С, 20С' и отверстий 26А, 26А', 26В, 26В', 26С, 26С' подачи инертного газа зависит от размера и конфигурации конкретной литейной ямы, и их рассчитывает специалист в данной области техники, который работает в области литья с прямым охлаждением вместе с экспертом по рециркуляции воздуха и газов. Наиболее желательно иметь три группы (например, три пары) выпускных отверстий и отверстий подачи инертного газа, как показано на фиг. 1. В зависимости от свойств и веса отливаемого изделия в некоторой степени менее сложное и менее дорогостоящее, но в равной степени эффективное устройство может быть получено посредством одной группы выпускных отверстий и отверстий подачи инертного газа, расположенных по периферии верхней части литейной ямы 16.
Каждым движением плиты 18 или литейного цилиндра 15, поставкой жидкого металла к форме 12 и притоком воды к литейной форме управляет контроллер 35. Детектор 10 жидкого металла также соединен с контроллером 35. Контроллер 35 содержит машиночитаемые программные инструкции в форме энергонезависимого материального носителя данных. В ответ на сигнал от детектора 10 жидкого металла к контроллеру 35 о растекании или прорыве расплавленного Al-Li металла машиночитаемые инструкции вызывают остановку движения плиты 18 и подвода жидкого металла (не показано), остановку и/или отклонение охлаждающего потока (не показано) к литейной форме 12 и одновременную или в пределах около 15 с активацию режима откачки с более высокой интенсивностью системы 19 вытяжной вентиляции, или в пределах около 10 с для отвода содержащих водяной пар отходящих газов и/или водяного пара из литейной ямы через выпускные отверстия 20А, 20А', 20В, 20В', 20С и 20С' к вытяжному вентилятору 22. В то же самое время или вскоре после этого (например, в пределах от около 10 с до около 30 с) машиночитаемые инструкции, кроме того, активируют систему введения газа и через отверстия 26А, 26А', 26В, 26В', 26С и 26С' для введения газа вводится инертный газ, имеющий плотность ниже плотности воздуха, такой как гелий.
Описанные здесь способ и устройство предоставляют уникальную методику адекватного подавления растеканий или прорывов Al-Li, такую, которая делает возможной успешную эксплуатацию промышленного способа без использования посторонних для способа процессов, таких как литье с применением жидкостей, например, этиленгликоля, которые делают способ неоптимальным в отношении качества литого металла, менее стабильным в отношении литья и в то же самое время делают способ неэкономичным и пожароопасным. Как понятно любому специалисту в области литья слитков, следует констатировать, что растекания и прорывы случаются при любой разливке с прямым охлаждением. В целом их частота будет очень низка, но в течение нормального режима эксплуатации механического оборудования что-то может происходить вне надлежащего рабочего диапазона и способ не будет выполняться так, как ожидается. Воплощение описанного устройства и способа, а также применение этого устройства минимизирует вероятность взрывов водорода вследствие контактов воды с расплавленным металлом при растеканиях или прорывах в ходе литья сплавов Al-Li, которые приводят к жертвам и повреждению имущества.
Как отмечено выше, когда промежуточный продукт разливки появляется из полости литейной формы, охладитель, поступающий из средства его подачи вокруг литейной формы, ударяет во внешнюю поверхность промежуточного литейного продукта в точке, расположенной ниже места выхода охладителя из средства 14 его подачи. Такая точка обычно называется зоной отверждения. При таких стандартных условиях в литейной яме вокруг внешней поверхности промежуточного литейного продукта образуется смесь воды и воздуха, при этом в процессе литья происходит постоянное образование водяных паров.
На фиг. 2 показана система 5, имеющая литейную форму 12 и литейный стол 31. Система 5 включает в себя систему подачи охладителя, которая размещена в средстве подачи охладителя, либо между резервуаром в литейной форме 12 (резервуар 50 на фиг. 2) и средством подачи охладителя (показано на фиг. 1), или перед резервуаром 50. Как показано на фиг. 2, система 56 подачи охладителя расположена перед резервуаром 50. В таком варианте система 56 подачи охладителя заменяет отверстие 11 охладителя, клапан 21 и соответствующий трубопровод между отверстием 11 охладителя и источником 17 охладителя. Как показано на фиг. 2, система 56 подачи охладителя расположена до резервуара 50. Литейная форма 12 (в данном варианте имеет круглую форму) окружает подаваемый в нее расплавленный металл 44. Также на фиг. 2 видно, что система 56 подачи охладителя включает в себя систему 58 клапанов, соединенную с трубопроводом 63 или трубопроводом 67, по которому охладитель поступает в резервуар 50. Подходящим материалом для трубопроводов 63, 67, а также для других трубопроводов и клапанов является, например, нержавеющая сталь. Система 58 клапанов включает в себя первый клапан 60, соединенный с трубопроводом 63. Первый клапан 60 позволяет подавать охладитель (обычно воду) из источника 17 охладителя через клапан 60 и трубопровод 63. Система 58 клапанов также включает в себя второй клапан 66, соединенный с трубопроводом 67. Второй клапан 66 позволяет подавать инертную текучую среду из источника 64 инертной текучей среды через второй клапан 66 и трубопровод 67. Трубопровод 63 и трубопровод 67 соединяют источник 17 охладителя и источник 64 инертной текучей среды, соответственно, с резервуаром 12.
