(54) ПРАВИЛЬНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| РОЛИКОВАЯ МАШИНА ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1080295A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| МАШИНА ДЛЯ ПРАВКИ ИЗДЕЛИЙ-:оо;ознАЯ^-НГЬЗ.;;х1:н';Е-^ш^-•'&/;мо7гкл | 1971 |
|
SU307832A1 |
| Роликовая правильная машина | 2017 |
|
RU2690391C1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
Изобретение относится к правке листового материала, проката.
Известна правильная машина, содержащая расположенные на станине подвижную и неподвижную траверсы с кассетами для установки роликов, а также устройство для иодачи изделий в зону правки.
Цель изобретения - повысить производительность и качество правки.
Для этого в предложенном устройстве каждая кассета снабжена вкладышами, размещенными в наклонных пазах, выполненных в ее корпусе, а также скобами для установки вкладышей, соединенными винтами с корпусом кассеты.
Устройство для подачи изделий в зону правки выполнено в виде толкателей, уста новленных по обеим сторонам машины на ползунах, перемещающихся по наклонным направляющим.
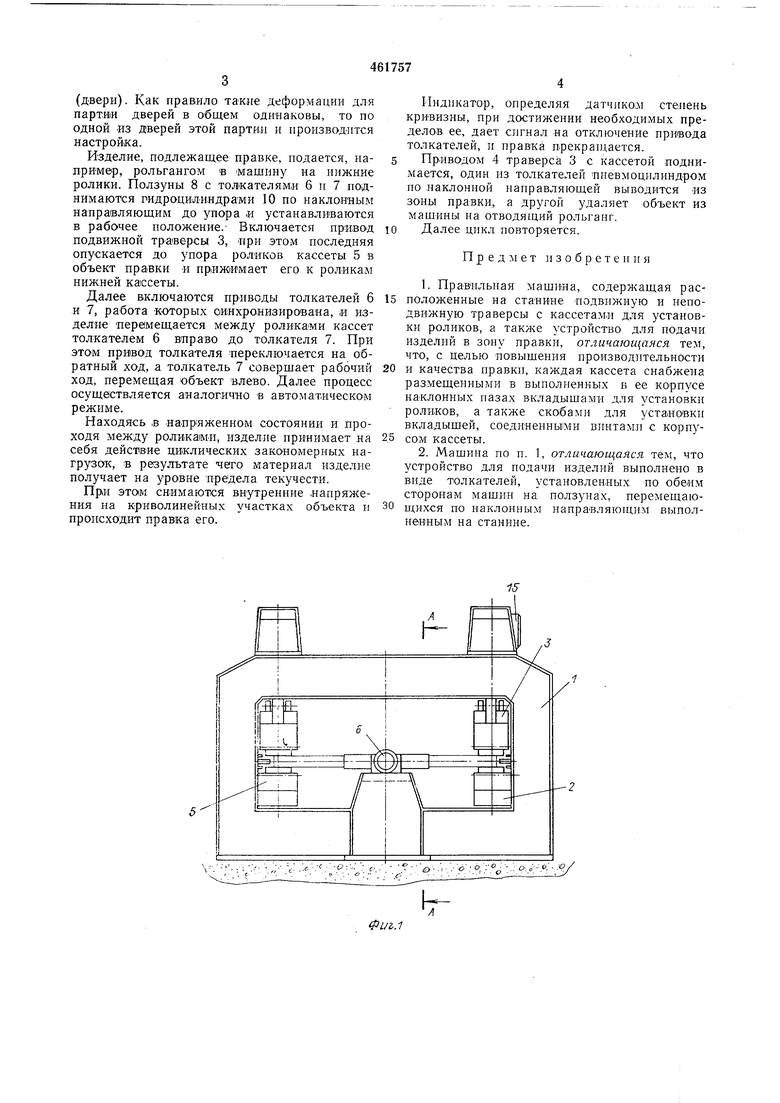
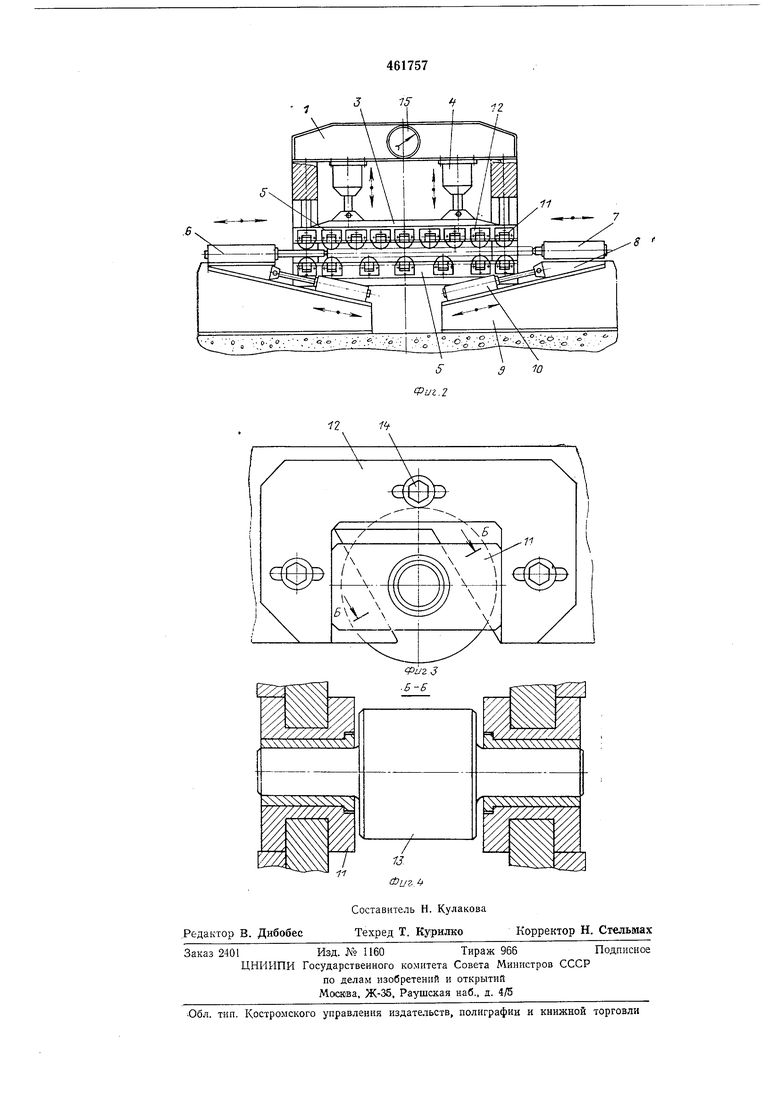
На фиг. 1 показана описываемая машина, вид сбоку; на фиг. 2 - разрез по Л-Л на фиг. 1; на фиг. 3 и 4 - ролик в кассете.
