I
Изобретенне относится к металлургии, а именно к непрерьииюй рачливке металлов и сплавов.
Целью изобретения является повышение качества изделий.
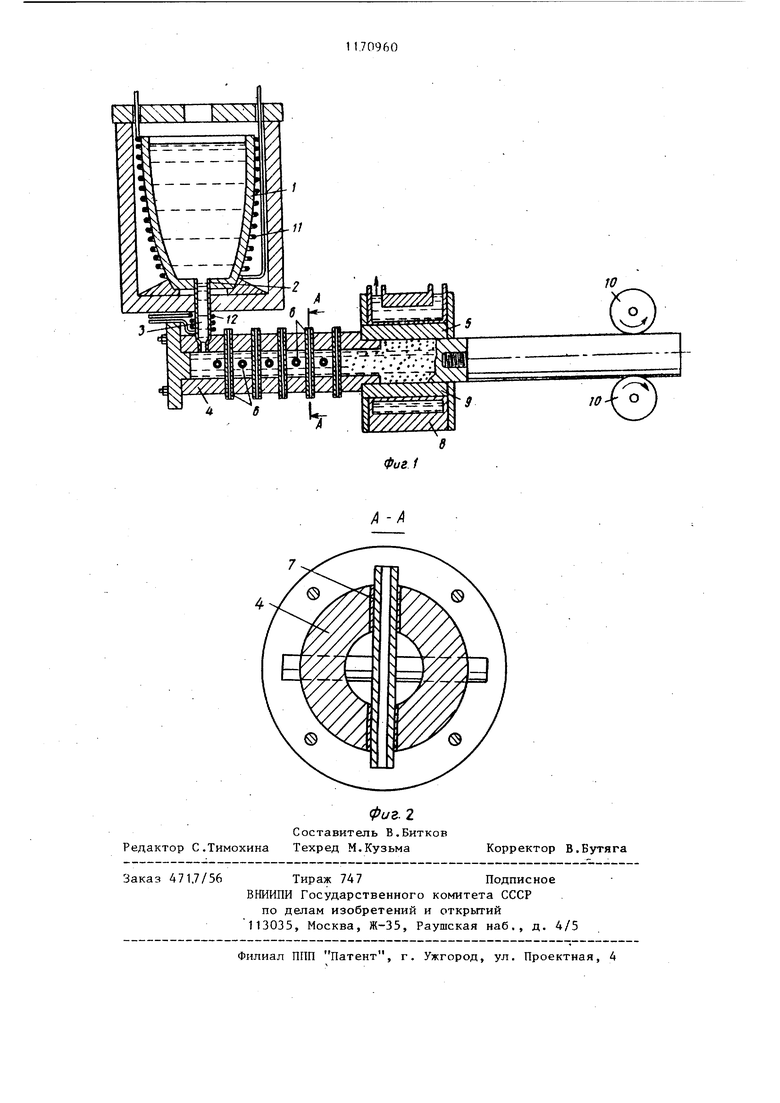
На фиг. 1 схематически представлено предлагаемое устройство, общий вид, на фиг. 2 - разрез Л-Л на фиг. 1.
Устройство для непрерывного литья изделий из металла содержит емкость 1 с выходным отверстием 2 и стаканом 3, соединенную посредством разливочной трубы 4, расположенной горизонтально, с литейной формой 5, например кристаллизатором машины непрерывного литья. Разливочная труба 4 выполнена из огнеупорного теплоизоляционного материала, например тугоплавкой керамики, и в ней установлены охлаждающие элементы 6, размещенные перпендикулярн потоку расплавленного металла, причем по крайней мере один охлаждающий элемент вьшолнен из материала с высокой теплопроводностью, например графита. Охлаждающие элементы 6 выполнены в виде стержней, проходящих через отверстия 7, просверленные в стенке разливочной трубы А, и могут быть выходить за пределы наружной поверхности разливочной трубы 4. Охлаждающие элементы 6 выполнены полыми для прохода охладителя, например воды или воздуха, и расположены вдоль продольной оси разливочной трубы 4, при этом оси соседних охлаждающих элементов 6 расположены взаимно перпендикулярно друг к другу. Литейная форма 5, например кристаллизатор мащины непрерьшного литья, содержит охлаждаемый кольцевой медньй кожух 8, в котором размещен графитовый блок 9, скрепленный с торцом разливочной трубы 4 За кристаллизатором расположена hapa вытягивающих роликов 10. Емко сть 1 с разливочным стаканом 3 нагревается с помощью нагревателей 11 и 12.
