Изобретение относится к станкостроению и может быть использовано для обработки штучных деталей, имеющих полость, на токарно-револьверных автоматах имеющих поворотную многопозиционную револьверную головку с гнездами. Известен способ обработки деталей на токарно-револьверном автомате содержащее шпиндельную бабку с механизмом зажима обрабатываемой детали, продольный суппорт с поворотной многопозиционной револьверной головкой с гнездами и поперечный суппорт с инструментом, например резцом для обточки детали (см. книгу авторов Н.И. Камышный, B.C. Стародубцев «Конструкции и наладка токарных автоматов и полуавтоматов», Москва, «Высшая школа», 1975 г., стр. 88, рис. 81). Недостатком способа и устройства является обработка деталей только из прутковой заготовки.
Известен также способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате с установленным в гнезде револьверной головки державкой с заталкивателем деталей в зажимной механизм шпинделя автомата (см. книгу автора Малов А.Н. «Загрузочные устройства для металлорежущих станков», Москва, «Машиностроение», 1972 г., стр. 247, рис. 156), где деталь из магазина через приемник подается на позицию заталкивания детали в механизм зажима и сначала надевается на штырь-ловитель заталкивателя, установленного в гнезде револьверной головки, затем наружная часть детали охватывается втулкой, имеющей возможность вращения, и деталь подается в зажимной механизм шпинделя автомата, происходит закрепление детали и ее обработка - прототип.
Недостатком способа является пониженная производительность из-за множества движений сложного механизма подачи детали на позицию заталкивания детали в зажимной механизм шпинделя автомата.
Другим недостатком способа является невозможность обработки деталей имеющих покрытие, например фосфатирование, как наружной, так и внутренней поверхностей.
Технический результат изобретения направлен на повышение производительности и расширение его технологических возможностей путем обработки деталей с покрытием.
Технический результат достигается тем, что способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате, содержащем шпиндельную бабку с механизмом зажима обрабатываемой детали, включающем зажимную цангу и упор, продольный суппорт с поворотной многопозиционной револьверной головкой с центральным отверстием и гнездами для установки державки с заталкивателем деталей и поперечный суппорт с инструментом, в отличие от прототипа, используют механизм зажима шпиндельной бабки с направляющей втулкой для взаимодействия с полостью детали и заталкиватель, содержащий корпус, внутри которого с возможностью вращения установлена оправка с цангой и размещенным внутри ловителем, спрофилированным по форме обрабатываемой детали, причем державку с заталкивателем размещают в каждом гнезде револьверной головки, при этом перемещение цанги для зажима детали в заталкивателе производят через толкатель от кулачка, размещенного в центральном отверстии револьверной головки, обрабатываемую деталь сначала устанавливают в ловитель заталкивателя державки револьверной головки, центрируют с зазором относительно цанги, а затем поворачивают револьверную головку и осуществляют зажим цангой и при дальнейшем повороте револьверной головки перемещают продольный суппорт к шпиндельной бабке с возможностью захода детали своей полостью на направляющую втулку до упора и с зазором относительно зажимной цанги, которой затем зажимают деталь, перемещают поперечный суппорт с инструментом и производят обработку детали.
