Предметом изобретения является способ нарезания рифлей вальцевых валов на токарных станках и приспособление для осуществления этого способа.
Известные приспособления для нарезания резьбы винтовых канавок, рифлей и т.п., предназначенные для осуществления кинематической связи между обрабатываемым изделием и ходовым винтом токарного станка и включающие в себя зубчатые передачи, сложны и дороги в изготовлении.
Согласно изобретению, установленный в центрах токарного станка вальцевый вал получает вращение не от шпинделя, a от снабженного особым приводом ходового винта, посредством простого по конструкции приспособления, не имеющего зубчатых передач. Такой способ нарезания рифлей, как и конструкция приспособления проще существующих и обеспечивают требуемую точность обработки.
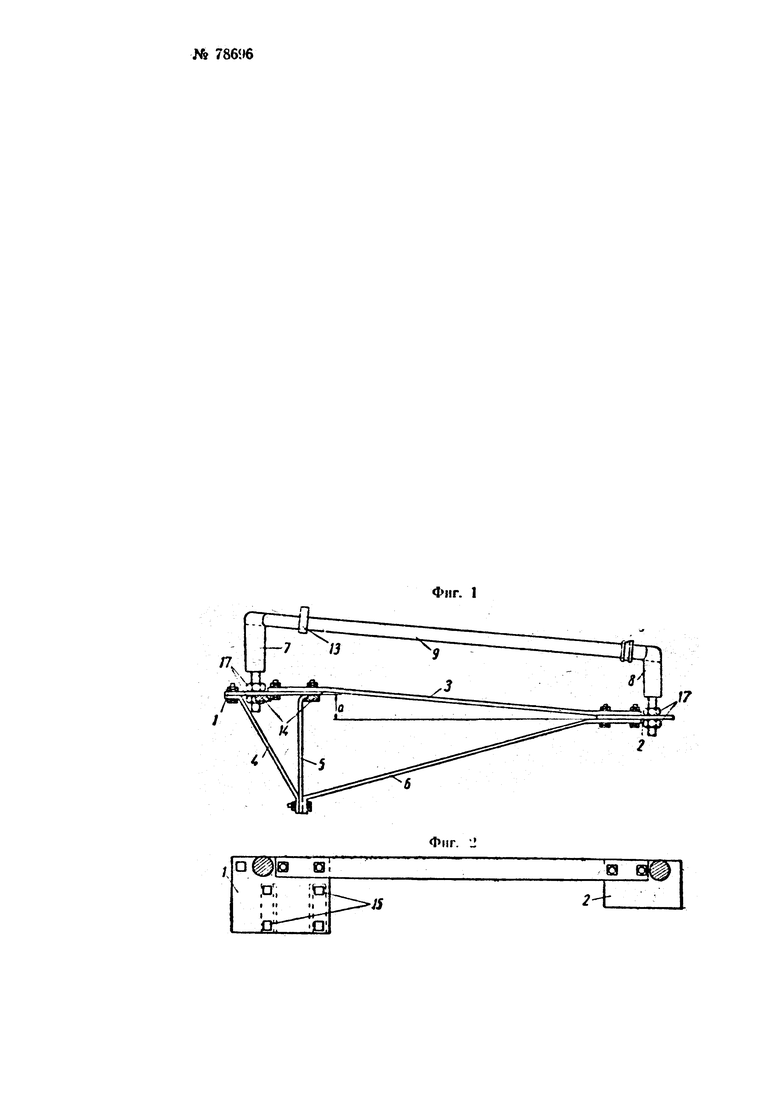
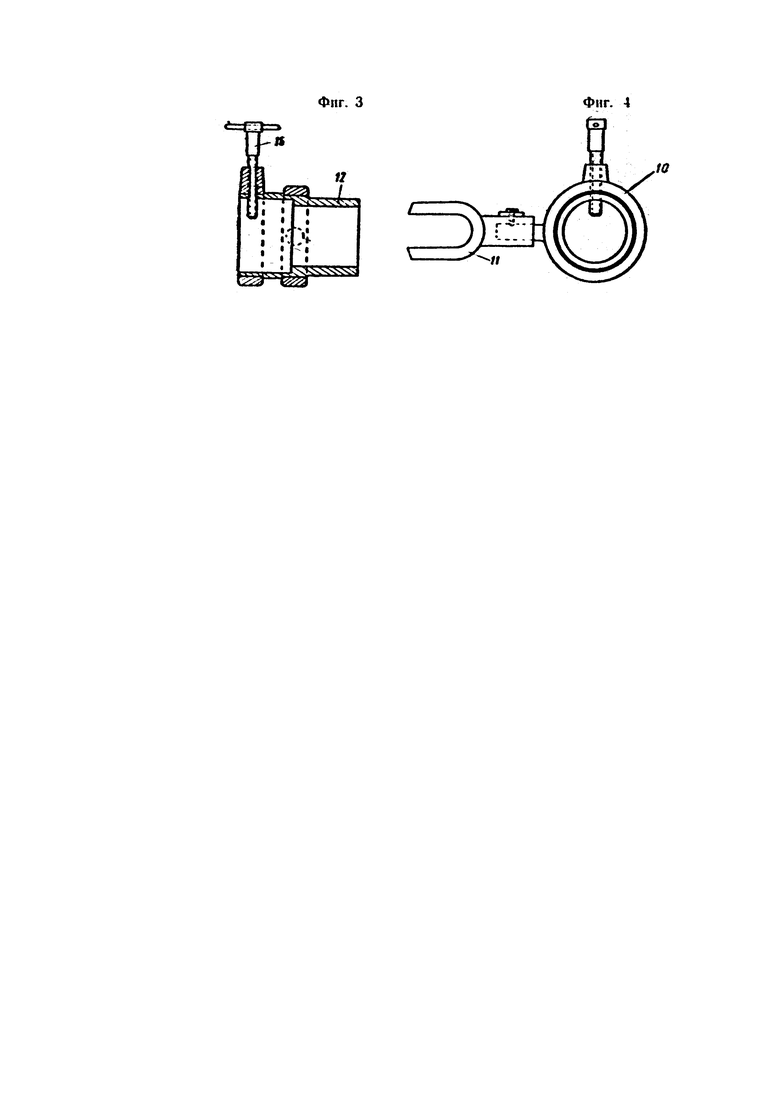
На фиг. 1 схематически показан вид приспособления спереди; на фиг. 2 - вид его в плане; на фиг. 3 - вид в разрезе устройства для поворота вала; на фиг. 4 - вид того же устройства сбоку.
Приспособление имеет две опорные плиты: переднюю 1, которая укрепляется на супорте, и заднюю 2, укладываемую на направляющие станины. Передняя плита расположена выше задней на величину а, равную высоте супорта над станиной. Плиты связаны между собою фермой, состоящей из стержней 4, 5 и 6.
Па плитах укреплены регулируемые стойки 7 и 8, соединенные наклонной штангой 9. Вдоль штанги может перемещаться скользящая муфта 10, сцепленная при помощи вилки 11 с втулкой 12, закрепляемой на шейке обрабатываемого вала. Переставной упор 13 предназначен для выключения супорта по окончании нарезания рифля.
Обрабатываемый вал устанавливают в центры станка. С ходового винта снимают шестерню и вместо нее устанавливают шкивок. Ему сообщают от электродвигателя такое число оборотов, которое обеспечивает супорту перемещение с выбранной скоростью.
