(54) КУЛАЧОК СВЕРЛИЛЬНОГО ПАТРОНА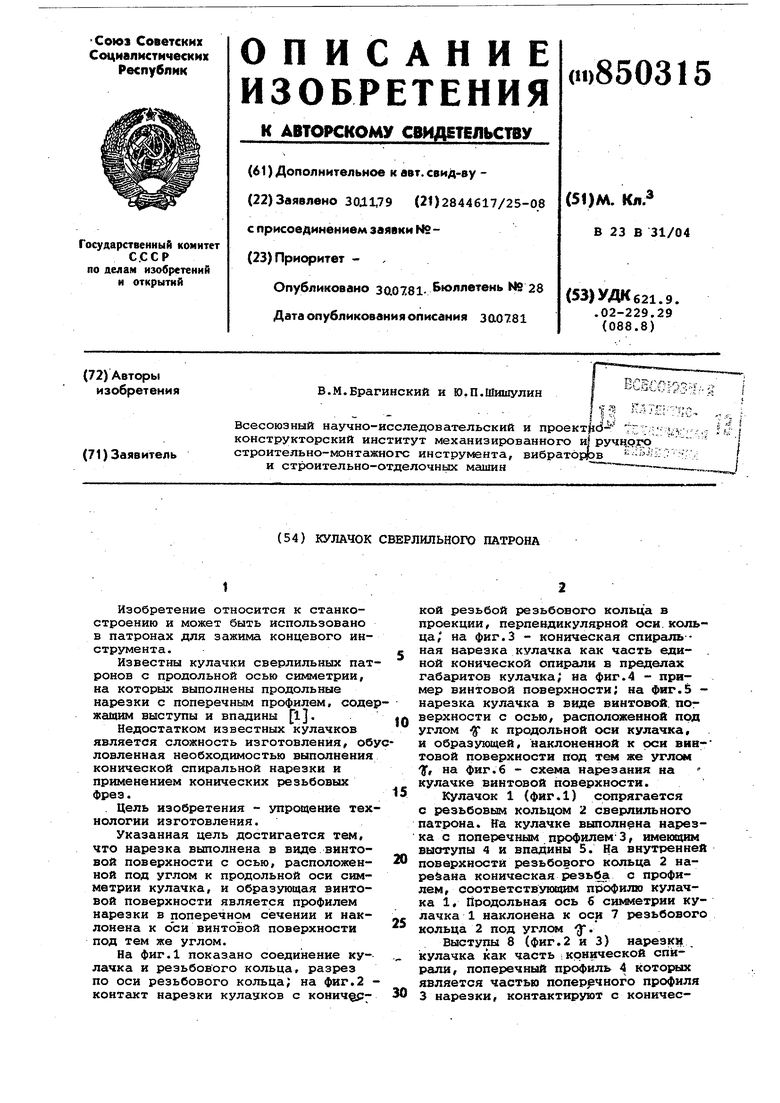
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Станок для изготовления деталей тел вращения | 1990 |
|
SU1733235A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Гайковерт ударного действия | 1974 |
|
SU597547A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
1
Изобретение относится к станкостроению и может быть использовано в патронах для зажима концевого инструмента.
Известны кулачки сверлильных патронов с продольной осью симметрии, на которых выполнены продольные нарезки с поперечньлм профилем, солержащим выступы и впадины 1.
Недостатком известных кулачков является сложность изготовления, обуа ловленная необходимостью выполнения конической спиральной нарезки и применением конических резьбовых фрез.
. Цель изобретения - упрощение технологии изготовления.
Указанная цель достигается тем, что нарезка выполнена в виде винтовой поверхности с осью, расположенной под углом к продольной оси симметрии кулачка, и образующая винтовой поверхности является профилем нарезки в поперечном сечении и наклонена к оси винтовой поверхности под тем же углом.
