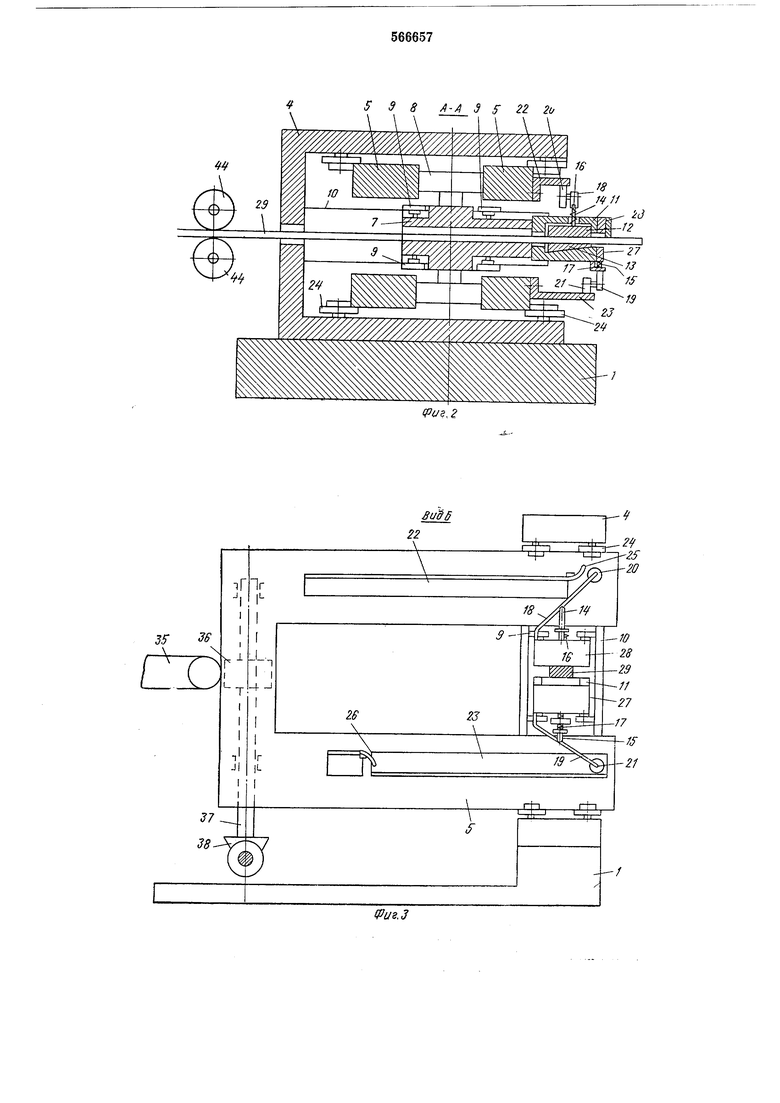
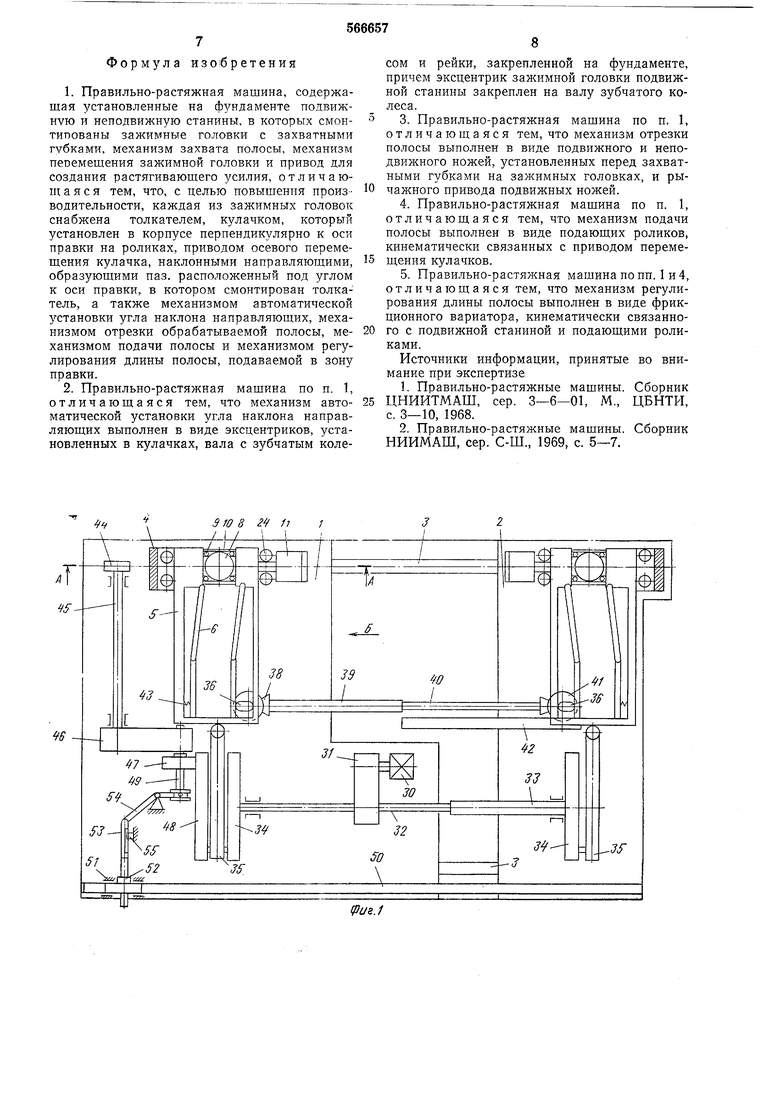
стройке машины на длину профиля. Перемещение осуществляется от электродвигателя через цепбканатный привод или систему зубчатых передач, а также вручную. Главный цилиндр и цилиндры зажима губок питаются от отдельных электроприводов. Однако существующие конструкции правильно-растяжных машин имеют низкую производительность из-за больщих затрат времени на заправку и зажим концов прутков в зажиадных головках, растяжение и обратный ход зажимной толовюи, освобождение и уборку npyiiKoiB из мащины. Кроме того, после правки растяжением необходима дополнительная операция по обрезке концов, котарая осущест1вляет1ся на отдельно стоящих ножницах. Целью изобретения является повышение производительности. Указанная цель достигается тем, что каждая из зажимных головок снабжена толкателем, кулачком, который установлен в корпусе перпендикулярно IK оси правки на роликах, при1водо|м осевого перемещения кулач1ка, наклонными направляющими, образующими паз, расположенный под углом к оси правки, в котором омоятирован тол катель, а также механизмом автоматической установки угла наклона направляющих, механизмом об|резки обрабатываемой полосы, механизмом подачи полосы 1И механизмом регулирования длины полосы, подаваемой в зону правки. При этом механизм автоматической установки угла наклона направляющих выполнен в виде эксцентриков, уста новленных в кулачках, вала с зубчатым колесом и рейки, закрешленной на фундаменте, (причем эксцентрик зажимной головки подвижной станины закреплен на валу зубчатого колеса. Механизм отрезки полосы выполнен в виде шодвижного и неподвижного ножей, установленных перед захватными губками на зажимных головках, и рычажного привода подвижных ножей. Механизм подачи сполосы выполнен в виде подающих роли|ков, кинематически связанных с П1риводом перемещения кулачков Механизм регулирования дли)ны полосы выполнен в виде фрикционного вариатора, кинематически связанного ic подвижной станиной и подающими роликами. На фиг. 1 изображена правильно-растяжная мащина для правки и резки бунтового металла, вид сверху; на фиг. 2 - разрез по А-А на фвг. 1; на фит. 3 - вид по стрелке Б на фиг. 1. Правильно-растяжная машина для правки и резки бунтового металла состоит из неподвижной станины 1, установленной на фундаменте, и подвижной станины 2, которая может перемещаться вдоль оси правки по направляющим 3, передней и задней зажимных головок, которые установлены соответственно на неподвижной и подвижной станинах, привода перемещения кулач1ков, механизма автоматической установки угла наклона направляющих Б зависимости от ДЛИНЫ прутка, механиама подачи полосы в захватные губки И механизма ре гулирования длины подаваемой в зону правки полосы. Передняя и задняя зажимные головки по конструкции аналогичны и каждая из них состоит из станины 4 зажимной головки, кулачка 5, в которо,м щарнирно укреплены наклонные направляющие 6, толкателя 7 с рол:И|ками 8 и 9, на