Рабспа ycTposicTBa осущостнляется следующим образом.
В емкость 1 заливается расплав и после вьщержки подается через разливочную трубу 4 в кристаллизатор машины непрерывного литья, в которда предварительно введена затравка. В то же время в охлаждающие элементы 6 подается охладитель
и расплавленный металл, проходя через разливочную трубу 4 с размещенными в ней охлаждаемыми стержнями 6, охлаждается, и образуется суспензия .
Металлическая суспензия попадает в кристаллизатор, где происходит формирование слитка и с помощью тянущих роликов 10 слиток вытягивается из кристаллизатора.
Пример. Расплавленный алюминиевый сплав LM4 заливают в емкость 1, где он вьщерживается при 660 С. Из емкости 1 расплавленный сплав подается через разливочный стакан 3 и разливочную трубу 4 в кристаллизатор машины непрерывного литья. Разливочная труба 4 изготовлена из тугоплавкого керамического .материала GC50, который представляет собой окись алюминия, упрочненную волокнами окиси крем-, ния. Длина разливочной трубы 425мм, внутренний диаметр 38 мм, минималькая толщина стенок 29 мм. Поперек трубы расположены десять полых графитовых охлаждающих стержней, каждый из которых имеет длину 96 мм, внутренний диаметр 15 мм. Стержни
расположены взаимно перпендикулярно друг к другу на расстоянии 20 мм. Через стержни подается воздух, конкретнее только в два последних, температура сплава после последнего стрер стержня составляет 592 С. Отливают слиток диаметром 59 мм со скоростью литья 220 мм/мин.
Изобретение позволяет улучшить структуру отливаемых слитков и повысить их качество.
1. УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛА, содержащее емкость с выходным отверстием для расплавленного металла, соединенную посредством разливочной трубы, вьтолненной из огнеупорного теплоизоляционного материала, с литейной формой, отличающее с я тем, что, с цепью повышения качества изделий, оно снабжено охлаждающими элем ентами, установленными в трубе перпендикулярно потоку расплавленного металла, причем по крайней мере один охлаждающий элемент вып-олнен из материала с высокой теплопроводностью. 2.Устройство по п. 1, отличающееся тем, что охлаждающие элементы выполнены в виде стержней. 3.Устройство по пп. 1 и 2, отличающееся тем, что по крайней мере один охлаждающий элемент выполнен из,графита. 4.Устройство по пп. 1-3, отличающееся тем, что по крайней мере один охлаждающий элемент выходит за пределы наружной поверхности разливочной трубы. 5.Устройство по пп. 1-4, отличающееся тем, что по с ю крайней мере, один охлаждающий элемент выполнен полым для прохода СО охладителя - воды или воздуха. С 6.Устройство по пп. 1 и 2, отличающееся тем, что охлаждающие элементы расположены вдоль продольной оси разливочной трубы, при этомоси соседних охлаждающих элементов взаимно перпендикулярны друг к другу. 7.Устройство по пп. 1-6, е личающееся тем, что стенки разливочной трубы выполнены из тугоплавкой керамики.
| Э | |||
| Германн | |||
| Непрерывное литье | |||
| М.: Металлургиздат, 1961, с | |||
| Накладной висячий замок | 1922 |
|
SU331A1 |
| Дуговой генератор | 1924 |
|
SU940A1 |
