1
Изобретение относится к области термической обработки металлов.
Известна установка для закалки деталей содержащая индуктор, ориентатор первичной ориентации, отсекающий и транспортирующий узлы, закалочную ванну с транспортером.
Однако такая установка позволяет производить ориентацию только в одной плоскости - в направлении движения деталей.
Цель изобретения - обеспечить точную ориентацию деталей, например гаечных ключей в плоскости, перпендикулярной направлению их движения, тем самым автоматизировать процесс подачи деталей к индуктору и осуществлять термическую обработку деталей в автоматическом режиме.
Это достигается тем, что она снабжена дополнительным ориентатором, выполненным в виде планки, установленной в центрах с возможностью поворота.
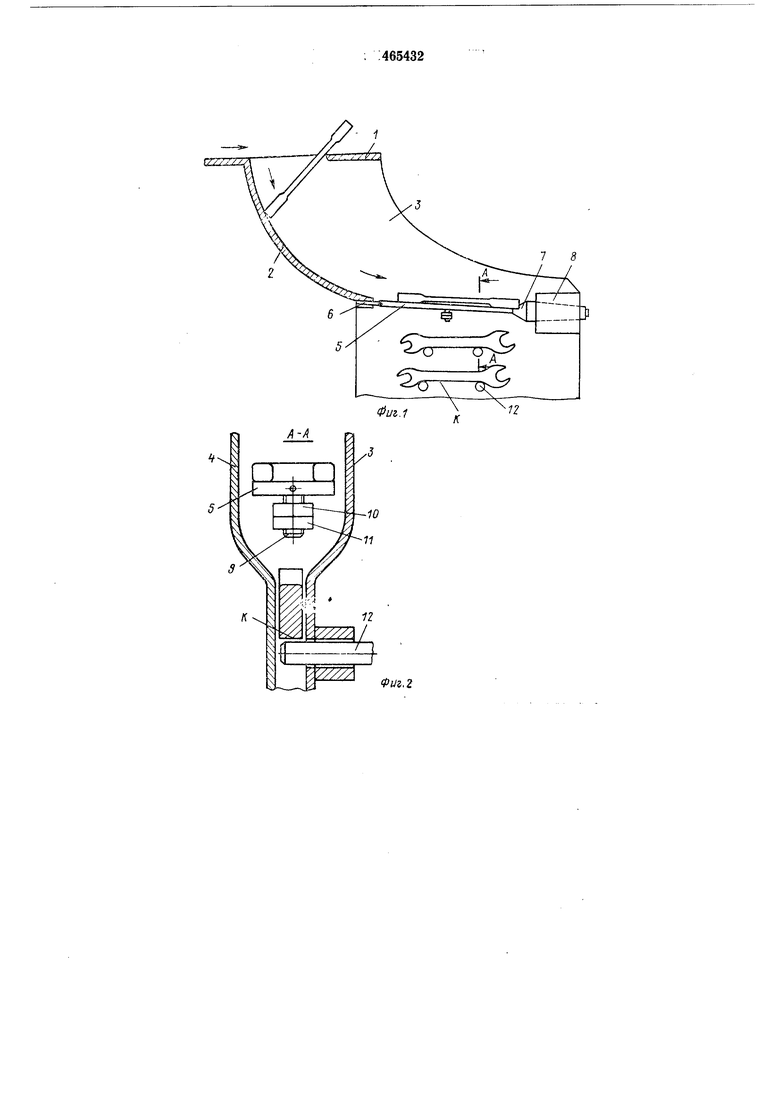
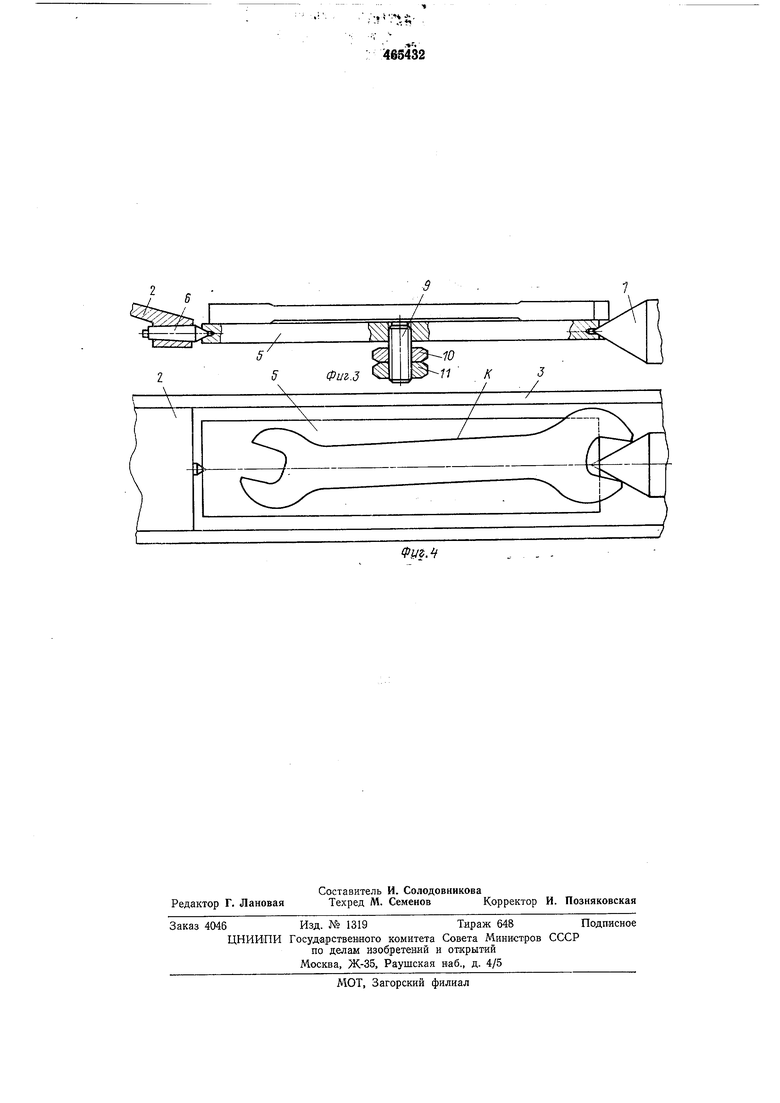
На фиг. 1 изображена предлагаемая установка, вертикальный разрез; на фиг. 2-поперечный разрез зоны вторичной ориентации; на фиг. 3-поворотная планка, установленная в центрах; на фиг. 4 - вид на поворотную планку сверху (момент ориентации гаечного ключа по большому копусиому центру).