Правляющих 10 толкателя, корпуса зажимных губок 11, зажимных губок 12 и 13, толкателей 14 и 15, пружин 16 и 17, рычагов 18 и 19 с ролика1ми 20 и 21 и линеек 22 и 23, укрепленных на корпусе кулачка 5. Последний установлен на роликах 24, закрепленных в станиие 4 зажимной головки, по которым он может совершать поступательное движение перпендикулярно к оси правки. Паклонные направляющие мотут совершать поступательное движение по роликам 8, установленным на толкателе 7, который в свою очередь может перемещаться вдоль оси правки по роликам 9, установленным на направляющих 10. Корпус зажимных губок 11 связан с толкателем 7. В отверстия корпуса зажимных губок вставлены толкатель 14 с пружиной 16 для перемещения зажимной губки 12 и толкатель 15 с пружиной 17 для перемещения подвижного ножа. Толкатели 14 и 15 связаны с рычагами 18 и 19, один конец которых шарнирно закреплен на корпусе зажимной головки, а другой снабжен роликами 20 и 21, на которые набегают линейки 22 и 23, прикрепленные к корпусу кулаЧ|Ка 5. На каждой линейке имеются шарнирные упоры 25 н 26. В корпусе зажимной головки перед захватными губками установлены подвижные 27 и неподвижные 28 ножи. В станине 4 зажимной головки, толкателе 7 и корпусе зажимных губок И имеются сквозные отверстия для подачи полосы 29. Привод пере1мещения кулаЧ ков состоит из двигателя 30, редуктора 31, вала 32, на конце которого имеются наружные щлицы, вала 33 с внутренними шлицами, двух маховых колес 34 и двух толкателей 35, щарнирно прикрепленных к корпусу кулачка 5. Толкатели 35 могут совершать возвратно-поступательное движение. Механизм автоматической установки угла наклона направляющих состоит из двух эксцентриков 36, установленных в корпусах кулачков 5, двух валов 37, двух пар конических шестерен 38, вала 39 с внутренними шлицами и вала 40 с наружными шлицами, зубчатого колеса 41, закрепленного на одном валу с эксцентриком подвижной зажимной головки, зубчатой рейки 42, установленной неподвижно на фундаменте машины, и пружин 43. Механизм подачи полосы в захватные губки состоит из подающих роликов 44, вала 45, едуктора 46 и фрикционного вариатора, соержащего колесо 47 и полудиск 48, посаженного на один вал с маховым колесом 34. Коесо 47 посажено на вал 49, который по щлицам может перемещаться внутри вала редуктора 46. Механизм регулирования длины подаваемой в зону правки полосы состоит из зубчатой рейки 50, закрепленной на подвижной станине 2, зубчатого колеса 51 с гайкой 52, закрепленных на стойке неподвижной станины, нажимного винта 53, установленного в гайке зубчатого колеса, вилки-рычага 54, один конец которого соединен шарнирно с нажимным винтом, а другой через вал 49 с колесом 47 и фиксатора 55, который фиксирует нажимной винт 53 от проворачивания. Правильно-растяжная машина работает следующим образом. В исходном положении кулачки 5 находятся в крайнем заднем положении так, как показано на фиг. 1. Толкатель 7 передней зажимной головки находится в крайнем правом положении, а