со
оо кэ
со
Х)
I .
Л
Изобретение относится к абразивной обработке и может найти широкое применение при обработке деталей на операциях шлифования с повышенными требованиями к качеству поверхностного слоя.
Известно устройство для правки шлифовальных кругов, содержаш.ее правяш,ий инструмент с приводом, жестко закрепленный в вибраторе, и цепь синхронизации частоты колебаний вибратора с числом оборотов шлифовального круга, состоящую из последовательно включенных датчика числа оборотов шлифовального круга, множителя частоты и усилителя, подключенного к возбудителю колебаний. При правке праВЯШ.ИЙ инструмент колеблется частотой, кратной частоте вращения-круга, и периодически входит и выходит из контакта с поверхностью круга, образуя тем самым на ней профильные канавки или углубления с периодическим шагом 1.
Однако при применении этого устройства правящий инструмент, вследствие осцилляции в направлении, перпендикулярном вектору скорости периферии круга, производит резание с периодически изменяемой глубиной абразивного материала и связки шлифовального круга. Вследствие этого в процессе правки правящий инструмент интенсивно изнашивается, что существенно снижает его стойкость.
Цель изобретения - повышение стойкости правящего инструмента.
Поставленная цель достигается тем, что в устройстве для правки шлифовального круга, содержащем правящий инструмент с приводом и цепь синхронизации периодичности контакта правящего интсрумента с поверхностью шлифовального круга, правящий инструмент установлен с возможностью вращения, а цепь синхронизации состоит из последовательно соединенных датчика контроля диаметра шлифовального круга, арифметического блока определения текущих значений коррекции частоты вращения правящего инструмента и логического блока управления частотой вращения правящего инструмента, выход которого соединен с приводом вращения правящего инструмента.
Оснащение устройства датчиком контроля диаметра шлифовального круга и арифметическим блоком опред ения текущих значений коррекции частоты вращения правящего инструмента позволяет, через логический блок управления частотой вращения правящего инструмента, задавать нулевую разность окружных скоростей щлифовального кругла и правящего инструмента, что дает возможность правящему инструменту работать не в режиме точения, а в режиме выкалывания абразивного материала. Это, в свою очередь, обеспечивает максимальную стойкость правящего инструмента.
На чертеже пр дставлена блок-схема устройства для правки шлифовальнсч-о круга.
Устройство для правки шлифовального круга 1 содержит датчик 2 контроля диаметра шлифовального круга, арифметический блок 3 определения текущих значений коррекции частоты вращения правящего инструмента, логический блок 4 управления частотой вращения правящего инструмента и исполнительного органа (и.о.),
который состоит из элемента 5 для закрепления правящих инструментов, установленного на валу электродвигателя 6, приводящего его во вращение. Правка круга осуществляется на шлифовальном станке правящим инструментом 7 при вращени-и элемента 5 для закрепления правящих инструментов с окружной скоростью, равной текущему значению окружной скорости шлифовального круга.
0 Устройство для правки шлифовального круга работает следующим образом.
Перед началом правки датчик 2 контроля диаметра шлифовального круга, выполненный в виде тахогенератора с установленным на его валу приводным роликом, поджимается приводным роликом к поверхности шлифовального круга, которая подвергается правке. Зате.м задается вращение шлифовальному кругу, который за счет
0 фр.икционной связи с приводным роликом тахогенератора приводит во вращение вал тахогенератора, вырабатывающего сигнал, пропорциональный текущему значению диаметра круга, который поступает на один из входов арифметического блока 3.
На два других входа блока 3 поступают сигналы, пропорциональные геометрическим параметрам шлифовального круга и элемента для закрепления правящих инструментов (например, Д -исходный диаметр шлифовального круга, Д -диаметр элемента для закрепления правяших инструментов). После соответствующей обработки по известным соотношениям арифметический блок 3 вырабатывает сигналы рассогласования, пропорциональные величине коррекции частоты врашения правящего инструмента, которые поступают на логический блок 4 управления частотой вращения вала электродвигателя 6, на котором
Q установлен элемент 5 для закрепления правящих инструментов. Логический блок 4 изменяет напряжение в обмотках электродвигателя 6, меняя частоту вращения его вала, в результате чего обеспечивается равенство окружных скоростей периферии
5 шлифовального круга и правящего инструмента. Арифметический блок 3 определения текущих значений коррекции частоты вращения правящего инструмента может быть
3
выполнен на блоках аналоговых и цифро-круга выкалывают макрообъемы абразива, вых вычислительных машин, например вформируя регулярный макрорельеф. , качестве него может быть использован мик-По сравнению с известным предлагарокалькулятор «Электроника- МК- 46. Дляемое устройство позволяет значительно поосуществления правки всей рабочей поверх-высить стойкость правящего инструмента, ности шлифовального круга исполнитель-Так, при применении предлагаемого устный орган перемещают вместе со столомройства для правки круга на станке ЗГ71, станка вручную рукояткой поперечных подачстойкость правяш,их инструментов в завив результате чего правящие инструменты присимости от их количества, может быть псконтакте с поверхностью шлифовальноговышена в 3-8 раз.