Инертная текучая среда из источника 64 является жидкостью или газом, который не реагирует с литием или алюминием, и не формирует реактивный (например, взрывоопасный) продукт и одновременно не является горючей или поддерживающей горение. Инертная текучая среда является инертным газом. Плотность подходящего инертного газа должна быть меньше плотности воздуха. Другим необходимым свойством подходящего инертного газа, используемым в данном варианте осуществления изобретения, является более высокая удельная теплопроводность газа по сравнению с обычными инертными газами, воздухом или смесями инертных газов. Примером такого газа, одновременно удовлетворяющего всем упомянутым выше требованиям, является гелий (Не). В случае прорыва или растекания, инертный газ, такой как гелий, имеющий относительно высокую теплопроводность, подают для замены потока охладителя через литейную форму 12 для предотвращения деформации литейной формы расплавленным металлом. Также может быть подана смесь инертных газов. Предпочтительно смесь инертных газов включает в себя гелий, или смесь гелия с аргоном, в которой содержится не менее приблизительно 20% гелия. Смесь гелия с аргоном может содержать не менее 60% гелия. Смесь гелия с аргоном может также содержать приблизительно 80% гелия и 20% аргона.
На фиг. 2 показано литье при нормальных условиях. Первый клапан 60 открыт, а второй клапан 66 закрыт. В такой конфигурации клапанов только охладитель от его источника 17 поступает в трубопровод 63 и в резервуар литейной формы 12, а инертная текучая среда из ее источника 64 не поступает в него. Может быть выбрано положение клапана 60 (например, полностью открытый или частично открытый) для достижения требуемого расхода, измеряемого расходомером, соединенным с клапаном 60 или установленным отдельно, рядом с клапаном 60 (показан после клапана 60, как первый расходомер 68). При необходимости в нормальных условиях разливки может быть частично открыт второй клапан 66, при этом инертная текучая среда (например, инертный газ) из источника 64 может быть смешана в резервуаре литейной формы 12 с охладителем из источника 17. Положение клапана 66 может быть выбрано для достижения требуемого расхода, измеряемого прибором измерения расхода, например, прибором измерения давления в источнике инертной текучей среды, соединенным с клапаном 66 или расположенным отдельно, рядом с клапаном 66 (показан после клапана 66, как второй прибор 69 измерения расхода).
Первый и второй клапаны 60 и 66, а также первый и второй приборы 68 и 69 измерения расхода электрически и/или логически соединены с контроллером 35. Контроллер 35 содержит энергонезависимые машиночитаемые инструкции, которые при их исполнении обеспечивают активацию одного или двух клапанов 60 и 66. Например, в нормальных условиях разливки, как показано на фиг. 2, машиночитаемые инструкции обеспечивают частичное или полностью открытое состояние первого клапана 60 и закрытое или частично открытое состояние второго клапана 66.
На фиг. 3 показана система 58 клапанов в конфигурации при возникновении прорыва или растекания. В таком случае при обнаружении прорыва или растекания датчиком 10 (фиг. 1), первый клапан 60 закрывают для остановки потока охладителя (например, воды) из источника 17 охладителя. Одновременно или сразу после этого в течение 3-20 с открывают второй клапан 66 для подачи инертной текучей среды из источника 64, чтобы в трубопровод 67 подавалась только инертная текучая среда. В случае, когда инертная текучая среда представляет собой инертный газ, такой как гелий (He), имеющий плотность меньшую, чем у воздуха, воды или паров воды, область в верхней части литейной ямы 16 и вокруг литейной формы 12 (фиг. 1) будет мгновенно заполнена инертным газом, который вытеснит любую смесь воды и воздуха, предотвращая формирование газообразного водорода или исключая контакт расплавленного сплава Al-Li с охладителем (например, водой) в этой области, существенно снижая, вероятность взрыва из-за присутствия этих материалов в указанной области. Используются скорости приблизительно от 1,0 фут/с до 6,5 фут/с, предпочтительно - от 1,5 фут/с до 3 фут/с, а наиболее предпочтительно - около 2,5 фут/с. В случае, когда инертная текучая среда является инертным газом, источник 64 инертного газа может соответствовать источнику или источникам 27 инертного газа, который подает газ в систему 24 подачи газа, описанную со ссылкой на фиг. 1.
На фиг. 2 и 3 показаны обратные клапаны 70 и 72, соединенные с первым и вторым клапанами 60 и 66, соответственно. Каждый обратный клапан предотвращает поток охладителя и/или инертной текучей среды (например, газа) обратно к соответствующим клапанам 60 и 66 после обнаружения прорыва и изменений в потоке материала в литейную форму.
Как показано на фиг. 2 и 3, линия 63 подачи охладителя также оборудована обратным клапаном 73, который обеспечивает немедленное отклонение потока охладителя во внешний резервуар прежде, чем он попадет в первый клапан 60. Таким образом, при открывании первого клапана 60 сводится к минимуму гидроудар или повреждение системы подачи или утечка через клапан 60. При обнаружении прорыва инфракрасный термометр направляет сигнал в контроллер 35, который посредством машиночитаемых инструкций активирует перепускной клапан 73, открывая его для отклонения потока охладителя, после чего закрывается первый клапан 60 и активируется второй клапан 66, который открывается для подачи инертного газа.
Как отмечено выше, одним из подходящих инертных газов является гелий. Гелий имеет относительно высокую теплопроводность, которая позволяет непрерывно отводить тепло от литейной формы и из зоны отверждения после прекращения потока охладителя. Такой продолжающийся отвод тепла используется для охлаждения разливаемого слитка/бруска, что уменьшает возможность любых дополнительных прорывов или растеканий, возникающих из-за остаточного тепла в головке слитка/бруска. Одновременно литейная форма защищена от избыточного нагрева, что уменьшает возможность ее повреждения. Для сравнения, значения теплопроводности для гелия, воды и гликоля являются следующими: He - 0,1513 Вт⋅м-1⋅K-1; H2O - 0,609 Вт⋅м-1⋅K-1; и этиленгликоль - 0,258 Вт⋅м-1⋅K-1.
