Изобретение относится к ядерной энергетике, в частности к устройствам для сборки пучка тепловыделяющих элементов (твэлов) для энергетических реакторов типа РБМК-1000 и РБМК-1500, и может быть использовано для сборки трубчатых теплообменников, аналогичных по конструкции тепловыделяющим сборкам (ТВС) энергетических реакторов.
В производстве ТВС реакторов типа ВВЭР и РБМК наиболее трудоемким является процесс сборки пучка. При ручной сборке пучка кассеты с использованием поодиночного заталкивания твэлов в каркас возможны искривление и выпучивание твэлов, вызывающие деформацию топливного столба. Кроме того, сборка пучка вручную малопроизводительна и требует значительных физических затрат.
В настоящее время для механизированной сборки пучка твэлов ТВС реакторов РБМК применяется станок, содержащий питатель твэлов, поворотную обойму с каркасом и механизм затягивания, исключающий вероятность утыкания твэлов в дистанционирующую решетку и уменьшающий возможность их изгиба. Однако это устройство имеет низкую производительность вследствие возникновения значительных (до 1,0 кН) усилий при попарном затягивании твэлов в ячейки решеток каркаса, большого числа операций при сборке и наличия ряда трудно поддающихся механизации ручных операций, удлиняющих время сборки пучка.
Известны устройства и станки для сборки трубчатых теплообменников, аналогичных по конструкции ТВС, в которых сборка производится методом порядного заталкивания трубных заготовок. Такие станки производительны, но не исключают возможность искривления и выпучивания твэлов из-за невозможности жесткой фиксации твэлов в их направляющих устройствах, выполненных в виде лотков.
Наиболее близким к предлагаемому является стенд для сборки пучка твэлов реактора типа ВВЭР, содержащий станину, питатель с полками и направляющими роликовыми опорами, и механизм заталкивания твэлов со съемными наконечниками в каркас, закрепленный на поворотной обойме. Стенд оборудован также системой ограничения и регистрации усилия заталкивания, обеспечивающей отключение привода толкателя при указании твэла в решетку.
Конструкция стенда обеспечивает более высокую, по сравнению с существующими, надежность сборки по точности позиционирования за счет жесткой фиксации твэлов в роликовых опорах, и ограничения рабочего усилия вдоль оси заталкивания, что снижает вероятность выпучивания твэлов и появления задиров на их оболочках. Однако, реализованный в таком устройстве метод поодиночного заталкивания твэлов в ячейки решеток, неполная автоматизация процесса, обусловленная наличием ручных операций разворота и шплинтовки твэлов, а также съема технологических наконечников в значительной мере ограничивает производительность сборки пучка. Кроме того, конструкция стенда не исключает возможности искривления и выпучивания твэлов при утыкании хвостовика нижней заглушки твэла в решетку, что ухудшает качество и надежность сборки пучка.
Целью изобретения является повышение производительности, качества и надежности сборки пучка.
Указанная цель достигается тем, что стенд для сборки пучка твэлов, содержащий станину, питатель с полками и направляющими роликовыми опорами, и механизм заталкивания твэлов со съемными наконечниками в каркас, закрепленный на поворотной обойме, согласно изобретению, снабжен автооператором съема наконечников, устройством для подачи и дистанционирования твэлов, содержащим накопитель, захваты, отсекатели и рольганг-подъемник, устройством для позиционирования каркаса с водилом и приводным элементом, закрепленным на поворотной обойме, и подъемником для извлечения каркаса после сборки, а механизм заталкивания снабжен демпфером и стопорным перегрузочным устройством.
Кроме того, автооператор съема наконечников содержит приводную каретку, установленные на ней корпуса с пинолями и подпружиненными захватами, причем на образующих пинолей закреплены пальцы, входящие в продольные пазы корпусов и оснащенные роликами, контактирующими с неподвижными копирами, закрепленными на станине.
Кроме того, механизм заталкивания содержит размещенную на приводной каретке траверсу с гнездами и установленными в них толкающими стержнями по числу одновременно заталкиваемых твэлов, причем гнезда соединены между собой полостью, заполненной демпфирующим материалом.