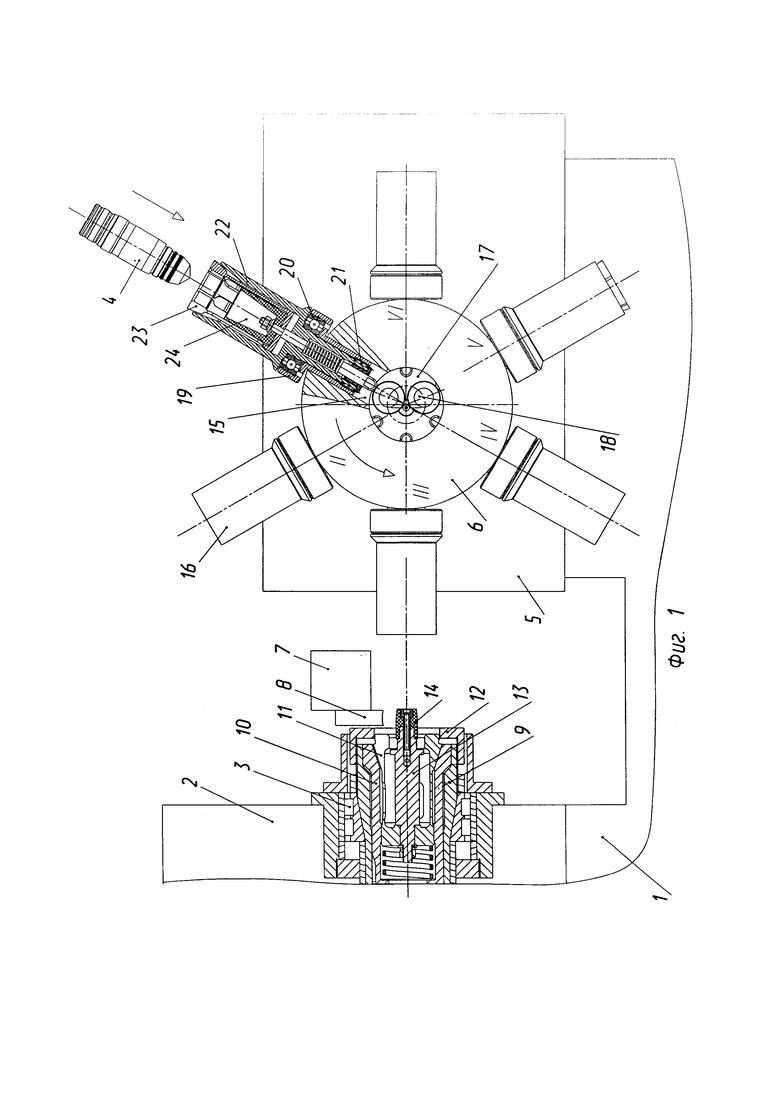
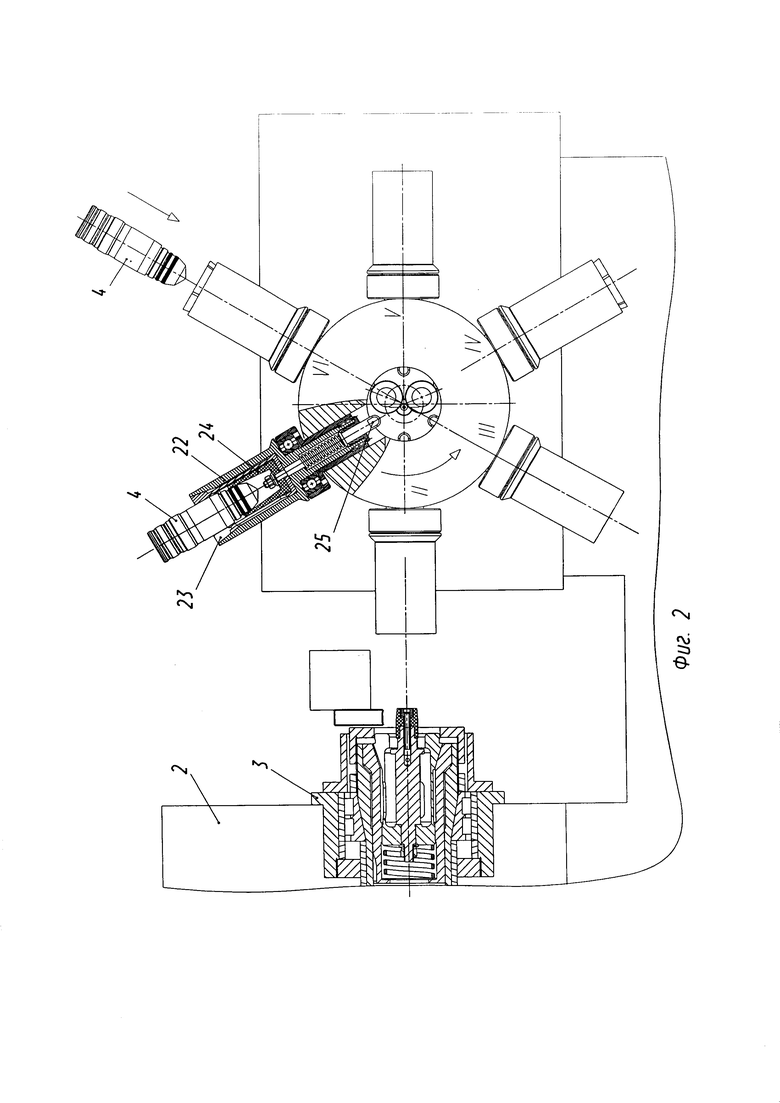
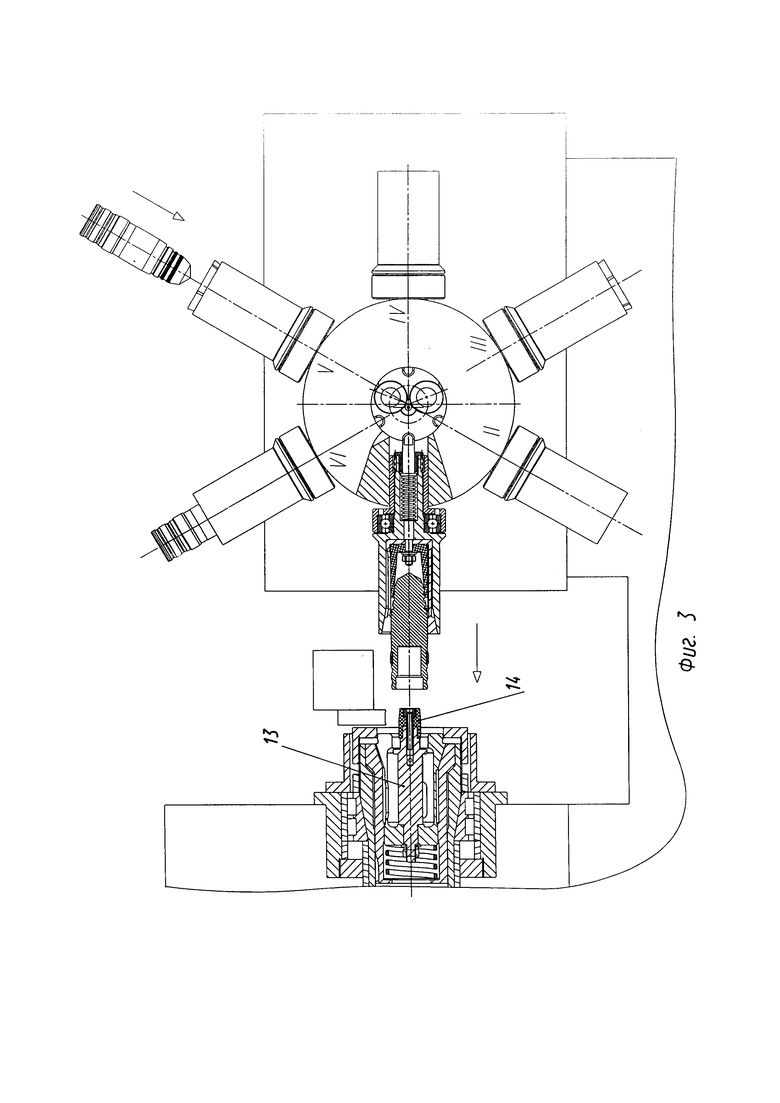
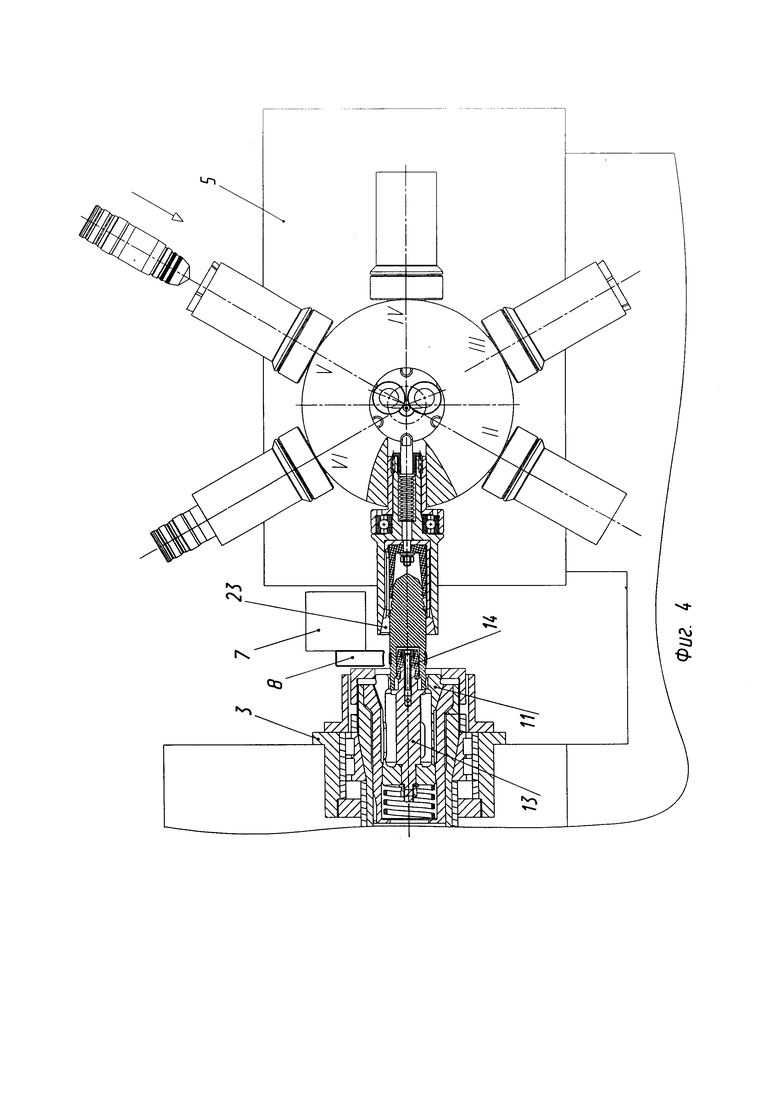
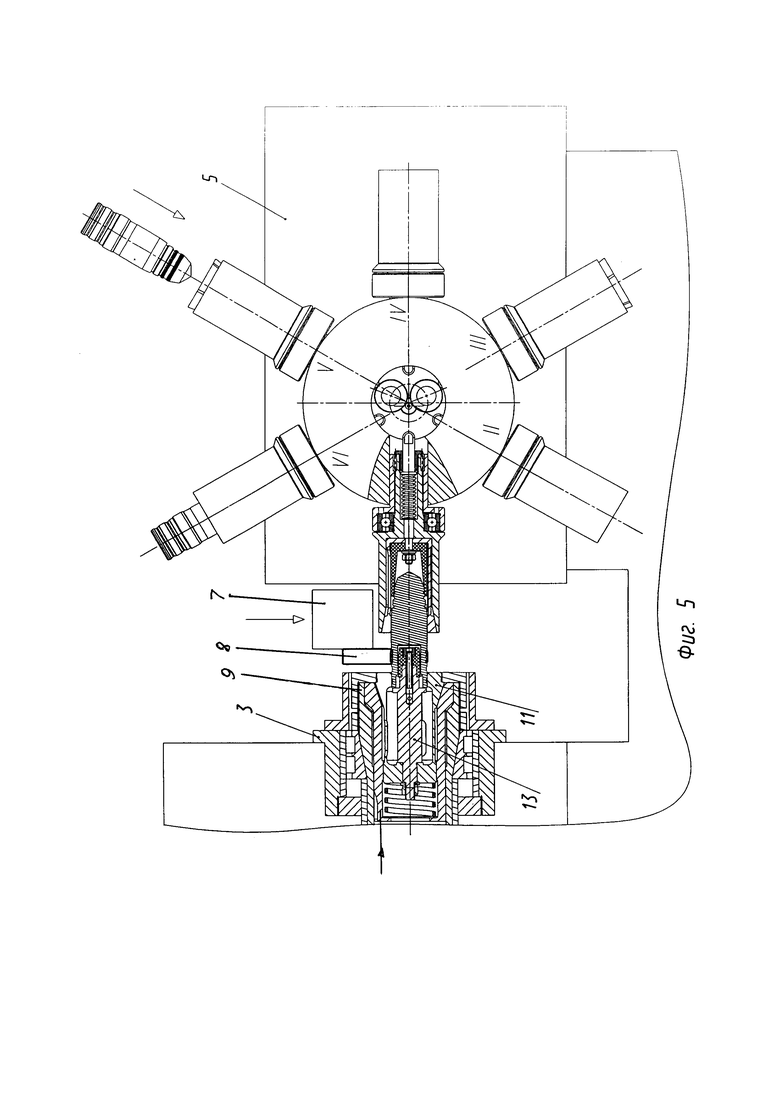
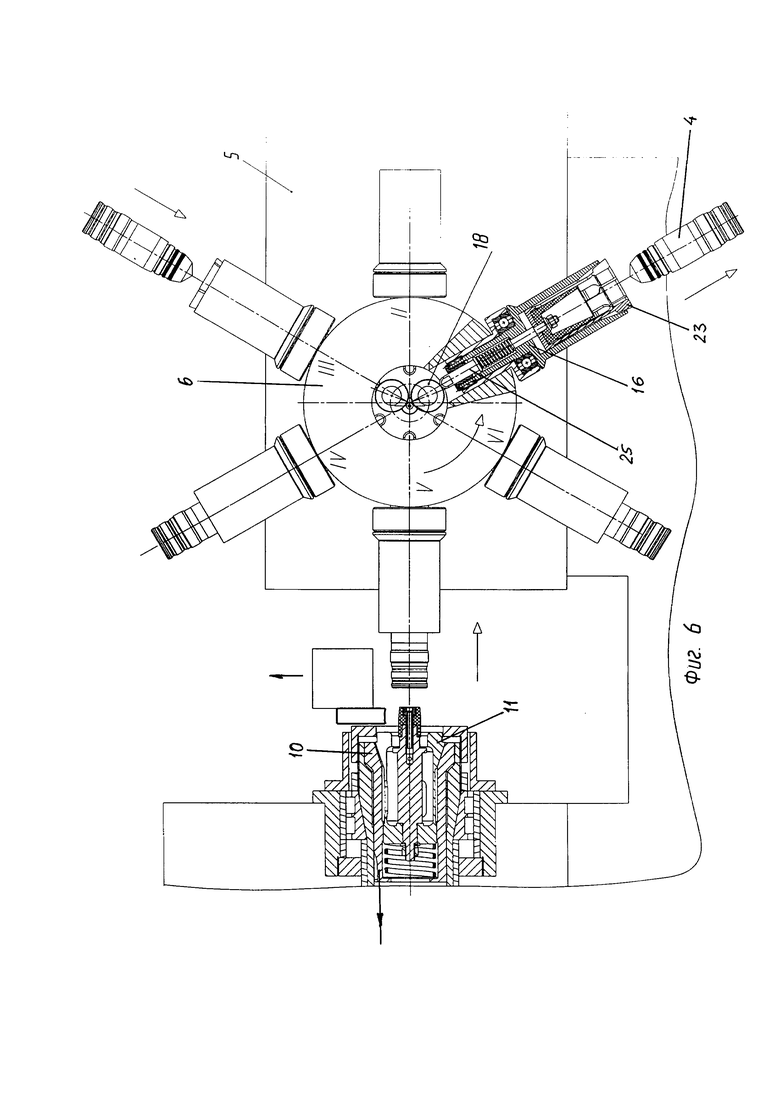
На фиг. 1 изображено устройство для обработки деталей перед установкой детали в ловитель державки револьверной головки для реализации способа; на фиг. 2 изображено устройство с установленной деталью в ловителе в момент зажима детали цангой державки револьверной головки; на фиг. 3 изображено устройство в момент подачи детали в механизм зажима обрабатываемой детали шпиндельной бабки; на фиг. 4 изображено устройство в момент установки обрабатываемой детали на направляющую втулку механизма зажима шпиндельной бабки; на фиг. 5 изображено устройство в момент закрепления обрабатываемой детали цангой механизма зажима и обработки детали резцом; на фиг. 6 изображено устройство в момент выдачи детали из державки револьверной головки.
Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате, реализованный в устройстве, содержащем станину 1, на которой установлены шпиндельная бабка 2 с механизмом зажима 3 обрабатываемой детали 4, продольный суппорт 5 с револьверной головкой 6 имеющий позиции I, II, III, IV, V, VI и поперечный суппорт 7 с режущим инструментом- резцом 8.
Механизм зажима 3 расположен в шпинделе 9, внутри которого размещены: нажимная конусная втулка 10, цанга 11, упирающаяся в гайку 12. Кроме этого, внутри цанги 11 размещен упор 13 с направляющей втулкой 14 для центрирования обрабатываемой детали 4 перед зажимом ее цангой 11.
Револьверная головка 6 продольного суппорта 5 по окружности имеет гнезда 15 с размещенными в них державками 16, а в центральном отверстии 17 револьверной головки 6 неподвижно установлен кулачок 18.
Державка 16 включает в себя корпус 19, внутри которого с возможностью вращения на подшипниках 20 и 21 установлена оправка 22 с цангой 23, с размещенным внутри ловителем 24 спрофилированным по форме детали 4 и толкатель 25.
Устройство работает следующим образом.
Деталь 4 из загрузочного устройства (не показано) поступает в полость ловителя 24 державки 16 револьверной головки 6 на позиции I. В ловителе 24 деталь 4 центрируется и располагается с зазором относительно цанги 23 (фиг. 1) и при повороте револьверной головки 6 толкатель 25 перемещаясь по неподвижному кулачку 18 сходит с его образующей и посредством пружины происходит зажим детали 4 цангой 23 (фиг. 2). При дальнейшем повороте револьверной головки 6 она занимает положение соосное механизму зажима 3 шпиндельной бабке 2 (фиг. З) и при перемещении продольного суппорта 5 деталь 4 находит на вращающуюся направляющую втулку 14, центрируется по ней, далее деталь доходит до упора 13, при этом деталь 4 расположена с зазором относительно цанги 11 (фиг. 4), затем при перемещении нажимной конусной втулки 10 происходит зажим детали 4 цангой 11, деталь вращается вместе с цангой 23 и ловителем 24 (фиг. 5).
При перемещении поперечного суппорта 7 производится обработка-обточка детали 4 резцом 8 (фиг. 5)...
После окончания обработки происходит разжим детали 4 цангой 11, продольный суппорт 5 отводится в исходное положение, револьверная головка 6 поворачивается, при этом толкатель 25 находит на неподвижный кулачок 18 и цанга 23 освобождает деталь 4, которая выдается из державки 16 револьверной головки 6 в тару готовой продукции (не показана) (фиг. 6).
Таким же образом происходит загрузка обрабатываемых деталей в другие державки II, III, IV, V, VI многопозиционной револьверной головки, обработка деталей и их выдача, что повышает производительность устройства.
Способ, реализованный в устройств, имеет возможность производить обработку деталей с покрытием, что расширяет технологические возможности процесса обработки, за счет центрирования детали в державке револьверной головки ловителем детали и в механизме зажима шпиндельной бабке направляющей втулкой с гарантированным зазором относительно их цанг, а также из-за выполнения ловителя и направляющей втулки из фторопласта.
Изобретение «Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате» промышленно применимо.