Хотя теплопроводность гелия и описанных выше газовых смесей ниже этого показателя для воды или гликоля, когда эти газы направляются на промежуточный продукт литья, такой как слиток или болванка, в зоне отверждения или поблизости от нее не происходит образования паровой завесы, что могло бы в ином случае уменьшить поверхностный коэффициент теплопередачи и, таким образом, эффективную теплопроводность охладителя. Таким образом, единственный инертный газ или газовая смесь демонстрируют эффективную теплопроводность, намного более близкую к теплопроводности воды или гликоля, чем можно было бы ожидать, рассматривая только их теплопроводности относительно друг друга.
Как будет понятно специалисту в данной области техники, хотя на фиг. 2 и 3 показан круглый слиток или болванка формируемого отлитого металла, устройство и способ в соответствии с настоящим изобретением в равной степени применимы и для прямоугольного слитка или других форм.
На фиг. 4 показана блок-схема способа эксплуатации системы 5, в частности, в случае растекания. Данный способ описывается в терминах автоматизированного процесса, при котором контроллер, такой как контроллер 35 на фиг. 1-3, управляет системой 5 через машиночитаемые инструкции (например, компьютерную программу), записанные в контроллере или доступные контроллеру. Контроллер 35 содержит машиночитаемые инструкции, которые при исполнении управляют работой системы, включая операцию по обнаружению растекания. Как указывалось выше, контроллер 35 управляет каждым движением плиты 18 или литейного цилиндра 15, впуском при поставке жидкого металла в форму 12 и впуском охладителя/инертной текучей среды в литейную форму. Также с контроллером 35 соединен детектор 10 жидкого металла. Контроллер 35 содержит машиночитаемые программные инструкции в форме энергонезависимого материального носителя данных. Вначале детектором 10 жидкого металла (блок 110) обнаруживается растекание или прорыв расплавленного Al-Li металла. В ответ на сигнал от детектора 10 жидкого металла к контроллеру 35 о растекании или прорыве расплавленного Al-Li металла контроллер 35 останавливает движение плиты 18 и впуск при поставке жидкого металла (не показан) (блоки 120, 130), а также останавливает охлаждающий поток в средство 14 подачи охладителя (например, останавливает охлаждающий поток к трубопроводу 52 подачи приведением клапана 60 в закрытое состояние (фиг. 3)) (блок 140). Одновременно с указанными операциями или в пределах около 15 с или 10 с, исполнением контроллером 35 машиночитаемых инструкций активируется режим более интенсивной откачки вытяжной системы 19 (фиг. 1) для отвода содержащих водяной пар отходящих газов и/или водяного пара от литейной ямы через выпускные отверстия 20А, 20А', 20В, 20В', 20С и 20С' к вытяжному вентилятору 22 (блок 150). В то же самое время или вскоре после этого (например, в пределах от около 10 с до около 30 с) исполнение машиночитаемых инструкций контроллером 35 активирует систему 24 введения газов (фиг. 1). Активация системы введения газа вводит в литейную яму инертный газ, имеющий плотность ниже плотности воздуха, такой как гелий, через отверстия 26А, 26А', 26В, 26В', 26С и 26С' для введения газа (блок 160). В то же самое время или вскоре после этого исполнение машиночитаемых инструкций приводит к открытию клапана 66 (фиг. 3) для введения инертной текучей среды (например, газообразного гелия или смеси инертного газа) в средство 14 подачи охладителя (например, активацией клапана 66 для введения инертной текучей среды в форму 12 через питающий трубопровод 52) (блок 170). Вводимый инертный газ (например, инертный газ, вводимый через систему 24 введения газа (фиг. 1) и/или инертный газ, вводимый в средство 14 подачи охладителя, из источника 64 инертной текучей среды (фиг. 3)) затем собирается через систему газоотвода и далее может быть очищен (блок 180). По мере продолжения растекания исполнение машиночитаемых инструкций контроллером 35 далее управляет сбором и очисткой инертного газа посредством, например, управления насосом 32 (фиг. 1).
Существенная польза, достигаемая при использовании инертной текучей среды, более легкой, чем воздух, состоит в том, что остаточные газы не будут скапливаться в литейной яме, приводя к созданию опасных условий эксплуатации в самой яме. Были многочисленные случаи того, что более тяжелые, чем воздух, газы при нахождении в ограниченных пространствах приводили к смерти от удушья. Даже при том, что литейная яма в целом рассматривается как ограниченное пространство, никакого дополнительного добавления внешнего воздуха к атмосфере внутри литейной ямы не потребуется. Ожидаемо, что в литейной яме будет отслеживаться подача воздуха в ограниченное пространство, чтобы не возникало проблем, связанных с технологическим газом.
Этот процесс описывает уникальную методику надлежащего подавления растеканий или прорывов Al-Li, такую, при которой оказывается возможной успешная эксплуатация промышленного способа без привлечения посторонних процессов, таких как литье с применением жидкостей, например, этиленгликоля, которые делают данный процесс неэкономичным и потенциально пожароопасным. Как понятно любому специалисту в области литья слитков, следует констатировать, что растекания и прорывы случаются при любой разливке с прямым охлаждением. В целом их частота будет очень низка, но в течение нормального режима эксплуатации механического оборудования что-то может происходить вне надлежащего рабочего диапазона и способ не будет выполняться так, как ожидается. Данное воплощение описанного устройства и способа, а также применение описанного здесь устройства минимизирует вероятность взрывов водорода вследствие контактов воды с расплавленным металлом при растеканиях или прорывах в ходе литья сплавов Al-Li, которые приводят к жертвам и повреждению имущества.