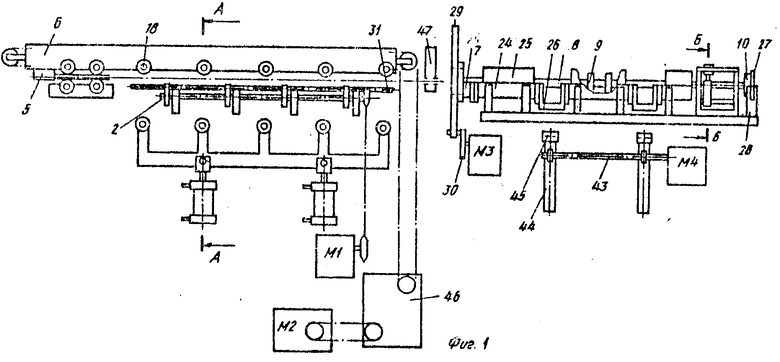
На фиг. 1 схематично изображен общий вид стенда, предназначенного, например, для сборки кассет РБМК-1000 и РБМК-1500; на фиг. 2 общий вид стенда, разрез по А-А; на фиг. 3 каретка механизма заталкивания твэлов в разрезе; на фиг. 4 автооператор съема наконечников, разрез по Б-Б.
Стенд сборки пучка кассеты ТВС (фиг. 1, 2) содержит смонтированные на станине 1 питатель 2 с полками 3 для укладки твэлов 4 и механизмом заталкивания, оснащенным приводной кареткой 5 с толкателем 6, поворотную обойму 7 для установки и позиционирования каркаса 8 с дистанционирующими 9 и концевой 10 решетками. Стенд снабжен однорядным накопителем твэлов 11 с наклонными под углом 4-5о в сторону питателя 2 полками-скатами 12 для размещения на них заданного количества твэлов. Устройство для подачи твэлов имеет вращающийся от привода М1 вал 13 с установленными на нем поперечными треугольниками захватами 14, обеспечивающими забор из накопителя 11 и скатывание на наклонные полки 3 питателя 2 трех твэлов на один оборот вала 13. Полки 3 расположены над рольгангом-подъемником 15 и снабжены двуплечими отсекателями 16 для дистанционирования твэлов 4 между собой в положении над соответствующими ручьями трехручьевого рольганга-подъемника 15 с призматическими роликами. Шаги между ручьями соответствуют шагам ячеек в дистанционирующих решетках 9 каркаса 8 по схеме сборки.
Толкатель 6 (фиг. 3), установленный на приводной каретке 5, содержит три (по числу одновременно заталкиваемых твэлов) толкающих стержня 17, расположенных между верхним стационарным рядом гладких роликов 18 и рольгангом-подъемником с призматическими роликами. Задние концы стержней 17 содержат кольцевые канавки 19 с уплотнительными кольцами 20 и вставлены в сообщающиеся между собой каналом 21 цилиндрические гнезда 22 скрепляющей траверсы 23.
Сообщающаяся полость, образованная каналом 21 и задними концами толкающих стержней 17, вставленных в цилиндрические гнезда 22, заполнена демпфирующим материалом, в качестве которого может использоваться, например, масло или гидропласт. Траверса 23 сцеплена с одной из ветвей роликовой цепи и от привода М2 имеет возможность совершать возвратно-поступательное перемещение вдоль оси твэлов 4.
Поворотная обойма 7 выполнена в виде нескольких секций полутруб 24, уложенных в охватывающие их опорные башмаки. На шарнирах и секциям обоймы 24 закреплены откидные крышки 25, выполненные также в виде замыкающихся полутруб по числу секций 24. Секции обоймы 24 по торцам соединены между собой П-образными переходным элементами 26, причем в секциях 24 и крышках 25 выполнены упорные выступы, на которые опираются дистанционирующие решетки 9 для предотвращения осевого каркаса 8 в процессе сборки пучка. Концевая решетка 10 опирается на упорное кольцо 27, вставленное сверху в концевой паз стойки 28 с возможностью поворота в ней.
На переднем конце обоймы 7 закреплен приводной элемент 29 в виде шестипозиционного мальтийского креста, взаимодействующий с водилом 30 и приводом М3, что обеспечивает дискретный поворот обоймы вместе с установленным в ней каркасом на угол 60о вокруг своей оси и далее до полного оборота с остановкой в каждом из шести положений для заталкивания очередных трех твэлов.