толкатель 7 задней зажимной головки - в крайнем левом положении. Ролик 20 не связан с линейкой 22 и зажимные губки разжаты. Ролик 21 лежит на линейке 23, и подвижный нож находится в нижнем положении. Выправляемая полоса 29 лежит в зажимных губках. Колесо 47 не касается плоскости полудиска 48. При включении электродвигателя 30 вращение через редуктор 31, валы 32 и 33 передается на маховое колесо 34, которое перемещает вперед толкатель 35. В свою очередь толкатель 35 перемещает вперед кулачок 5 с наклонными направляющими 6 по роликам 24, Линейка 22, связанная с корпусом кулачка 5, набегает своим упором 25 (фиг. 3) на ролик 20 и прижимает его вниз. Связанный с роликом рычаг 18 перемещает вниз толкатель 14, который соединен с зажимной губкой 12, и полоса 29 зажимается. При дальнейщем движении кулачка 5 вперед ролики 8 попадают на наклонный участок направляющих 6, которые через ролики 9 перемещают толкатели 7 в противоположные стороны. Толкатели 7 перемещаются на роликах 9 по направляющим 10 и тянут за собой зажимные губки 12 и 13, т.е. происходит растяжение полосы. В зависимости от угла наклона направляющих полоса растягивается на ту или иную величину. Как только наклонные направляющие 6 вышли своими наклонными участками из зацепления с роликами 8 и ролики оказались на горизонтальных участках направляющих 6, растяжение полосы прекращается. При дальнейшем движении кулачка 5 вперед линейка 23 своим упором 26 набегает на ролик 21, который через рычаг 19, толкатель 15 перемещает подвижный нож 27 вверх, и происходит рез полосы. Полоса под собственным весом падает в карман для готовых прутков. По окончании реза кулачок 5 по-прежнему двигается вперед, линейка 23 своим концом доходит до ролика 21, который под действием пружины 17 через толкатель 15 и рычаг 19 опускается, в результате чего подвижный 1НОЖ тоже опускается. После этого линейка 22 доходит своим концом до ролика 20, ролик поднимается под действием пружины 16, и губки разжимаются, освобождая полосу. На этом движение кулачка 5 вперед заканчивается. При движении кулачка 5 вперед колесо 47 не касается плоскости полудиска 48. При движении кулачка 5 назад толкатель 7, связанный с зажимными губками, возвращается в исходное положение. В это время колесо 47 касается плоскости полудиска 48 и через фрикционную передачу начинает вращаться. Вращение через редуктор 46, вал 45 передается подающим роликам 44, которые сматывают полосу с моталки и подают ее в зажимные губки. Скорость вращения подающих роликов 44 устанавливается таким образом, чтобы за время движения кулачка 5 из крайнего переднего положения в исходное полоса прощла расстояние от передних зажимных губок до задних. Линейка 23, двигаясь вместе с кулачком 5 назад, своим упором 26 доходит до ролика 21 и заскакивает за него, а линейка 22 своим упором 25 упирается в ролик 20 и тоже заскакивает за него. Таким образом, все механизмы возвращаются в исходное положение. При дальнейщем движении кулачка 5 вперед цикл повторяется. При