Al-Li сплав, полученный с использованием описанной выше литейной ямы с прямым охлаждением, может содержать приблизительно от 0,1% до 6% лития или приблизительно от 0,1% до 3% лития. Al-Li сплав, полученный с использованием описанного выше устройства, содержит Li 0,1-6,0%, меди 0,1-4,5% и магния 0,1-6%, а также серебро, титан, цирконий в качестве незначительных добавок, и со следами щелочных и щелочноземельных металлов, при этом алюминий составляет остальное. В качестве Al-Li сплава могут быть выбраны следующие сплавы: сплав 2090 (медь 2,7%, литий 2,2%, серебро 0,4% и цирконий 0,12%), сплав 2091 (медь 2,1%, литий 2,09% и цирконий 0,1%), сплав 8090 (литий 2,45%, цирконий 0,12%, медь 1,3% и магний 0,95%), сплав 2099 (медь 2,4-3,0%, литий 1,6-2,0%, цинк 0,4-1,0%, магний 0,1-0,5%, марганец 0,1-0,5%, цирконий 0,05-0,12%, железо 0,07% максимум; и кремний 0,05% максимум), сплав 2195 (1% литий, 4% медь, 0,4% серебро и 0,4% магний) и сплав 2199 (цинк 0,2-0,9%, магний 0,05-0,40%, марганец 0,1-0,5%, цирконий 0,05-0,12%, железо 0,07% максимум и кремний 0,07% максимум). В качестве примера Al-Li сплава может быть выбран такой, который имеет следующие свойства: предел прочности на разрыв 100000 фунтов на квадратный дюйм («psi») и предела текучести 80000 psi.
На фиг. 5 показан вид сбоку схемного решения системы для получения одного или нескольких промежуточных продуктов литья, таких как чушки, слябы, слитки, блюмные заготовки или другие формы при способе литья с прямым охлаждением. Система 200 включает в себя индукционную печь 205, содержащую камеру 210 и резервуар 230 для плавки, вокруг которого расположена индукционная катушка. Для приготовления Al-Li сплава твердый алюминий, литий и любые другие металлы для требуемого состава сплава загружают в нижнюю часть камеры 210 печи 210 и в резервуар 230 для плавки. Соответственно, вначале перед введением металлического лития может вводиться металлический алюминий. Металлический литий вводится, как только расплавляется металл алюминия. Другие металлы могут вводиться перед или совместно с исходным введением алюминия, или же до, после или вместе с металлическим литием. Такие металлы могут вводиться с помощью загрузочного устройства. Металлы плавятся под действием индукционного нагрева (с помощью индукционной катушки) и расплавленные металлы транспортируются через трубопровод, например, подачей самотеком к первому фильтру 215, через дегазатор 220, ко второму фильтру 225 и к узлу 240 образования промежуточного продукта литья.
Индукционная печь 205 в системе 200 включает в себя индукционную катушку, окружающую резервуар 230 для плавки. Между внешней поверхностью резервуара 230 для плавки и внутренней поверхностью индукционной катушки может быть зазор, в котором может циркулировать инертный газ. Показана циркуляция газа вокруг цилиндрического резервуара (например, вокруг всей внешней поверхности резервуара). Показана подсистема циркуляции газа, связанная с системой 200. Газ, такой как инертный газ (например, гелий), подается из источника 255 газа через, например, трубу из нержавеющей стали. Поступлением газа управляют различные клапаны. Когда газ поступает из источника 255 газа, примыкающий к источнику 255 газа клапан 256 открывается, как и клапан 251, чтобы позволить газу войти в загрузочное отверстие 245, а также клапан 252, чтобы дать возможность исходящему через выпускное отверстие 246 газу поступать в циркуляционную подсистему. Газ вводится в загрузочное отверстие 245, связанное с индукционной печью 205. Вводимый газ циркулирует в зазоре между резервуаром 230 для плавки и индукционной катушкой. Циркулирующий газ затем выходит из индукционной печи 205 через выпускное отверстие 246. Из выпускного отверстия 246 газ проходит через поточный анализатор 258 водорода. Анализатор 258 водорода измеряет количество (например, концентрацию) водорода в газовом потоке. Если это количество превышает, например, 0,1 объемных процента, газ отводится в атмосферу через выпускной клапан 259. Циркулирующий газ из выпускного отверстия 246 также проходит через очиститель 260. Очиститель 260 является подходящим или настраиваемым для удаления водорода и/или влаги из инертного газа. Примером очистителя для удаления влаги является осушитель. После очистителя 260 газ подвергается воздействию теплообменника 270. Теплообменник 270 настраивается для отвода тепла из газа так, чтобы регулировать температуру газа до, например, уровня ниже 120°F. При циркуляции через зазор между индукционной катушкой и резервуаром для плаки газ может отбирать/сохранять теплоту, и температура газа повышается. Теплообменник 270 сконструирован для снижения температуры газа и для возврата такой температуры до целевого уровня температур, который составляет менее 120°F, и отвечает температуре, близкой к комнатной. В дополнение к подверганию газа воздействию теплообменника 270 газ может охлаждаться посредством подвергания его воздействию источника 275 охлаждения. Таким образом, температура газа может быть значительно снижена до входа/повторного входа в индукционную электропечь 205. Как показано на фиг. 5, подсистема 250 циркуляции газа включает устройство 280 контроля температуры (например, термопару), расположенное до загрузочного отверстия 245. Устройство 280 контроля температуры предназначается для измерения температуры газа, подаваемого в загрузочное отверстие 245. Циркуляция газа через описанные ступени подсистемы 250 циркуляции газа (например, анализатор 258 водорода, очиститель 260, теплообменник 270 и источник 275 охлаждения) может осуществляться по трубе, например, трубе из нержавеющей стали, с которой связана каждая описанная ступень. Кроме того, понятно, что порядок описанных этапов может варьировать.
