1
Изобретение относится к области точного машино- и приборостроения, например к шлифованию прецизионных поверхностей деталей.
Известно устройство для правки шлифовальных кругов на шлифовальных станках, которое содержит правяш,ий инструмент с алмазным или другим наконечником, укрепленным в держателе, и электрическую схему, состояшую из чувствительного элемента-датчика, установленного на держателе правяш,его инструмента, фильтра, выделяюшего шумовые частоты, исходящие от датчика в процессе правки при ударах абразивных зерен шлифовального круга о наконечник, усилителя стрелочного прибора с переменным резистором, регулируюшим чувствительность стрелочного прибора, и блока управления циклом работы станка.
Недостаток известного устройства заключается в том, что при смене шлифовального круга или изменении скорости его вращ,ения требуется длительная и сложная настройка фильтра с использованием специальных электроизмерительных приборов, это приводит к простоям оборудования.
Цель изобретения - сокращение времени настройки.
Это достигается тем, что в электрическую цепь между усилителем и блоком управления циклом последовательно включены детектор и амплитудный дискриминатор.
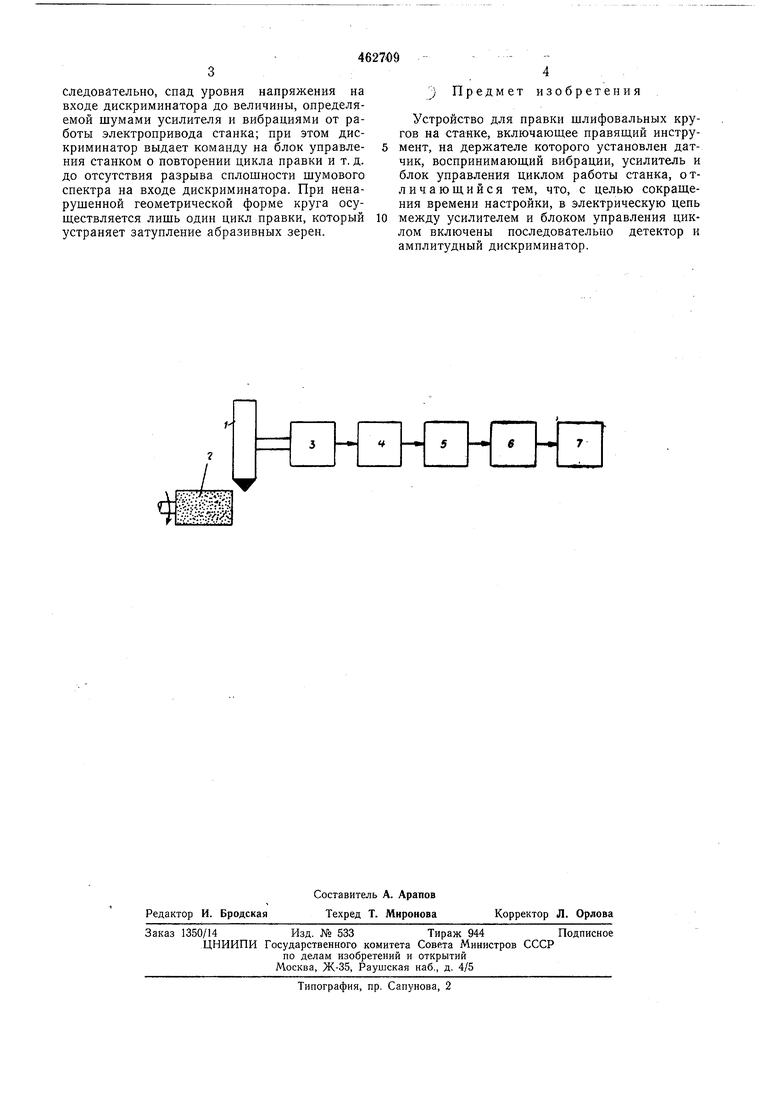
На чертеже показана блок-схема предлагаемого устройства.
Блок-схема включает правящий инструмент 1, шлифовальный круг 2, чувствительный элемент 3, установленный на правящем инструменте и соединенного со входом усилителя 4. На выходе усилителя последовательно установлены детектор 5 и амплитудный дискриминатор 6, который подключен к блоку 7 управления циклом работы станка.
Электрические колебания датчика 3, пропорциональные величине вибрации правящего инструмента 1 при ударах об абразивные зерна шлифовального круга 2, усиливаются в процессе правки усилителем 4, детектируются детектором 5 и поступают на вход амплитудного дискриминатора 6, который обеспечивает разделение уровней напряжений и выдает команды на блок.7 управления циклами работы станка.
В случае, если геометрическая форма шлифовального круга нарушена (например, кольцевая выработка), то происходит отрыв правящего инструмента от поверхности круга, а,
следовательно, спад уровня напряжения на входе дискриминатора до величины, определяемой шумами усилителя и вибрациями от работы электропривода станка; при этом дискриминатор выдает команду на блок управления станком о повторении цикла правки и т. д. до отсутствия разрыва сплошности шумового спектра на входе дискриминатора. При ненарушенной геометрической форме круга осуществляется лишь один цикл правки, который устраняет затупление абразивных зерен.
Предмет изобретения
J
Устройство для правки шлифовальных кругов на станке, включающее правящий инструмент, на держателе которого установлен датчик, воспринимающий вибрации, усилитель и блок управления циклом работы станка, отличающийся тем, что, с целью сокращения времени настройки, в электрическую цепь между усилителем и блоком управления циклом включены последовательно детектор и амплитудный дискриминатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки шлифовальных кругов | 1973 |
|
SU462709A1 |
| Устройство для правки шлифовальных кругов | 1978 |
|
SU686857A2 |
| Устройство для правки шлифовальныхКРугОВ | 1979 |
|
SU823098A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1033299A1 |
| Устройство для правки шлифовальных кругов | 1976 |
|
SU544542A2 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| Устройство для управления правкой шлифовального круга | 1983 |
|
SU1117201A1 |
| Способ правки шлифовальных кругов вращающимся инструментом | 1941 |
|
SU63755A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152295C1 |
