Предлагаемый токарный автомат для обработки шайб предназначен для токарной обточки наружной поверхности шайбы и внутренней поверхности отверстия и относится к числу автоматов с управлением от общего приводного вала через посредство соответствующих кулачковых механизмов и отличается тем, что зажим шайбы производится между кольцевыми частями шпинделей, одна из которых является ведущей и несет внутри оправку для центров, а вторая ведомой и имеет внутри резцовую державку для внутренней обточки, управляемую от кулачка, независимого, от кулачка зажимной части.
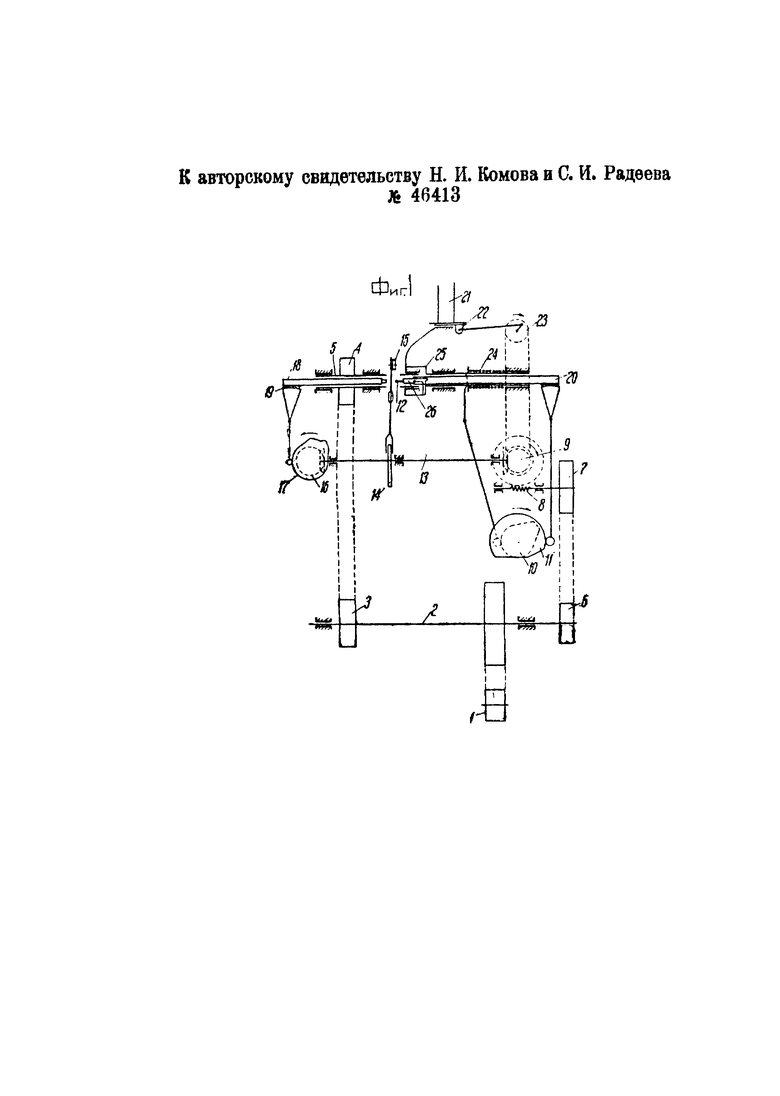
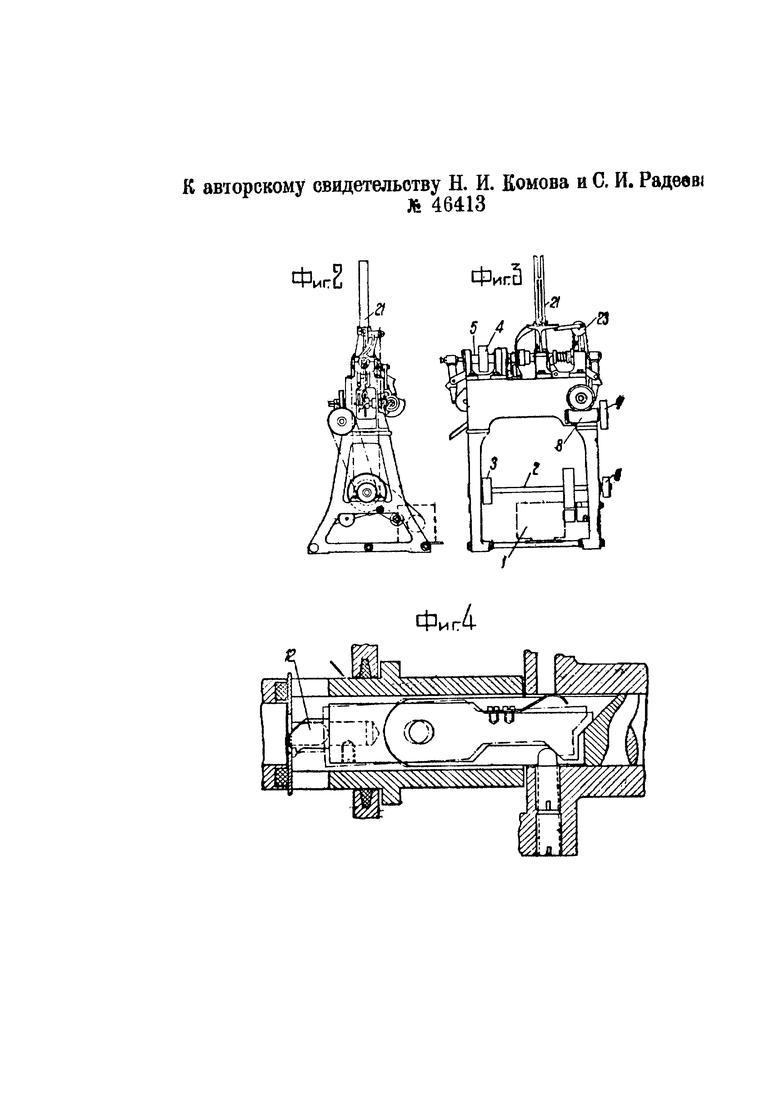
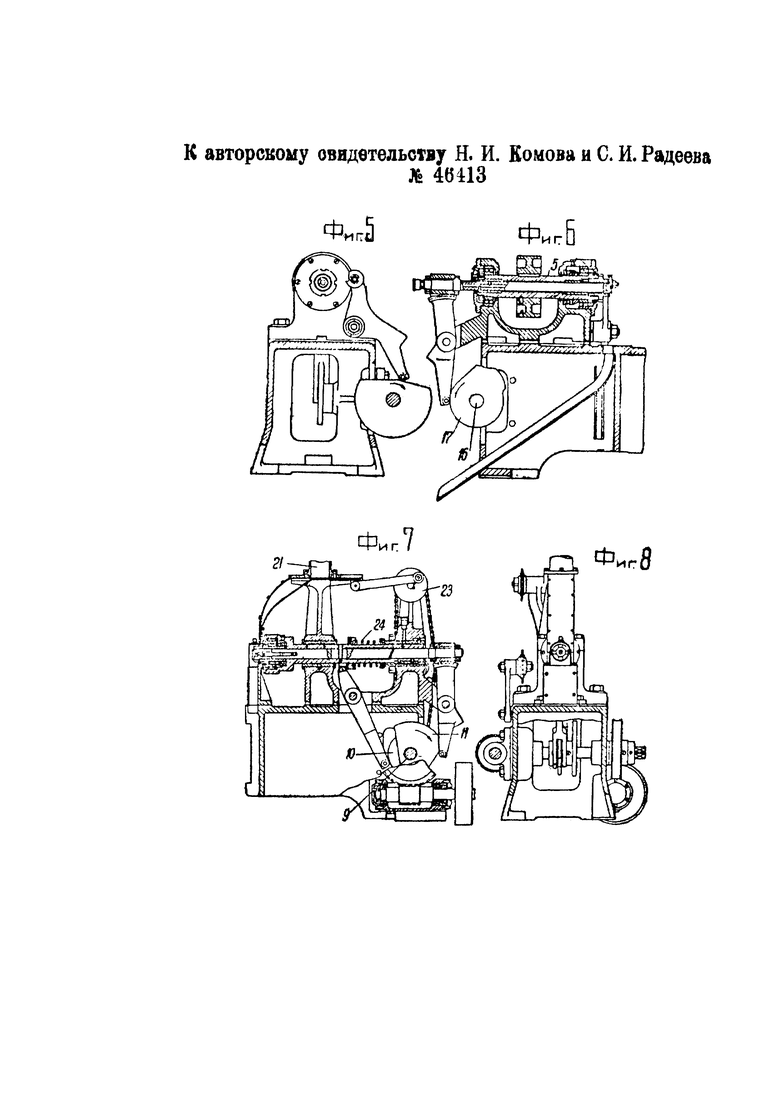
На, чертеже фиг. 1 изображает кинематическую схему предлагаемого автомата; фиг. 2 - вид автомата сбоку; фиг. 3 - вид его спереди; фиг. 4 - разрез шпинделя с оправкой для внутренней расточки; фиг. 5 - переднюю бабку - вид сбоку; фиг. 6 - вид ее спереди; фиг. 7 - заднюю бабку - вид спереди к фиг. 8 - вид ее сбоку.