необходимости получения прутков другой длины, например меньщей, подвижная станина 2 вместе с задней зажимной головкой перемещается влево по направляющим 3. При этом зубчатое колесо 41 катится по неподвижной зубчатой рейке 42. Так как зубчатое колесо 41 сидит на одном валу с эксцентриком 36 подвижной зажимной головки, то оно поворачивает его и одновременно через две пары конических щестерен 38 и валы 39, 40 поворачивает эксцентрик передней зажи)мной головки, которая находится «а неподвижной станине. При этом под действием пружин 43 происходит перемещение наклонных направляющих fi и угол их наклона уменьшается, следовательно, уменьшится и абсолютная величина удлинения при растяжении полосы. Параметры ляцепления между зубчатым колесом и рейкой, а также форма эксцентриков выбирается таким образом, чтобы выбранная величина относительного удлинения не изменялась при переходе с одной длины прутков на другую. Вал 40 по шлицам входит во внутреннюю полость вала 39. При движении кулачка 5 вперед зубчатое колесо 41 выходит из-за зацепления с зубчатой рейкой 42. Одновременно с перемещением подвижной станины 2 зубчатая рейка 50. которая жестко связана с подвижной станиной, перемещается и поворачивает зубчатое колесо 51 с гайкой 52. Нажимной винт 53, находящийся в гайке 52, совершает поступательное движение и тянет за собой вилку-рычаг 54, которая связана с валом 49, на который насажено колесо 47. Последнее перемешается вдоль плоскости полудиска к центру. Таким образом, скорость его вращения уменьщается, уменьшается и длина подаваемой в зону правки полосы.
Формула изобретения
1.Правильно-растяжная машина, содержащая установленные на фундаменте подвижную и неподвижную станины, в которых смонтипованы зажимные головки с захватными губками, механизм захвата полосы, механизм перемещения зажимной головки и привод для создания растягивающего усилия, отличающаяся тем, что, с целью повыщения производительности, каждая из зажимных головок снабжена толкателем, кулачком, который установлен в корпусе перпендикулярно к оси правки на роликах, приводом осевого перемещения кулачка, наклонными направляющими, образующими паз. расположенный под углом к оси правки, в котором смонтирован толкатель, а также механизмом автоматической установки угла наклона направляющих, механизмом отрезки обрабатываемой полосы, механизмом подачи полосы и механизмом регулирования длины полосы, подаваемой в зону правки.
2.Правильно-растяжная мащина по п. 1, отличающаяся тем, что механизм автоматической установки угла наклона направляющих выполнен в виде эксцентриков, установленных в кулачках, вала с зубчатым колеСОМ и рейки, закрепленной на фундаменте, причем эксцентрик зажимной головки подвижной станины закреплен на валу зубчатого колеса.
3.Правильно-растяжная мащина по п. 1, отличающаяся тем, что механизм отрезки полосы выполнен в виде подвижного и неподвижного ножей, установленных перед захватными губками на зажимных головках, и рычажного привода подвижных ножей.