Установка выполнена в виде лотка с порогом 1 первичной ориентации, укрепленным
в верхней его части и изогнутым по радиусу желобом 2, являющимся одновременно перемычкой между двумя вертикальными щеками 3 и 4. В нижней части желоба 2 имеется
симметричная поворотная планка 5, установленная в конусных центрах 6 и 7. Конусный центр 6 укреплен в нижней части желоба, а большой конусный центр 7, выполненный с основанием, превышающим размер зева ориентируемого ключа, крепится в перемычке 8, соединяющей, как и сам желоб, щеки 3 и 4.
Поворотная планка 5, устанавливаемая в конусных центрах, имеет центровые выемки, расположенные по оси ее симметрии, а в нижней части планка снабжена регулируемым противовесом, например, состоящим из резьбовой шпильки 9 и двух гаек-грузов 10 и 11, удерживающих ее в горизонтальном положении при отсутствии груза.
В нижней части установки щеки 3 и 4 сближены с тем, чтобы сориентированные окончательно ключи, падая ребром, например, на отсекатели 12, укрепленные к щекам, не получали в дальнейшем возможности к дезориентации.
Установка работает следующим образом. Поступающие в верхнюю часть установки детали (гаечные ключи), нанример, от вибротранспортера, проходят первичную ориентацйю с помощью порога 1. Так, например, еели деталь (гаечный ключ) движется легким концом (с малым зевом) вперед, то по мере продвижепия этот конец паходит на порог 1, давая тем самым возможность тяжелому концу (с большим зевом) первым опуститься на желоб, происходит разворот детали вокруг порога 1, и деталь начинает двигаться по желобу тяжелым концом вперед в направлении к поворотной планке 5 и большому конусному центру 7.
Если деталь движется тяжелым концом (с большим зевом) вперед, то порог 1 в этом случае в работе не участвует, т. к. тяжелый конец сразу увлекает деталь (ключ) вниз по желобу в направлении к поворотной планке 5 и большому конусному центру 7. Таким образом, первичная ориентация происходит в направлении движения деталей. Пройдя зону первичной ориентации, гаечные ключи оказываются на планке во всех случаях тяжелой стороной (с большим зевом) у большого конусного центра 7, который является ориентатором вторичной ориентации детали (ключа).
Вторичная ориентация осуш,ествляется за счет взаимодействия кромок зева гаечного ключа с большим конусным центром, вследствие чего происходит смещение центра тяжести ключа, что влечет за собой поворот планки и сброс ключа, всегда ребром К находяш,егося в нижнем положении. Таким
образом, вторичная ориентация деталей производится в плоскости, перпендикулярной направлению движения деталей.
После вторичной ориентации детали поступают в нижнюю часть установки между сближенными щеками 3 и 4 на отсекатели 12, что исключает возможность дезориентации деталей. Поштучная выдача деталей из нижней узкой части лотка в ориентированном и
вполне определенном положении делает возможным автоматизированную загрузку деталей и передачу их на следуюш,ую операцию, например термическую обработку. Транспортирование к индуктору и закалочной ванне, а
также удаление деталей из них, производится известными средствами.
Предмет изобретения
Установка для закалки деталей, содержащая индуктор, ориентатор первичной ориентации, отсекающий и транспортирующий узлы, закалочную ванну с транспортером, отличающаяся тем, что, с целью обеспечения точной ориентации деталей, например гаечных ключей в плоскости, перпендикулярной направлению движения, установка снабжена дополнительным ориентатором, выполненным
в виде планки, установленной в центрах с возможностью поворота.
J/
I -.
-Л
.
Фиг.1
л
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1968 |
|
SU213544A1 |
| Устройство для ориентации изделий | 1983 |
|
SU1137032A1 |
| НИЗКОПРОФИЛЬНЫЙ ГАЕЧНЫЙ КЛЮЧ | 2010 |
|
RU2523405C2 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| Автоматическая линия горячей штамповки деталей | 1988 |
|
SU1618490A1 |
| Устройство для деления потока деталей | 1981 |
|
SU975325A1 |
| ГАЕЧНЫЙ КЛЮЧ, ШТАМП ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГАЕЧНОГО КЛЮЧА | 1997 |
|
RU2114727C1 |
| Станок для закалки деталей | 1975 |
|
SU739112A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| РАЗВОДНОЙ ГАЕЧНЫЙ КЛЮЧ | 1993 |
|
RU2106955C1 |