1033299.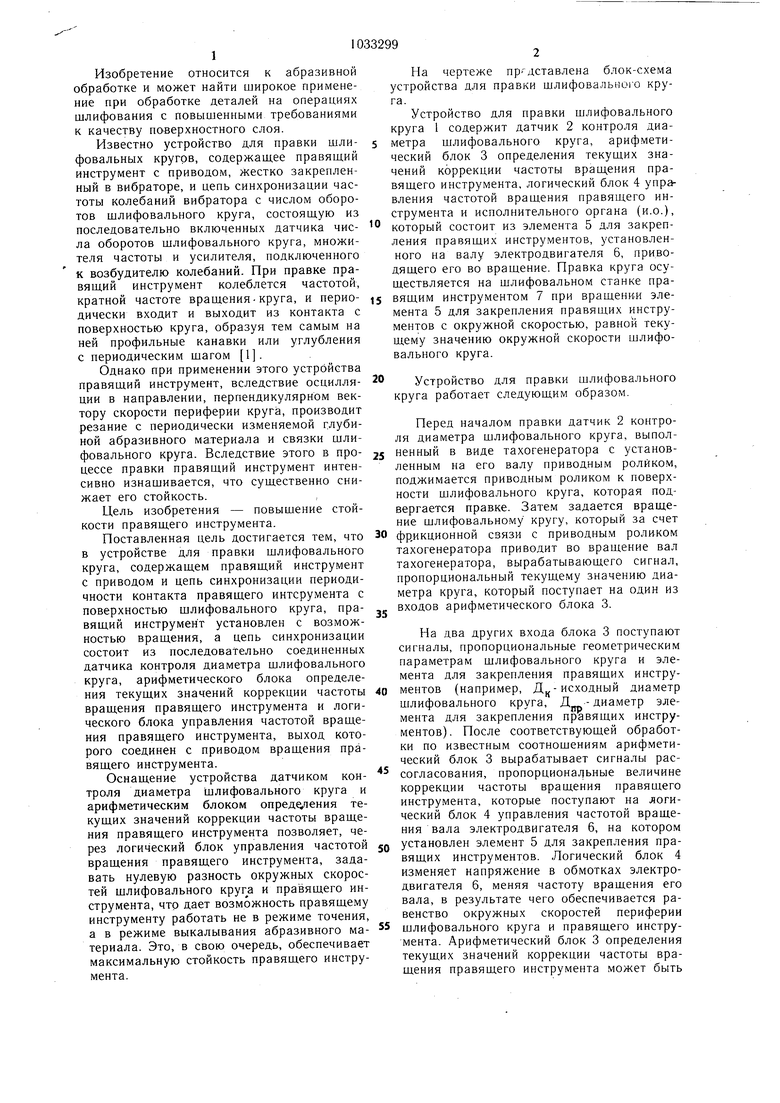
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| Состав для наполнения кожи | 1973 |
|
SU463709A1 |
| Устройство для правки шлифовальных кругов | 1973 |
|
SU462709A1 |
| Способ правки шлифовальных кругов вращающимся инструментом | 1941 |
|
SU63755A1 |
| Устройство для правки шлифовального круга | 1986 |
|
SU1468727A1 |
| Устройство для правки шлифовального круга | 1976 |
|
SU626943A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1114535A1 |
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526965A1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА, содержащее правящий инструмент с приводом и цепь синхронизации периодичности контакта правящего инструмента с поверхностью шлифовального круга, отличающееся тем, что, с целью повышения стойкости рфавящего инструмента, правящий инструмент установлен с возможностью вращения, а цепь синхронизации состоит из последовательно соединенных датчика контроля диаметра щлифовального круга, арифметического блока определения текущих значений коррекции частоты вращения правящего инструмента и логического блока управления частотой вращения правящего инструмента, выход которого соединен с приводом вращения правящего инструмента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для правки шлифовального круга | 1976 |
|
SU626943A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