4.Правильно-растяжная мащина по п. 1, отличающаяся тем, что механизм подачи полосы выполнен в виде подающих роликов, кинематически связанных с приводом перемещения кулачков.
5.Правильно-растяжная мащина по пп. 1 и 4, отличающаяся тем, что механизм регулирования длины полосы выполнен в виде фрикционного вариатора, кинематически связанного с подвижной станиной и подающими роликами.
Источники информации, принятые во внимание при экспертизе
1.Правильно-растяжные мащины. Сборник ЦНИИТМАШ, сер. 3-6-01, М., ЦБНТИ, с. 3-10, 1968.
2.Правильно-растяжные мащины. Сборник НИИМАШ, сер. С-Ш., 1969, с. 5-7.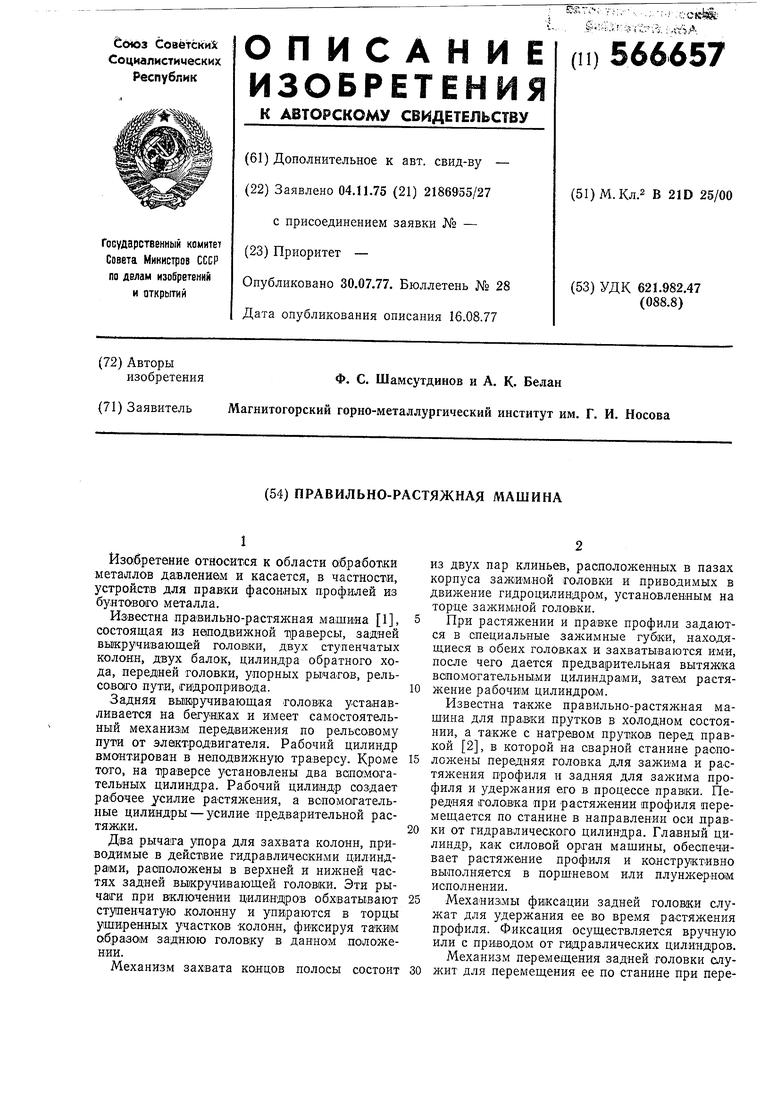
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Устройство для мерной резки провода | 1981 |
|
SU1134266A1 |
| Зажимная головка правильно-растяжной машины | 1982 |
|
SU1079333A1 |
| Машина для формовки головок труб в холодном состоянии | 1977 |
|
SU663468A1 |
| Правильно-растяжная машина | 1986 |
|
SU1400703A1 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ТОНКИХ ЛИСТОВ И ПОЛОС | 1970 |
|
SU264322A1 |
| Зажимная головка правильно-растяжной машины | 1982 |
|
SU1094640A1 |
| Автомат для изготовления проволочных рамок | 1981 |
|
SU994093A1 |
| Линия для пайки | 1986 |
|
SU1433665A1 |
| Растяжная машина для правки длинномерных изделий | 1974 |
|
SU563205A1 |