На станине 1 машины размещены две неподвижные 2 и две подвижные 3 траверсы. Подвижные траверсы установлены на колонках и перемещаются по ним приводом 4. К 1ПОДВИЖНЫМ траверсам 3 жестко крепятся роликовые кассеты 5. На неподвижных траверсах установлены аналогичные кассеты.
Машина содержит толкатели изделий, подлежащих правке, гидроцилнндры 6 и 7, которые установлены на ползунах 8 на наклонных направляющих 9, и перемепд,аются по ним пневмоцилиндрами 10.
В наклонные пазы кассет 5 (фиг. 3) установлены вкладыши И и скобы 12 для монтажа роликов 13. Вкладыши 11-прямоугольные бобышки - смонтированы на концах роликов и имеют по бокам наклонные вырезы, соответствующие пазам кассет. Прямоугольной частью вкладыши входят в скобы 12, которые крепятся сбоку кассеты 5 винтами 14 с возможностью перемеще 1 1Я по ней.
При перемещении окобы 12 вдоль траверсы ролик 13 поднимается или опускается по пазу траверсы до необходимого положения. После этого скоба фиксируется винтами 14.
Для повышения эффективности правки ролики нижней и верхней кассет установлены на концах машнны друг над другом, а в средней части - верхние между нижними.
Правка контролируется индикатором 15, который щупОМ контактирует с выправляемой конструкцией в зоне роликовых кассет и дает сигнал на отключение машины при завершении правки.
Перед пуском ролики устанавливаются но высоте в кассетах, соответственно деформациям в конструкции объекта правки (двери). Как правило такие деформации для партли дверей в общем одинаковы, то по одной из дверей этой партии и производится настройка. Изделие, подлежащее правке, подается, па- s лример, рольгангом в мащину на иижиие ролики. Ползуны 8 с толкателями 6 и 7 поднимаются гидроцилиндрами 10 ио наклонным направляющим до упора и устанавливаются в рабочее положение.- Включается привод ю подвижной тр-аверсы 3, тгри этом последняя опускается до упора роликов кассеты 5 в объект правки -и прижимает его к роликам нижнеи кассеты. Далее включаются приводы толкателей 615 и 7, работа которых оинхронизироваиа, и изделие перемещается между роликами кассет толкателем 6 вправо до толкателя 7, При этом привод толкателя переключается на обратный ход, а толкатель 7 совершает рабочий20 ход, перемещая объект влево. Далее процесс осуществляется аналогично в автомат.ическо режиме. Находясь в .напр1яженном состоянии и проходя между роликами, изделие принимает на2,5 себя действие циклических закономерных нагрузок, ъ результате чего материал изделие получает на уровне предела текучести. При этом снимаются внутренние .напряжения на криволинейных участках объекта и30 ироисходит правка его. Индикатор, определяя датчиком стеиень кривизны, при достижении необходимых пределов ее, дает сигнал на отключение привода толкателей, и правка п.рекрапдается. Приводом 4 траверса 3 с кассетой поднимается, один из толкателей иневмоцилиндром по наклонной направляющей выводится из зоны правки, а другой удаляет объект из машины на отводящий рольганг. Далее цикл повторяется. Предмет и з о б р е т е ir и я Правильная машина, содержащая расположенные на станине подвижную и неподвижную траверсы с кассетами для установки роликов, а также устройство для подачи изделий в зону правки, отличающаяся тем, что, с цельЕО новыщения производительности и качества правки, каждая кассета снабжена размещенными в выполненных в ее корпусе наклонных пазах вкладышами для установки роликов, а также скобами для установки вкладыщей, соединенньими винтами с корпусом кассеты. 2. Машина по п. 1, отличающаяся тем, что устройство для подачи изделий выполнено в виде толкателей, установленных по обеим сторонам машин на ползунах, перемещаюUJ;HXCH по наклонным направляющи.м выполнениым на станине.