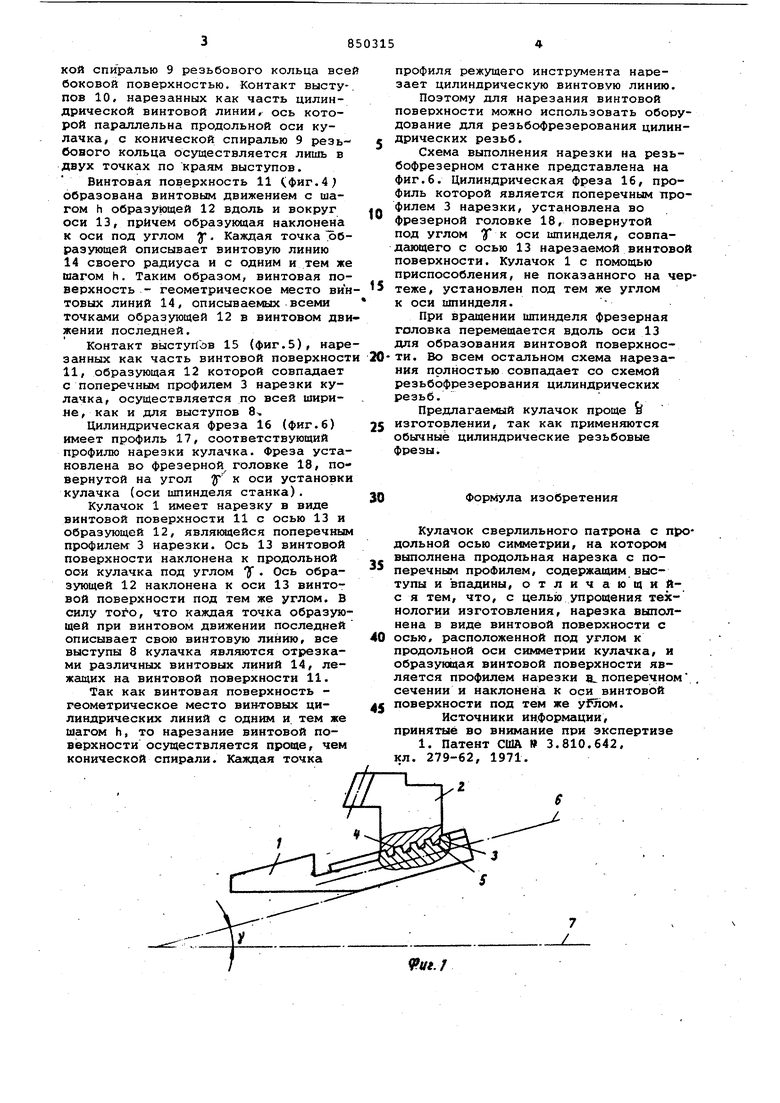
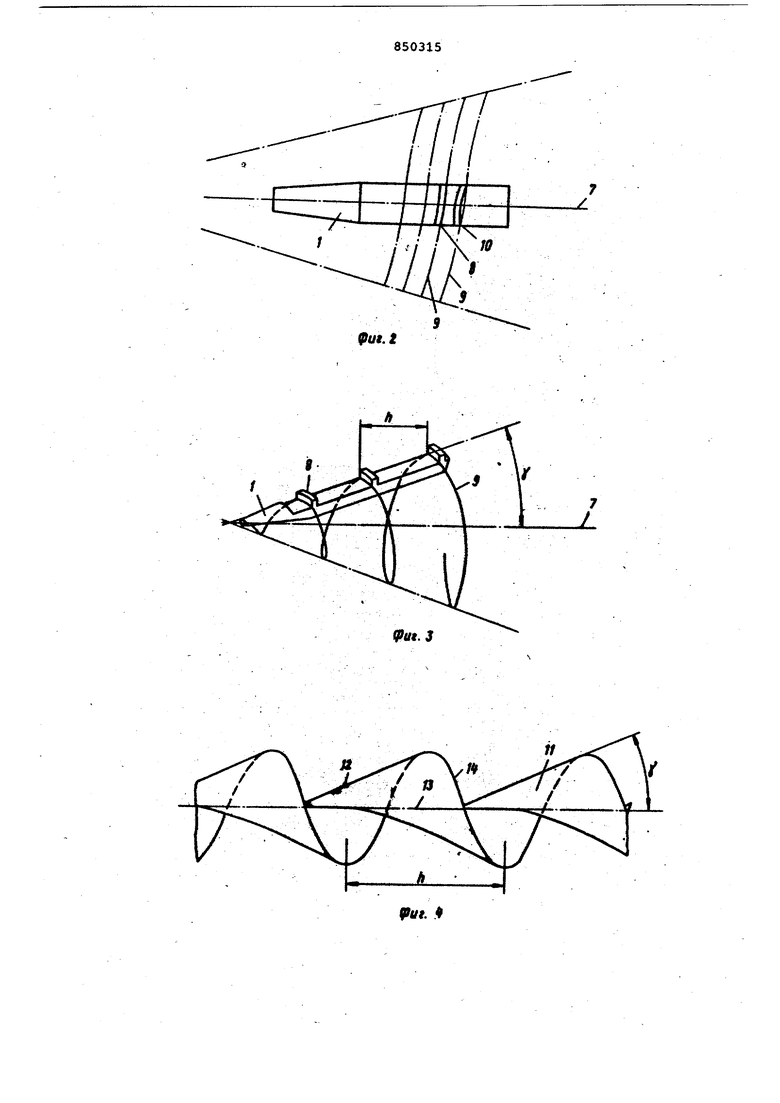
На фиг.1 показано соединение кулачка и резьбового кольца, разрез по оси резьбового кольца, на фиг.2 контакт нарезки куланков с конич кой резьбой резьбового кольца в проекции, перпендикулярной оси. кольца/ на фиг.З - коническая спиральная нарезка кулачка как часть еди- . ной конической