Газ, циркулирующий по зазору между резервуаром 230 для плавки и индукционной катушкой, является атмосферным воздухом. Такое решение может применяться в случае сплавов, которые не содержат описанных выше реакционноспособных элементов. Когда в зазор должен вводиться атмосферный воздух, подсистема 250 циркуляции газа может изолироваться для избежания загрязнения. Соответственно, клапаны 251, 252 и 256 находятся в закрытом состоянии. Чтобы позволить воздуху поступать в загрузочное отверстие 245, питающий клапан 253 открывается. Выпускной клапан 257 открывается, чтобы обеспечить возможность отвода воздуха из выпускного отверстия 246. Питающий клапан 253 для воздуха и клапан 257 выпуска воздуха перекрываются в случае задействования подсистемы 250 циркуляции газа, и газ подается из источника 255 газа. При открытых питающем клапане 253 для воздуха и выпускном клапане 257 для воздуха атмосферный воздух подается в зазор с помощью нагнетателя 258 (например, приточного вентилятора). Нагнетатель 258 создает воздушный поток, который обеспечивает подачу воздуха (например, через трубопровод) к питающему клапану 245 в объеме порядка 12000 куб. фут/мин. Воздух циркулирует через зазор и выбрасывается через выпускное отверстие 246 в атмосферу.
Как указывалось выше, выходящий из индукционной печи 205 расплавленный сплав протекает через фильтр 215 и фильтр 225. Каждый из этих фильтров предназначается для фильтрации из расплава примесей. Расплав также проходит через потоковый дегазатор 220. Дегазатор 220 настроен для удаления нежелательных газовых компонентов (например, газообразного водорода) из расплава. После фильтрации и дегазации расплава этот расплав может быть введен в узел 240 получения промежуточного продукта литья, где может быть получен один или несколько промежуточных продуктов литья (например, чушки, слябы) с помощью способа литья с прямым охлаждением. Узел 240 получения промежуточного продукта литья включает в себя систему литья с прямым охлаждением, подобную системе 5 на фиг. 1, которая описывается сопутствующим текстом. Такая система представительно включает, но не ограничивается литейной ямой, имеющей верхний участок, средний и нижний участки; литейную форму, расположенную в верхнем участке литейной ямы, при этом данная литейная форма включает имеющийся в ней резервуар; детектор жидкого металла, способный обнаруживать растекание или прорыв; систему вытяжной вентиляции, предназначенную для удаления образующихся газов, включая источники воспламенения и реакционноспособные материалы из литейной ямы; систему введения газа, включая источник инертного газа, предназначенную для подачи инертного газа к литейной яме; отверстия для введения воздуха, предназначенные для введения воздуха в литейную яму; систему сбора, предназначенную для сбора инертного газа, исходящего из литейной ямы (например, через систему вытяжной вентиляции), и удаления компонентов (например, пара), содержащихся в инертном газе; и систему рециркуляции, предназначенную для обеспечения рециркулирования собранного инертного газа. Система литья с прямым охлаждением включает в себя систему подачи охладителя, которая включает клапанную систему, связанную с питающим трубопроводом, такую как показана на фиг. 2 и 3. Клапанная система включает в себя первый клапан, предназначенный для манипулирования потоком охладителя (например, воды) из источника охладителя, и второй клапан, предназначенный для манипулирования потоком инертной текучей среды из источника(-ов) инертной текучей среды.
Описанная выше система может управляться контроллером. Контроллер 290 настроен для управления функционированием системы 200. Соответственно, различные узлы, такие как индукционная печь 205; первый фильтр 215; дегазатор 220; второй фильтр 225; и узел 240 получения промежуточного продукта литья, электрически связаны с контроллером 290 либо по проводам, либо беспроводным образом. Контроллер 290 содержит машиночитаемые программные инструкции в форме энергонезависимого носителя данных. Программные инструкции обеспечивают реализацию способа плавления загрузки в индукционной электропечи 205 и доставку расплава к узлу 240 получения промежуточного продукта литья. Что касается плавления загрузки, программные инструкции включают, например, инструкции по перемешиванию расплава, функционированию индукционной катушки и циркуляции газа по зазору между индукционной катушкой и резервуаром 230 для плавки. Когда загрузочное устройство включает в себя средство для перемешивания или миксер, программные инструкции включают инструкции по перемешиванию расплава. Что касается доставки расплава к узлу 240 получения промежуточного продукта литья, такие инструкции включают инструкции по установлению потока расплава от индукционной печи 205 через питающие каналы и дегазаторы. В узле 240 получения промежуточного продукта литья инструкции управляют образованием одной или нескольких чушек или слябов. Что касается образования одной или нескольких чушек, программные инструкции включают, например, инструкции, обеспечивающие опускание одного или нескольких литейных цилиндров 295 и распыление охладителя 297 для отверждения отлитого металлического сплава.