Автооператор съема технологических наконечников 31 (фиг. 4) с передних концов твэлов 4 размещен на станине 1 в зоне между последней дистанционирующей 9 и концевой 10 решетками каркаса 8. По обе стороны от каркаса 8 на каретке 32, подвижной вдоль оси твэлов от пневмоцилиндра, установлены в своих корпусах 33 и 34 две, подвижные в радиальном направлении к оси твэлов 4, пиноли 35 и 36, снабженные подпружиненными захватами. С одной стороны каркаса 8 размещен захват 37 для схватывания двух технологических наконечников за их проточки, с другой стороны захват одинарный 38. На образующих пинолей закреплены пальцы 39 с роликами 40 на концах, а в корпусах 33 и 34 под пальцы выполнены продольные пазы 41. Ролики 40 контактируют с неподвижными копирами 42, закрепленными на станине 1.
Для извлечения собранной кассеты из обоймы 7 стенд оборудован подъемником 43, выполненным, например, виде четырех штанг 44 со встроенными в них зубчатыми рейками и захватами 45, закрепленными на их верхних концах. Вертикальное перемещение штанг осуществляется от привода М4 при открытых крышках 25 и соответствующем положении обоймы 7.
Для предотвращения искривления твэлов при утыкании их в концевую решетку 10 стенд оснащен стопорным перегрузочным устройством 46, установленным в цепи привода М2 толкателя 6, которое обеспечивает ограничение усилия привода толкателя до заданной величины.
Кроме того, стенд оснащен устройством смазки 47, выполненным в виде емкости, заполненной глицерином, с двумя поролоновыми роликами, между которыми проходят твэлы 4.
Стенд работает следующим образом.
В исходном положении накопитель 11 загружен твэлами (18 или 36 штук), плотно уложенных на скатах 12; полки 3 свободны от твэлов; рольганг-подъемник 15 находится в нижнем положении; толкатель 6 в крайнем левом положении; мальтийский крест 29 зафиксирован водилом 30; обойма 7 в нижнем положении; крышки 25 в верхнем положении (открыты); штанги 44 подъемника 43 в нижнем положении; каретка 32 автооператора съема технологических наконечников 31 в крайнем левом положении; в стойке 28 установлено упорное кольцо 27.
В обойму 7 сверху устанавливают каркас 8 до упора концевой решетки 10 в упорное кольцо 27 стойки 28. На передние концы твэлов 4, подготовленных к сборке очередной кассеты, устанавливают 18 технологических наконечников 31, затем с пульта управления включают автоматический режим работы стенда. При этом крышки 25 закрываются, вал 13 устройства передачи твэлов проворачиваются на один оборот, сбрасывая три твэла со скатов 12 накопителя на полки 3, снабженные двуплечими отсекателями 16, дистанционирующими твэлы над соответствующими ручьями рольганга-подъемника 15. Рольганг-подъемник 15 поднимает три твэла на позицию заталкивания до верхнего ряда гладких стационарных роликов, удерживающих стационарных роликов, удерживающих твэлы от продольного изгиба при осевом толкающем усилии. Толкатель 6 совершает поступательные движения вдоль оси твэлов, при этом стержни 17 упираются в задние концы твэлов 4 и заталкивают их в каркас 8 через соответствующие ячейки его дистанционирующих решеток 9 до упора в концевую решетку 10 передних концов твэлов 4.
При прохождении твэлов в зоне между последней дистанционирующей 9 и концевой 10 решетками каркаса происходит продольное перемещение каретки 32 с корпусами 33 и 34 пинолей, которые взаимодействуя через пальцы 39 и ролики 40, контактирующими с закрепленными на станине 1 неподвижными копирами 42, совершают вместе с кареткой 32 продольное и относительно каретки 32 радиальное перемещение. При этом захваты 37 и 38 снимают технологические наконечники 31 с передних концов твэлов 4 выводят на наконечники 31 из зоны каркаса и раскрываются в конце хода. Наконечники 31 выпадают под собственным весом в поддон. Захваты 37 и 38 в исходном положении нормально закрыты пружиной и захватывают наконечники 31 автоматически при их взаимодействии. Раскрытие захватов 37 и 38 происходит при их радиальном перемещении и взаимодействии с неподвижными упорами, установленными на корпусах пинолей 33 и 34.