опирали в пределах габаритов кулачка; на фиг.4 - пример винтовой поверхности; на фиг.5 нарезка кулачка в виде винтовой, пог верхности с осью, расположенной под
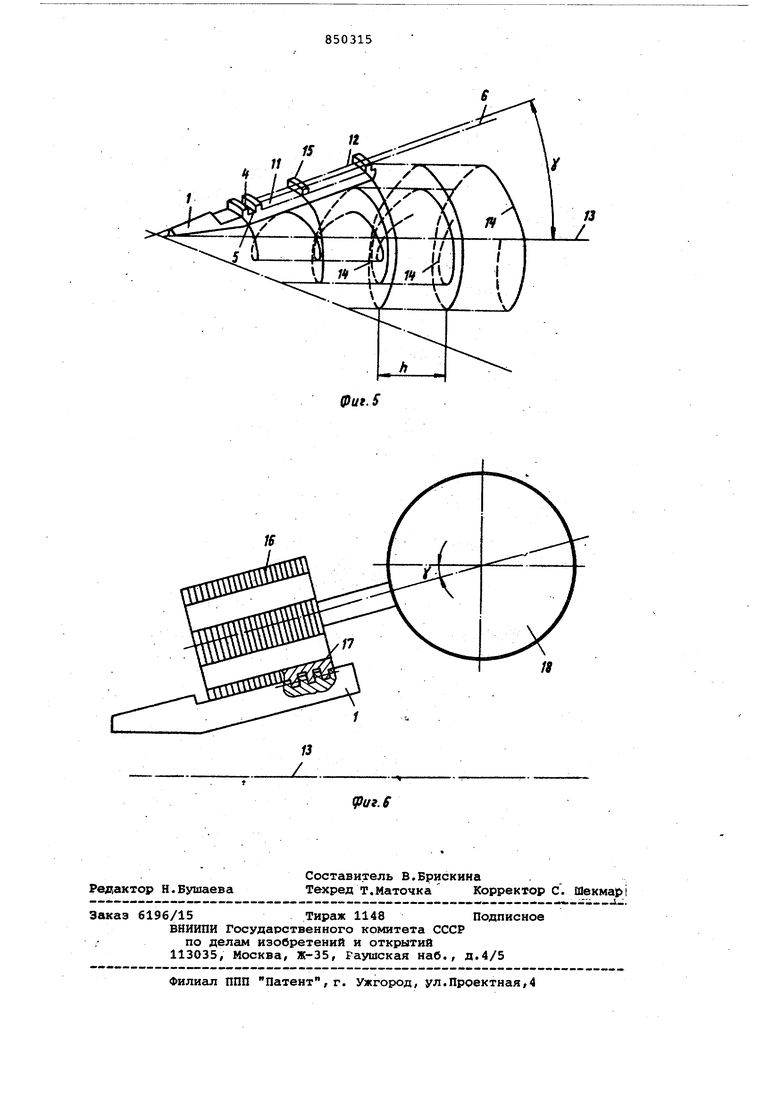
10 углом к продольной оси кулачка, и образующей, наклоненной к оси вив- товой поверхности под тем же углом У, на фиг.б - схема нарезания на кулачке винтовой поверхности.