Контроллер 290 также регулирует и контролирует систему. Такое регулирование и контроль могут выполняться некоторым количеством датчиков по всей системе, которые либо посылают сигналы контроллеру 290, либо опрашиваются контроллером 290. Например, в отношении индукционной электропечи 205 такие отслеживающие устройства могут включать в себя один или несколько датчиков температуры или термопар, связанных с резервуаром 230 для плавки и/или верхней камерой 210 печи. Другие отслеживающие устройства включают в себя устройство 280 отслеживания температуры, связанное с подсистемой 250 циркуляции газа, которое обеспечивает поддержание надлежащей температуры газа (например, инертного газа), введенного в зазор между резервуаром 230 для плавки и внутренней поверхностью индукционной катушки. Отслеживанием температуры циркулирующего газа можно поддерживать в желательном положении плоскость затвердевания, связанную с резервуаром 230 для плавки, температура внешней поверхности вмещающего расплав резервуара также может измеряться и отслеживаться контроллером 290 при размещении термопары в непосредственной близости от внешней поверхности резервуара 230 для плавки (термопара 344). Другое отслеживающее устройство, связанное с подсистемой 250 циркуляции газа, соединено с анализатором 258 водорода. Когда анализатор 258 водорода обнаруживает избыточное количество водорода в газе, контроллеру 290 посылается сигнал или оно обнаруживается им самим, и контроллер 290 открывает выпускной клапан 259. Контроллер 290 также управляет открытием и закрытием клапанов 251, 252 и 256, связанных с подсистемой 250 циркуляции газа, когда газ подается из источника 255 газа (все клапаны находятся в открытом состоянии) со скоростью потока газа, которая, например, контролируется той степенью, в которой контроллер 290 раскрывает клапаны, и когда окружающая атмосфера поступает от нагнетателя 258 притом, что все клапаны закрыты, кроме клапана 253 подвода воздуха и клапана 257 сброса воздуха. Когда воздух циркулирует через зазор, контроллер 290 может регулировать скорость нагнетателя 258 и/или степень раскрытия питательного клапана 253 для регулирования температуры внешней поверхности резервуара 230 для плавки, исходя из, например, данных измерений температуры термопарой 344, размещенной в непосредственной близости от резервуара 230 для плавки. Следующее отслеживающее устройство включает в себя, например, зонды, связанные с подсистемой обнаружения растеканий, связанной с индукционной электропечью 205. Что касается всей системы 200, могут быть обеспечены дополнительные отслеживающие устройства, например, отслеживающие растекание или прорыв жидкого металла в системе. Что касается контроля и отслеживания растеканий и прорывов в узле 240 получения промежуточного продукта литья, в одном воплощении контроллер 290 отслеживает и/или управляет по меньшей мере потоком охладителя к резервуару литейной формы, потоком инертного газа к резервуару литейной формы, движением плиты в литейной яме, системой вытяжной вентиляции, системой введения газа (например, инертного газа) и системой рециркуляции.
Вышеописанная система может быть использована для получения чушек, или слябов, или промежуточных продуктов литья в других формах, которые могут применяться в различных отраслях промышленности, включая, но не ограничиваясь автомобильной промышленностью, индустрией спорта, авиационной и космической отраслями промышленности. Иллюстрируемые системы представляют систему для получения чушек или слябов способом литья с прямым охлаждением. В качестве варианта, в подобной системе могут быть получены слябы или другие заготовки помимо круглых или прямоугольных. Полученные чушки могут применяться, например, для экструдирования или штамповки желательных компонентов для самолетов, автомобилей или для нужд любой промышленности, использующей экструдированные металлические детали. Аналогичным образом, слябы или литье других форм могут использоваться для получения каких-либо компонентов, например, компонентов для автомобильной, авиационной или космической отраслей промышленности прокаткой или штамповкой.
Описанная выше система иллюстрирует одну индукционную электропечь, снабжающую узел 240 образования промежуточного продукта литья. Система может включать множество индукционных электропечей и, соответственно, множество подсистем циркуляции газа, включая множество исходных газов, множество фильтров и дегазаторов.
Таким образом, здесь описаны пригодные для промышленного применения способ и устройство, подходящие для минимизации взрывного потенциала при литье Al-Li сплавов с прямым охлаждением. Понятно, что хотя данное описание касается Al-Li сплавов, указанные способ и устройство могут применяться и при литье других металлов и сплавов.
Очевидно, что некоторые из раскрываемых выше и других признаков и функций, или их альтернатив или вариантов могут при необходимости объединяться во многие другие иные системы или применения. Также подразумевается, что те различные альтернативы, модификации, изменения или усовершенствования, которые впоследствии могут быть сделаны специалистами в данной области, являются охватываемыми следующей далее формулой изобретения.
В вышеприведенном описании для целей пояснения формулируются многочисленные конкретные требования и некоторые конкретные детали для обеспечения полного понимания воплощений. При этом специалисту в данной области будет очевидно, что одно или несколько других воплощений могут быть реализованы без некоторых из этих конкретных деталей. Описанные предпочтительные воплощения не предполагают ограничения изобретения, но лишь иллюстрируют его. Объем изобретения не должен ограничиваться конкретными, представленными выше примерами, но только согласно приводимой ниже формуле изобретения. В других примерах в виде блок-схемы известные конструкции, устройства и операции показаны без деталировки, чтобы избегнуть возможного усложнения в понимании описания. Когда это признается уместным, номера позиций или заключительные разряды номеров позиций повторяются на Фигурах, чтобы отобразить соответствующие или аналогичные элементы, которые при необходимости могут иметь подобные характеристики.
