Как уже известно, кулачки самоцентрирующих патронов могут изготовляться на токарном станке, на шпинделе которого укрепляется оправка, несущая резец, расположенный на определенном расстоянии от центра и служащий для прорезания канавок в заготовке изготовляемого кулачка. Самая же заготовка кулачка зажимается на поперечном супорте, который при своем движении производит подачу на определенный шаг резьбы. При таком способе работы можно одновременно нарезать только лишь один кулачок.
Согласно изобретению, нарезы на кулачках самоцентрирующих патронов изготовляются фрезерованием при помощи чашеобразной фрезы, причем обрабатываемые одновременно два кулачка устанавливаются один около другого сдвинутыми на одинаковом расстоянии один вверх, а другой вниз относительно горизонтальной оси чашеобразной фрезы.
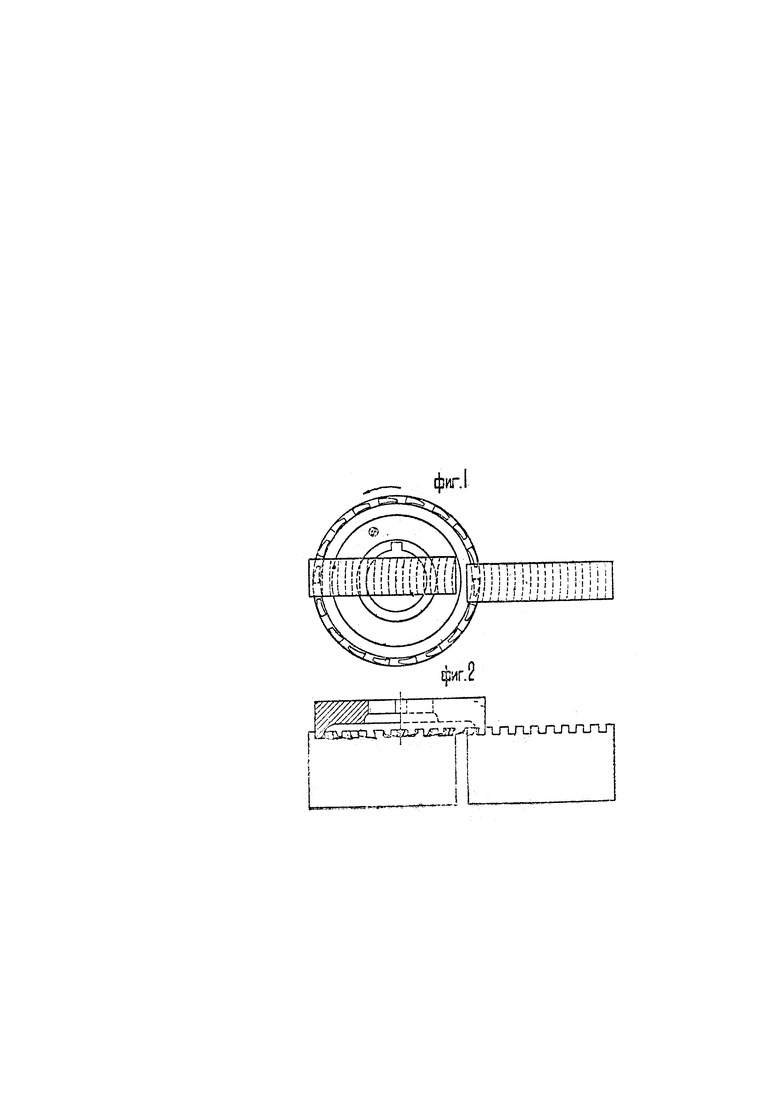
На чертеже фиг. 1 и 2 изображают схему нарезания кулачков в двух проекциях.
Для нарезания кулачков самоцентрирующим патроном применяется чашеобразная фреза, которая укрепляется на оправке, навертываемой на шпиндель токарного станка.
На поперечном супорте станка устанавливаются две заготовки нарезаемых кулачков рядом с небольшим промежутком между ними.
Для сообщения поперечному супорту подачи по нарезаемому шагу на кулачках необходимо, чтобы резьба поперечного супорта имела такой же шаг, какой нарезан на дисковой конической шестерне самоцентрирующего патрона, для которого нарезается кулачок, причем при нарезке первой канавки поперечный супорт стоит неподвижно. После того, как первая канавка нарезана на полную глубину зуба кулачка, ручку поперечного супорта проворачивают точно на полную глубину зуба кулачка, ручку поперечного супорта проворачивают точно на один оборот и прорезают полностью следующую канавку и т.д. до конца.
Точность шага нарезки кулачка зависит от точности изготовления винта поперечного супорта и при обыкновенной его нарезке, для точного отсчета одного оборота ручки супорта необходимо установить отбрасывающийся упор, до которого и доводить ручку винта.
При таком способе нарезания кривая канавка на кулачке будет сделана не по резьбе, а в виде концентрических дуг; поэтому, если такой кулачок вложитьв паз патрона, то он будет заклиниваться в виду перекоса.
Для избежания такого явления требуется заготовку кулачков укладывать на супорт не по центру, а так, чтобы один был выше центра, а второй ниже. При вращении шпинделя станка по стрелке такое расположение отдельных кулачков обеспечивает получение для шестерни с правой спиралью левой нарезки на кулачках.
Величина смещения от центра зависит от радиуса фрезы и шага спирали и определяется подсчетом.
Способ фрезерования нарезов на кулачках самоцентрирующих патронов с применением чашеобразной фрезы, отличающийся тем, что два кулачка устанавливаются один около другого сдвинутыми на одинаковые расстояния один вверх, а другой вниз относительно горизонтальной оси чашеобразной фрезы, обрабатывающей одновременно оба кулачка.