15
Кулачок 1 (фиг.1) сопрягается с резьбовым кольцом 2 сверлильного патрона, ffa кулачке вьшолн на нарезка с поперечным профилем- 3, имеющим выотупы 4 и впадины 5. На внутренней
20 поверхности резьбового кольца 2 нареёана коническая резь«5а с профилем, соответствующим профилю кулачка 1, Продольная ось 6 симметрии кулачка 1 наклонена к оси 7 резьбового
25 кольца 2 под углем .
Выступы 8 (фиг.2 и 3) нарезки , кулачка как часть : конической спирали, поперечный профиль 4 которых является частью поперечного профиля
30 3 нарезки, контактируют с конической спиралью 9 резьбового кольца все боковой поверхностью. Контакт выступов 10, нарезанных как часть цилиндрической винтовой линии, ось которой параллельна продольной оси кулачка, с конической спиралью 9 резьбового кольца осуществляется лишь в двух точках по краям выступов. Винтовая поверхность 11 (фиг.4 образована винтовым движением с шагом h образующей 12 вдоль и вокруг оси 13, причем образующая наклонена к оси под углом у. Каждая точка Ъбразующей описывает винтовую линию 14 своего радиуса и с одним и тем же шагом h. Таким образом, винтовая поверхность - геометрическое место вин товых линий 14, описываемых всеми точками образующей 12 в винтовом дви жении последней. Контакт выстуг1Ьв 15 (фиг.5), наре занных как часть винтовой поверхност 11, образующая 12 которой совпадает с поперечным профилем 3 нарезки кулачка, осуществляется по всей ширияе, как и для выступов 8.. Цилиндрическая фреза 16 (фиг.6) имеет профиль 17, соответствующий профилю нарезки кулачка. Фреза установлена во фрезерной головке 18, повернутой на угол 2Г к оси установки кулачка (оси шпинделя станка). Кулачок 1 имеет нарезку в виде винтовой поверхности 11 с осью 13 и образующей 12, являкяцейся поперечным профилем 3 нарезки. Ось 13 винтовой поверхности наклонена к продольной оси кулачка под углом J , Ось образующей 12 наклонена к оси 13 винтовой поверхности под тем же углом. В силу , что каждая точка образую щей при винтовом движении последней описывает свою винтовую линию, все выступы 8 кулачка являются отрезками различных винтовых линий 14, лежащих на винтовой поверхности 11. Так как винтовая поверхность геометрическое место винтовых цилиндрических линий с одним и тем же шагом h, то нарезание винтовой поверхности осуществляется проще, чем конической спирали. Кс1ждая точка профиля режущего инструмента нарезает цилиндрическую ВИНТОВУЮ линию. Поэтому для нарезания винтовой поверхности можно использовать оборудование для резьбофрезерования цилиндрических резьб. Схема выполнения нарезки на резьбофрезерном станке представлена на фиг.6. Цилиндрическая фреза 16, профиль которой является поперечным профилем 3 нарезки, установлена во фрезерной головке 18, повернутой под углом X к оси шпинделя, совпадающего с осью 13 нарезаемой винтовой поверхности. Кулачок 1 с помощью приспособления, не показанного на чертеже, установлен под тем же углом к оси шпинделя. При вращении шпинделя фрезерная головка перемещается вдоль оси 13 для образования винтовой поверхности. Во всем остальном схема нарезания полностью совпадает со схемой резьбофрезерования цилиндрических резьб. Предлагаемый кулачок проще в изготовлении, так как применяются обычные цилиндрические резьбовые фрезы. Формула изобретения Кулачок сверлильного патрона с продольной осью симметрии, на котором выполнена продольная нарезка с поперечным профилем, содержёицим выступы и впадины, отличающийс я тем, что, с целью упрощения технологии изготовления, нарезка выполнена в виде винтовой поверхности с осью, расположенной под углом к продольной оси симметрии кулачка, и образующая винтовой поверхности является профилем нарезки я поперечном сечении и наклонена к оси винтовой поверхности под тем же уРлом. Источники информации, принятые во внимание при экспертизе 1. Патент США 3.810.642, кл. 279-62, 1971.
13