Следует также учитывать, что ссылки по всему данному описанию, например, на «одно воплощение», «воплощение», «одно или несколько воплощений» или «различные воплощения», означают, что конкретный признак может быть включен в осуществление данного изобретения. Аналогичным образом следует учитывать, что в данном описании различные признаки иногда группируется в одном воплощении, Фигуре или его описании для целей упрощения раскрытия и содействия в понимании различных объектов изобретения. Однако этот способ раскрытия не должен интерпретироваться как отражение намерения того, что изобретение требует большего количества признаков, чем явно указывается во всех пунктах формулы изобретения. Скорее следующая формула изобретения отражает то, что объекты изобретения могут находиться не во всех признаках единственного раскрываемого воплощения. В другой ситуации объект изобретения может включать комбинацию воплощений, описанных здесь или в комбинации, включающей не все объекты, описанные в комбинации воплощений. Таким образом, формула изобретения, следующая за подробным описанием, тем самым явно включена в это подробное описание с каждым пунктом формулы изобретения, самостоятельно отвечающим отдельному воплощению изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ | 2014 |
|
RU2678848C2 |
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ | 2013 |
|
RU2639185C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МИНИМИЗАЦИИ ВЕРОЯТНОСТИ ВЗРЫВОВ ПРИ ЛИТЬЕ С ПРЯМЫМ ОХЛАЖДЕНИЕМ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ | 2013 |
|
RU2639901C2 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И ВЫДЕРЖИВАНИЯ СПЛАВА | 2014 |
|
RU2716571C2 |
| СИСТЕМА БЕССЛИТКОВОГО ЛИТЬЯ МЕТАЛЛА | 2005 |
|
RU2353463C2 |
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| СПОСОБ СВОБОДНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ СВОБОДНОГО ЛИТЬЯ И ЛИТОЕ ИЗДЕЛИЕ | 2011 |
|
RU2550465C2 |
| РЕГИСТРАЦИЯ СОБЫТИЙ В СИСТЕМЕ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2021 |
|
RU2815517C1 |
| СИСТЕМА КОНТРОЛИРУЕМОЙ ВЫРАБОТКИ ВОДОРОДА НА МЕСТЕ ПО НЕОБХОДИМОСТИ ПРИ ПОМОЩИ ВТОРИЧНОГО ЖИДКОГО МЕТАЛЛИЧЕСКОГО РЕАГЕНТА И СПОСОБ, ИСПОЛЬЗОВАННЫЙ В СИСТЕМЕ | 2011 |
|
RU2555022C2 |
| СИСТЕМА, УСТРОЙСТВО И СПОСОБ ВЕНТИЛИРОВАНИЯ БЕССЛИТКОВОГО ЛИТЬЯ | 2021 |
|
RU2815203C1 |
Изобретение относится к литейному производству. Устройство содержит литейную яму, имеющую верхнюю, среднюю и нижнюю части; литейную форму, расположенную в верхней части литейной ямы и включающую в себя полость, имеющую резервуар; средство подачи охладителя, выполненное с возможностью подачи охладителя на поверхность литой заготовки; подвижную плиту, выполненную с возможностью поддержания литой заготовки при ее затвердевании в литейной форме; средство для обнаружения возникновения растекания; группу выпускных отверстий для удаления водяного пара, расположенных вокруг периметра по меньшей мере верхней части литейной ямы; и средство для введения инертной текучей среды в средство подачи охладителя в ответ на обнаружение растекания средством обнаружения растекания. Способ включает введение расплавленного металла в литейную форму и охлаждение расплавленного металла посредством подачи охладителя на отверждаемый металл в литейной яме, имеющей верхнюю, среднюю и нижнюю части, а также подвижную плиту, обнаружение растекания или прорыва, после которого осуществляют откачивание из литейной ямы образовавшегося газа со скоростью потока большей, чем скорость потока до обнаружения растекания или прорыва, вводят инертный газ в литейную яму, имеющий плотность ниже плотности воздуха, вводят инертную текучую среду в средство подачи охладителя, связанное с литейной формой, и останавливают поток охладителя к средству подачи охладителя. Технический результат: минимизация взрывного потенциала при литье сплавов с прямым охлаждением. 6 н. и 28 з.п. ф-лы, 5 ил.
1. Устройство для литья с прямым охлаждением литой заготовки, содержащее
литейную яму, имеющую верхнюю, среднюю и нижнюю части;
литейную форму, расположенную в верхней части литейной ямы и включающую в себя полость, имеющую резервуар;
средство подачи охладителя, выполненное с возможностью подачи охладителя на поверхность литой заготовки;
подвижную плиту, выполненную с возможностью поддержания литой заготовки при ее затвердевании в литейной форме;
средство для обнаружения возникновения растекания;
группу выпускных отверстий для удаления водяного пара, расположенных вокруг периметра по меньшей мере верхней части литейной ямы;
и средство для введения инертной текучей среды в средство подачи охладителя в ответ на обнаружение растекания средством обнаружения растекания.
2. Устройство по п. 1, дополнительно содержащее группу выпускных отверстий для удаления водяного пара, расположенных вокруг периметра средней и нижней частей литейной ямы.
3. Устройство по п. 2, в котором группы выпускных отверстий для удаления водяного пара расположены на расстоянии 0,3–0,5 м и 1,5–2,0 м от выхода из литейной формы и у основания литейной ямы.
4. Устройство по п. 1, дополнительно содержащее средство для непрерывного удаления водяного пара из литейной ямы через выпускные отверстия для удаления водяного пара независимо от обнаружения растекания или прорыва, а также средство для отсасывания водяного пара и других газов из верхней части литейной ямы, непрерывного удаления по меньшей мере части воды из такой смеси и рециркуляции других газов в верхнюю часть литейной ямы при отсутствии растекания и полной откачки водяного пара и других газов из верхней области в ответ на обнаружение растекания средством обнаружения растекания.
5. Устройство по п. 2, в котором группа выпускных отверстий для удаления водяного пара выполнена с возможностью непрерывной откачки.
6. Устройство по п. 1, в котором средство для введения инертной текучей среды в средство подачи охладителя содержит клапанную систему, содержащую по меньшей мере первый клапан и второй клапан, при этом первый клапан выполнен с возможностью подачи охладителя в резервуар или в средство подачи охладителя, а второй клапан выполнен с возможностью подачи инертной текучей среды в резервуар или в средство подачи охладителя.