Как видно из чертежа (фиг. 1), электродвигатель 1, установленный на, площадке внизу станка, приводит во вращение приводной вал 2, от которого вращение передается через ременную, передачу 3-4 шпинделю 5, а через ременную передачу 6-7 - червячному валу 8, от которого через шестеренные передачи приводятся во вращение кулачковые валы 9, 13 и 16.
На валу 9 сидят два кулачка, из коих один 10 служит для зажима обрабатываемой шайбы, а другой 11 управляет подачей резца 12 для внутренней расточки шайбы; на втором валу 13 сидит кулачок 14, управляющий дисковым резцом 15 для наружной оболочка шайбы; кулачок 17, сидящий на третьем валу 16, управляет движением оправки 18 передней бабки, предназначенной для центрирования шайбу перед ее зажимом.
Подлежащие обработке шайбы укладываются в магазин - вертикальную трубу 21, из последней нижняя шайба выталкивается шибером 22 и по наклонному жолобу подается к месту обработки.
Шибер 22 получает, периодическое возвратно - поступательное движение от кривошипного диска 23, соединенного целью Галля с кулачковым валом 9.
Зажим поступившей а месту обработки шайбы происходит между торцом шпинделя 5 и вращающейся головкой 25 шпинделя задней бабки помощью пружины 24.
Обработка шайбы снаружи производится фасонным дисковым резцом 15, укрепленным на качающемся рычаге, Получающем движение от вала 13 через посредство кулачка, 14. Обработка шайбы изнутри производится фасонным резцом 12, помещенным на качающейся оправке 26 в стержне скалки задней бабки.
По окончании обработки освобожденная шайба падает через прорез в станине на лоток, откуда поступает а сборный ящик.
Для обеспечения более легкой наладки станка зубчатые рейки 19 и 20 стержней передней и задней бабки имеют осевую регулировку помощью установочных гаек.
Установление наиболее рационального числа оборотов шпинделя и кулачковых валов возможно производить путем подбора соответствующих диаметров шкивов, что при условии массового производства является наиболее простым способом.
При обточке на предлагаемом автомате медных шайб принято число оборотов шпинделя 500-600 в минуту, что дает скорость резания наружным резцом 77 м\мин и внутренним резцом 24 м/мин и подачу 0,03 мм на оборот.
Несколько таких автоматов могут обслуживаться одним малоквалифицированным рабочим, в обязанности которого входит укладка шайб в магазин и наблюдение за нормальной работой станка и исправностью инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| ДВУХШПИНДЕЛЬНЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ТОКАРНОЙ ОБТОЧКИ ПОРШНЕЙ И ПРОРЕЗАНИЯ В НИХ КАНАВОК | 1992 |
|
RU2057620C1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Прибор для автоматической заточки спиральных сверл | 1930 |
|
SU25062A1 |
| Токарный автомат по дереву | 1960 |
|
SU134415A1 |
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1989 |
|
SU1717287A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
Токарный автомат для обработки шайб с управлением от общего приводного вала через посредство соответствующих кулачковых механизмов, отличающийся применением двух шпинделей 5 и 25 с кольцевыми частями для зажима шайб, один из которых 5 является ведущим и несет, внутри оправку 18 для центрирования, a второй 25 - ведомым и имеет внутри резцовую державку 26, для внутренней обточки, управляемую от кулачка независимого от кулачка зажимной части.