На АО «Производственное объединение «Завод имени Серго», разработана конструкторская документация и изготовлено устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
| Токарный автомат | 1988 |
|
SU1565587A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный многошпиндельный автомат | 1989 |
|
SU1646688A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
Способ включает использование установленного в шпиндельной бабке устройства с механизмом зажима обрабатываемой детали, включающим зажимную цангу и упор с направляющей втулкой, продольного суппорта с поворотной многопозиционной револьверной головкой с центральным отверстием и гнездами для установки державки с заталкивателем деталей, включающим корпус, внутри которого с возможностью вращения установлена оправка с цангой и размещенным внутри ловителем, спрофилированным по форме детали. Перемещение цанги для зажима детали производят через толкатель от кулачка, размещенного в центральном отверстии револьверной головки, а также поперечный суппорт с инструментом. Обрабатываемую деталь сначала устанавливают в ловитель державки револьверной головки, центрируют с зазором относительно цанги, затем поворачивают револьверную головку и осуществляют зажим детали цангой в державке и при дальнейшем повороте револьверной головки перемещают продольный суппорт к шпиндельной бабке. При этом деталь своей полостью находит на направляющую втулку до упора и с зазором относительно зажимной цанги, которой затем зажимают деталь, и далее перемещают поперечный суппорт с инструментом и производят обработку детали. Достигается повышение производительности и расширение технологических возможностей путем обработки деталей с покрытием. 6 ил.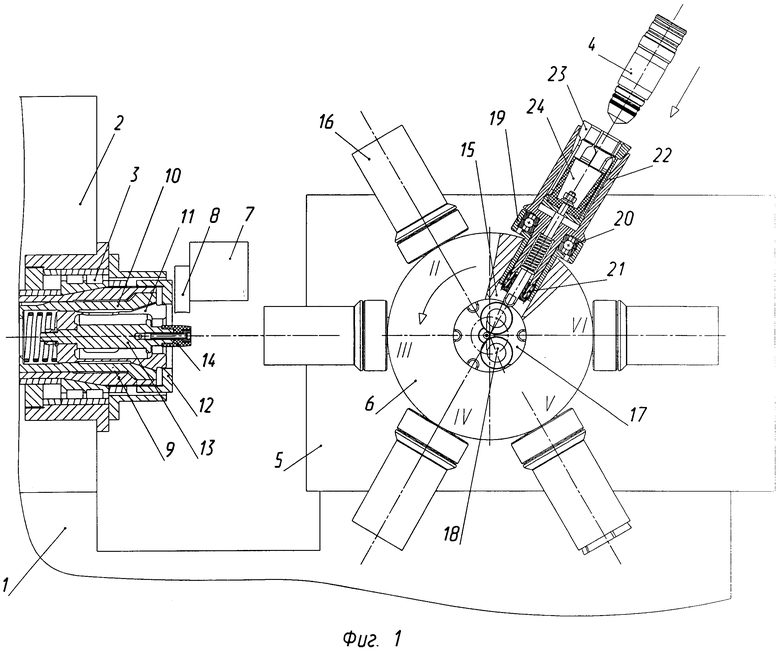
Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате, содержащем шпиндельную бабку с механизмом зажима обрабатываемой детали, включающим зажимную цангу и упор, продольный суппорт с поворотной многопозиционной револьверной головкой с центральным отверстием и гнездами для установки державки с заталкивателем деталей и поперечный суппорт с инструментом, отличающийся тем, что используют механизм зажима шпиндельной бабки с направляющей втулкой для взаимодействия с полостью детали и заталкиватель, содержащий корпус, внутри которого с возможностью вращения установлена оправка с цангой и размещенным внутри ловителем, спрофилированным по форме обрабатываемой детали, причем державку с заталкивателем размещают в каждом гнезде револьверной головки, при этом перемещение цанги для зажима детали в заталкивателе производят через толкатель от кулачка, размещенного в центральном отверстии револьверной головки, обрабатываемую деталь сначала устанавливают в ловитель заталкивателя державки револьверной головки, центрируют с зазором относительно цанги, а затем поворачивают револьверную головку и осуществляют зажим детали цангой и при дальнейшем повороте револьверной головки перемещают продольный суппорт к шпиндельной бабке с возможностью захода детали своей полостью на направляющую втулку до упора и с зазором относительно зажимной цанги, которой затем зажимают деталь, перемещают поперечный суппорт с инструментом и производят обработку детали.
| МАЛОВ А.Н | |||
| "Загрузочные устройства для металлорежущих станков", М., "Машиностроение", 1972, с.247, рис.156 | |||
| ТОКАРНЫЙ АВТОМАТ | 0 |
|
SU409413A1 |
| Заталкиватель заготовок в шпиндельТОКАРНОгО ABTOMATA | 1979 |
|
SU831378A1 |
| JP 56009103 A, 30.01.1981. | |||