7. Устройство по п. 6, в котором система клапанов выполнена с возможностью выборочной подачи смеси охладителя и инертной текучей среды или инертной текучей среды к зоне отверждения литой заготовки.
8. Устройство по п. 6, в котором система клапанов расположена перед резервуаром.
9. Устройство по п. 6, в котором инертная текучая среда является газообразным гелием.
10. Устройство по п. 6, в котором инертная текучая среда является смесью газообразных гелия и аргона.
11. Устройство по п. 6, в котором инертная текучая среда является смесью газообразных гелия и аргона, содержащей по меньшей мере 20% гелия.
12. Устройство по п. 6, в котором инертная текучая среда является смесью газообразных гелия и аргона, содержащей по меньшей мере 60% гелия.
13. Устройство по любому из пп. 1-12, в котором литая заготовка выполнена из алюминиево-литиевого сплава.
14. Способ литья с прямым охлаждением литой заготовки, включающий введение расплавленного металла в литейную форму и охлаждение расплавленного металла посредством подачи охладителя на отверждаемый металл в литейной яме, имеющей верхнюю, среднюю и нижнюю части и подвижную плиту, обнаружение растекания или прорыва, после которого осуществляют откачивание из литейной ямы образовавшегося газа со скоростью потока большей, чем скорость потока до обнаружения растекания или прорыва, вводят инертный газ в литейную яму, имеющий плотность ниже плотности воздуха, вводят инертную текучую среду в средство подачи охладителя, связанное с литейной формой, и останавливают поток охладителя к средству подачи охладителя.
15. Способ по п. 14, в котором инертная текучая среда содержит газообразный гелий или смесь газообразных гелия и аргона.
16. Способ по п. 14, в котором образовавшийся в литейной яме газ откачивают посредством группы выпускных отверстий, расположенных вокруг периметра по меньшей мере верхней части литейной ямы.
17. Способ по п. 16, в котором образовавшийся в литейной яме газ откачивают посредством группы выпускных отверстий, расположенных вокруг средней и нижней частей литейной ямы.
18. Способ по п. 14, в котором инертный газ вводят через группу отверстий для введения газа, расположенных вокруг периметра по меньшей мере верхней части литейной ямы.
19. Способ по п. 14, в котором инертный газ вводят через группу отверстий для введения газа, расположенных вокруг периметра верхней, средней и нижней частей литейной ямы.
20. Способ по п. 14, дополнительно включающий в себя остановку потока расплавленного металла к литейной форме при обнаружении растекания или прорыва.
21. Способ по любому из пп. 14-20, в котором литую заготовку выполняют из алюминиево-литиевого сплава.
22. Система для литья с прямым охлаждением литой заготовки, содержащая
по меньшей мере одну печь, содержащую резервуар для плавки,
и узел литья литой заготовки, соединенный с по меньшей мере одной печью, выполненный с возможностью получения расплавленного металла из по меньшей мере одной печи и включающий в себя
литейную яму,
по меньшей мере одну литейную форму, расположенную в верхней части литейной ямы и содержащую полость, имеющую резервуар,
средство подачи охладителя, выполненное с возможностью подачи охладителя на поверхность литой заготовки, выходящей из литейной формы,
средство для введения инертной текучей среды в средство подачи охладителя,
по меньшей мере одну подвижную плиту, расположенную в литейной яме и выполненную с возможностью поддержки литой заготовки при ее отверждении в литейной форме,
группу выпускных отверстий для удаления водяного пара, расположенных вокруг периметра по меньшей мере верхней части литейной ямы,
и средство для обнаружения возникновения растекания.
23. Система по п. 22, в которой узел литья литой заготовки содержит группу отверстий для введения газа, расположенных вокруг периметра по меньшей мере верхней части литейной ямы, и источник инертного газа, выполненный с возможностью подачи инертного газа к группе отверстий для введения газа.
24. Система по п. 22, в которой инертная текучая среда является газообразным гелием.
25. Система по п. 22, в которой инертная текучая среда является смесью газообразных гелия и аргона.
26. Система по п. 22, в которой инертная текучая среда является смесью газообразных гелия и аргона, содержащей по меньшей мере 20% гелия.
27. Система по п. 22, в которой средство для введения инертной текучей среды в средство подачи охладителя содержит систему клапанов, включающую в себя по меньшей мере первый клапан и второй клапан, при этом первый клапан выполнен с возможностью подачи охладителя в резервуар или в средство подачи охладителя, а второй клапан выполнен с возможностью подачи инертной текучей среды в резервуар или в средство подачи охладителя.
28. Система по п. 22, в которой инертная текучая среда является смесью газообразных гелия и аргона, содержащей по меньшей мере 60% гелия.
29. Система по любому из пп. 22-28, в которой литая заготовка выполнена из алюминиево-литиевого сплава.
30. Литая заготовка, полученная посредством системы по п. 22 и выполненная из алюминиево-литиевого сплава.
31. Литая заготовка по п. 30, в которой сплав содержит 0,1–6% лития.
32. Литая заготовка по п. 30, в которой сплав имеет предел прочности на разрыв, равный 100000 фунтов на квадратный дюйм (6895 бар), и предел текучести, равный 80000 фунтов на квадратный дюйм (5516 бар).
33. Прессованное изделие, полученное из литой заготовки по п. 30.
34. Изделие, выполненное в виде компонента самолета или автомобиля, отличающееся тем, что оно получено из литой заготовки по п. 30.
| US 4651804 A, 24.03.1987 | |||
| US 4593745 A, 10.06.1986 | |||
| Вяжущее | 1973 |
|
SU497254A1 |
| 0 |
|
SU402692A1 | |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИХ ЛИТИЙ | 2008 |
|
RU2381865C1 |

