1
Изобретение относится к области размерной электрохимической обработки и может быть использовано в электрохимических станках.
Известны устройства для электрохимической прошивки отверстий, включающие трубчатый электрод-инструмент и охватывающую его местную ванну, уплотняющую зону обработки.
Обп;им недостатком таких устройств является то, что при прощивке сквозных отверстий с момента промыва выходной стенки направление движения электролита изменяется, и все увеличивающаяся часть его будет уходить во все увеличивающийся промыв выходной стенки. Из-за уменьщения поступления электролита в боковой межэлектродный зазор (если плоскость выходной кромки неперпендикулярна оси отверстия) неизбежны короткие замыкапия при выходе электрода-инструмента.
Цель изобретения - обеспечить возможность прощивки в деталях сложной конфигурации, например контровочных отверстий в гайках.
Для этого местная ванна выполнена в виде диэлектрической втулки с окном, форма которого повторяет наружный профиль обрабатываемой детали.
Сущность изобретения поясняется чертежом.
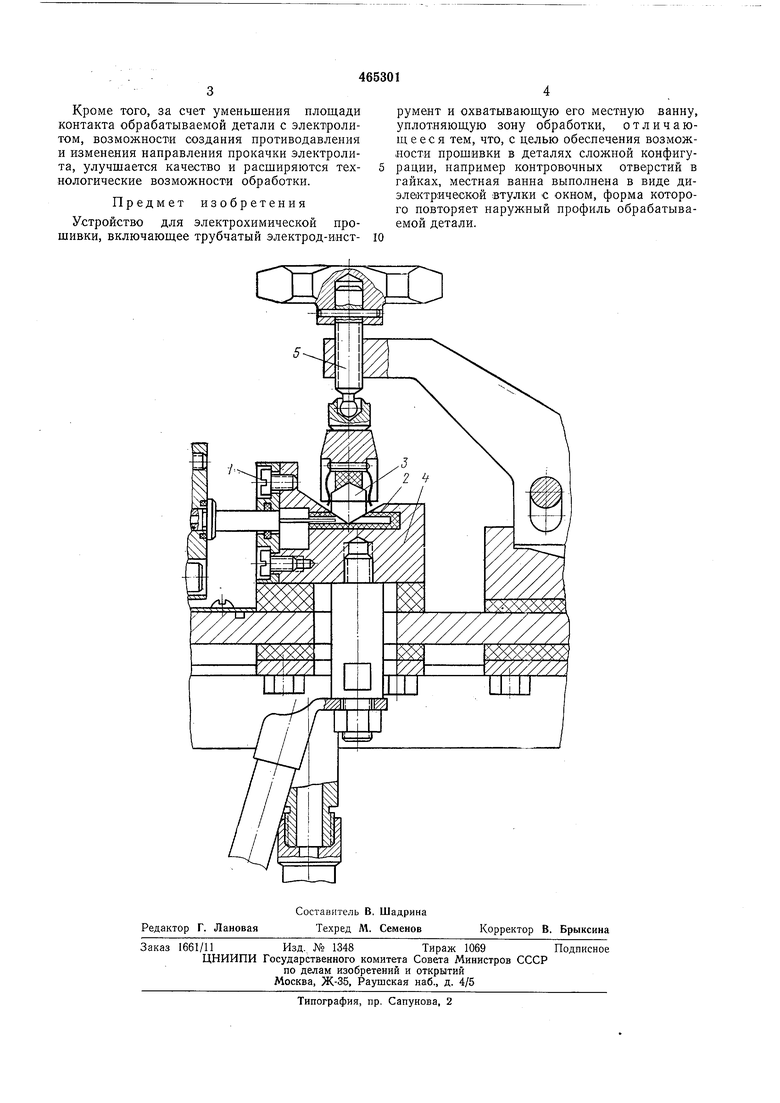
Устройство состоит, из электрода-инструмента 1, представляющего собой металлическую трубку с диэлектрическим покрытием, наиесенным на наружную поверхность; втулки 2
из диэлектрического материала, в которой выполнено окно по форме обрабатываемой детали 3; базирующей призмы 4, в которую запрессована втулка 2, и зажимного устройства 5.
Обрабатываемая деталь 3 устаиавливается на призму 4 и поджимается устройством 5 к окну диэлектрической втулки 2. Ввиду того, что втулка 2 с глухим центральным отверстием для прохода электрода-инструмента I и боковым окном, по форме совпадающим с обрабатываемым участком детали 3, служит рабочей камерой электрохимического станка, то при подаче электролита в инструмент, при наложении технологического тока на электроды
и при перемещении электрода-инструмента 1 в направлении на деталь 3, в последней будет образовываться отверстие. В момент промыва выходной стенки отверстия электролит заполняет глухое отверстие в правой части втулки
2 и по боковому зазору между инструментом и отверстием поступает в систему отвода.
Так как трасса электролита при выходе инструмента не изменяется, то исключается возможность коротких замыканий из-за неравномерного размыва выходных кромок обрабатываемого отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| Устройство для электрохимической обработки отверстий и полостей | 1987 |
|
SU1440638A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ РЕЗОНАТОРА ЭЛЕМЕНТА УПРУГОГО ЧАСТОТНОГО ДАТЧИКА УСКОРЕНИЯ | 2008 |
|
RU2399464C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