Приспособление ставят на супорт позади установленного в центрах вала так, чтобы призматические пластинки 11 вошли в направляющие канавки супорта, и закрепляют болтами 15. Вилку 11 вставляют в канавку муфты 10, а втулку 12 закрепляют на шейке вала винтом 16.
После включения ходового винта супорт и укрепленное на нем приспособление начинают перемещаться вдоль обрабатываемого вала, а муфта 10 скользит вдоль наклонной штанги 9. При этом благодаря наклону штанги вилка 11 сообщает обрабатываемому валу медленное вращение, а установленный в супорте резец прорезает на валу винтовую канавку (рифль). Для изменения угла наклона винтовой линии изменяют наклон штанги 9 за счет изменения высоты передней стойки 7 или задней 8 при помощи гаек 11.
По окончании нарезания рифля отвертывают винт 16 и выключают вращение вала. Перемещение супорта и поворот втулки 12 на валу продолжаются до тех пор, пока муфта 10 не дойдет до упора 13. Тогда выключают супорт, закрепляют винт 16 и вручную отводят супорт; вал при этом поворачивается в обратном направлении. Затем вновь включают супорт и приступают к прорезанию следующего рифля.
Упер 13 устанавливают на штанге так, чтобы поворот втулки к моменту, когда муфта 10 дойдет до упора, соответствовал шагу между рифлями.
1. Способ нарезки рифлен вальцевых валов на токарных станках, отличающийся тем, что установленный в центрах вальцевый вал нарезают без вращения шпинделя станка, а поступательное движение супорта и вращение вала осуществляются от ходового винта, снабженного отдельным приводом и установленного на супорте приспособления.
2. Приспособление для осуществления способа по п. 1, отличающееся, тем, что, с целью передачи вращения нарезаемому валу и получения деления на следующий заход нарезки рифля, приспособление, укрепляемое на супорте, имеет наклонную под требуемым углом штангу со скользящей муфтой, связанной с закрепляемой на шейке обрабатываемого винта втулкой, и упор, закрепленный на штанге, для отключения супорта при переходе деления на следующий заход.