В конце хода толкателя 6, когда твэлы 4 утыкаются в концевую решетку 10, срабатывает перегрузочное устройство 46, при этом тянущая ветвь цепи и толкатель 6 останавливаются безинерционно при отключении привода М1. После этого толкатель возвращается в исходное положение и одновременно обойма 7 вместе с крышками 25 проворачивается на угол 60о. Рольганг-подъемник 15 опускается в исходное положение.
Далее цикл повторяется до полного набора в кассете 18 твэлов без промежуточного открывания и закрывания крышек 25. После заталкивания последних трех твэлов, крышки 25 открываются и одновременно толкатель 6 и рольганг-подъемник 15 возвращаются в исходное положение. Полное открытие крышек 25 дает команду на срабатывание подъемника 43 в верхнее положение, при этом собранная кассета выдается на позицию внешнего транспортного устройства. В этом положении снимают упорное кольцо 27 с кассеты и устанавливают его в паз стойки 28, устанавливают на кассету штатные фиксирующие кольца и удаляют внешним транспортным устройством собранную кассету из зоны стенда. При этом подъемник 43 опускается в нижнее положение, оставляя собранную кассету на захватах внешнего транспортного устройства, а толкатель 6 и рольганг-подъемник 15 автоматически приводятся в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1999 |
|
RU2177394C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2002 |
|
RU2244355C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2003 |
|
RU2261492C2 |
| СПОСОБ НАНЕСЕНИЯ ЛАКОВОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ (ТВЭЛОВ) С ОБОЛОЧКАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ ПЕРЕД СНАРЯЖЕНИЕМ ИХ В КАРКАС ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ (ТВС) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537951C2 |
| АМПУЛА ДЛЯ ОТРАБОТАВШЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2008 |
|
RU2353010C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО ПОВРЕЖДЕННОЙ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА, КАМЕРА ДЛЯ РАЗДЕЛКИ И ФАЛЬШТВЭЛ ДЛЯ ВОССТАНОВЛЕНИЯ ТОПЛИВНОЙ СБОРКИ | 1992 |
|
RU2072569C1 |



Использование: ядерная энергетика, в частности в устройствах для сборки пучка тепловыделяющих элементов (твэлов) для энергетических реакторов типа РБМК-1000 и РБМК-1500. Сущность изобретения: стенд содержит смонтированные на станине питатель с полками для укладки твэлов и механизмом заталкивания, оснащенным приводной кареткой с толкателем, направляющими роликовыми опорами и съемными технологическими наконечниками с калибрующими конусами, и поворотную обойму для установки и позиционирования каркаса с дистанционирующими и концевой решетками. Толкатель выполнен в виде размещенных в горизонтальной плоскости стержней, установленных в сообщающиеся между собой каналом цилиндрические гнезда скрепляющей траверсы, закрепленной на приводной каретке механизма заталкивания. Стенд снабжен автооператором съема технологических наконечников, установленным на станине в зоне между последней дистанционирующей и концевой решетками каркаса, и устройством для подачи и дистанционирования твэлов, содержащим накопитель твэлов с наклонными в сторону питателя полками-скатами и приводным вращающимся валом с закрепленными на нем поперечными зубчатыми захватами, и размещенный под полками питателя подъемник, оснащенный призматическими роликами, причем полки питателя снабжены двуплечими отсекателями, а верхний ряд роликов установлен стационарно. Автооператор съема технологических наконечников содержит размещенные в своих корпусах, установленных на приводной каретке, подвижные в радиальном направлении к оси твэлов пиноли с подпружиненными захватами. Каретка размещена на станине по обе стороны каркаса с возможностью перемещения вдоль оси твэлов, а на образующих пинолей закреплены пальцы, входящие в продольные пазы корпусов пинолей и оснащенные с противоположной стороны роликами, контактирующими с неподвижными копирами, закрепленными на станине. 4 ил.
| Авторское свидетельство СССР N 1120583, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
