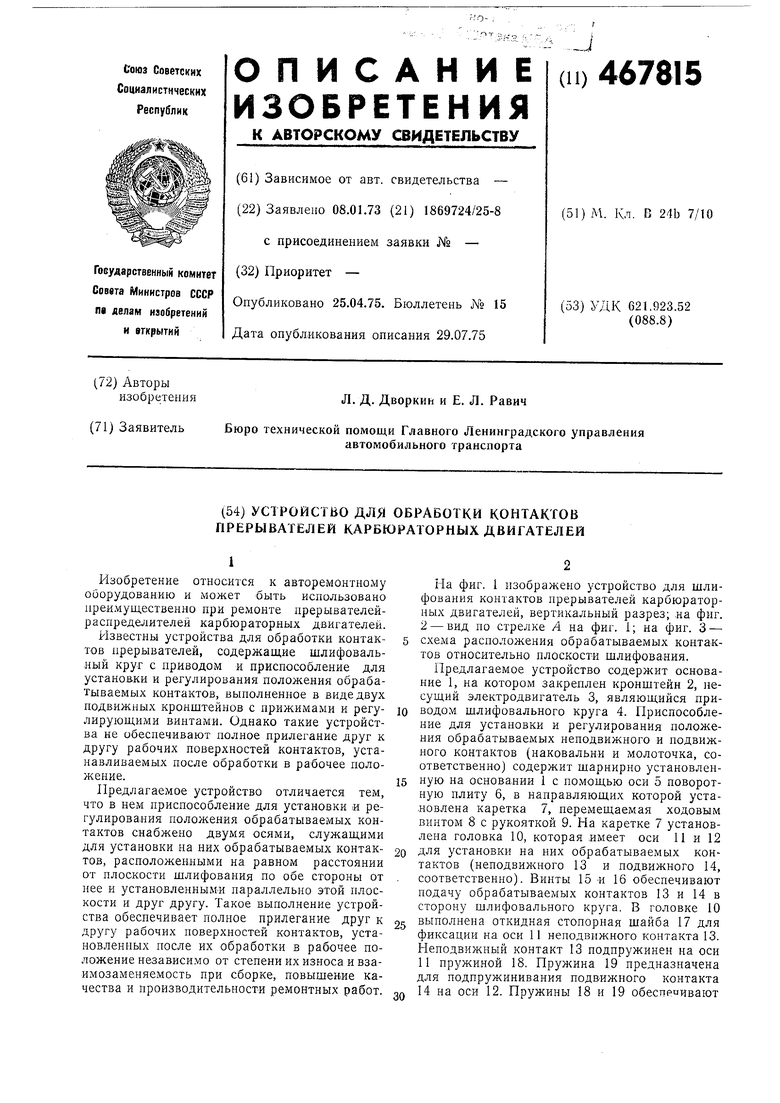
постоянное соприкосновение контактов 13 и 14 с винтами 15 и 16, препятствуя произвольному соприкосновению контактов с поверхностью шлифовального «руга 4. На сменной головке 10 установлен откидной шаблон 20, позволяюш,ий осуш;ествить установку обрабатываемых контактов 13 и 14 на заданном расстоянии от плоскости шлифования. Алмазный карандаш 21 служит для правки шлифовального круга 4. Рукоятка 22 предназначена для перемеш,ения по плоскости шлифовального круга 4 контактов 13 и 14 в процессе их обработки -и алмазного карандаша 21 при правке шлифовального круга 4.
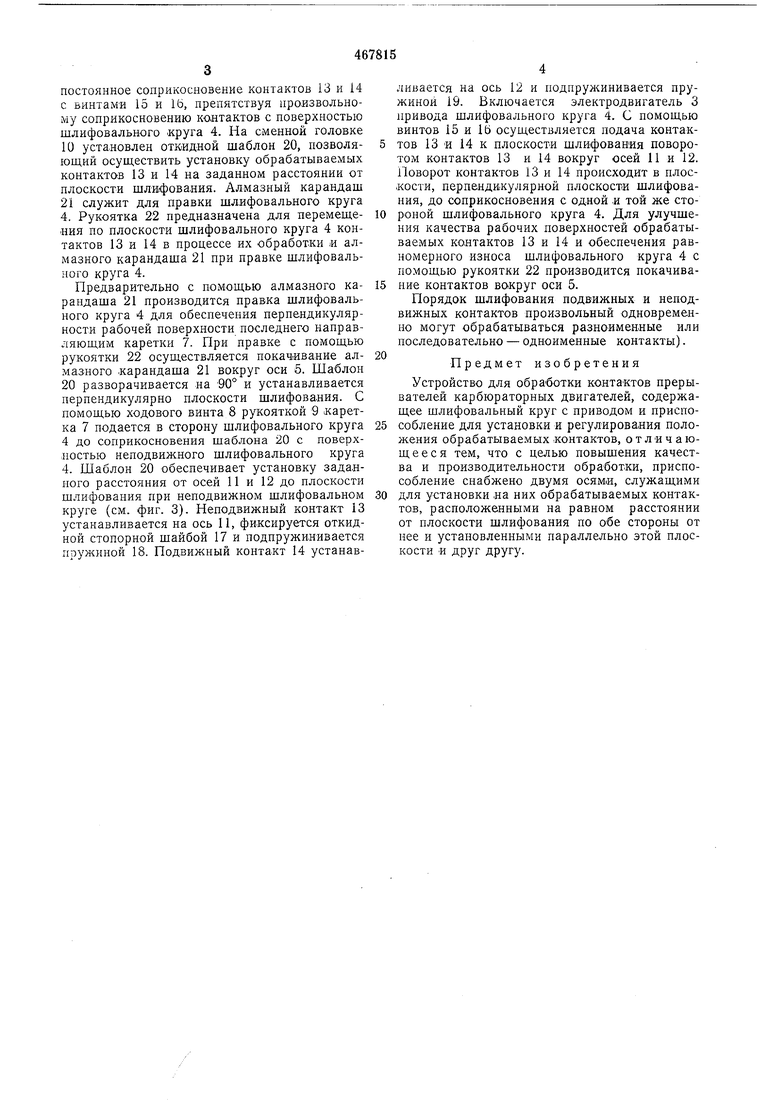
Предварительно с помощью алмазного карандаша 21 производится правка шлифовального круга 4 для обеспечения перпендикулярности рабочей поверхности последнего направляющим каретки 7. При правке с помощью рукоятки 22 осуществляется покачивание алмазного .карандаша 21 вокруг оси 5. Шаблон 20 разворачивается на 90° и устанавливается перпендикулярно плоскости шлифования. С помощью ходового винта 8 рукояткой 9 каретка 7 подается в сторону шлифовального круга 4 до соприкосновения шаблона 20 с поверхностью неподвижного шлифовального круга 4. Шаблон 20 обеспечивает установку заданного расстояния от осей 11 и 12 до плоскости шлифования при неподвижном шлифовальном круге (см. фиг. 3). Неподвижный контакт 13 устанавливается на ось 11, фиксируется откидной стопорной шайбой 17 и подпружинивается пружиной 18. Подвижный контакт 14 устанавливается на ось 12 и нодпрул :инивается пружиной 19. Включается электродвигатель 3 привода шлифовального круга 4. С помощью винтов 15 и ib осуществляется подача контактов 13 и 14 к плоскости шлифования поворотом контактов 13 и 14 вокруг осей И и 12. Поворот контактов 13 и 14 происходит в плоскости, перпендикулярной плоскости шлифования, до соприкосновения с одной .и той же стороной шлифовального круга 4. Для улучшения качества рабочих поверхностей обрабатываемых контактов 13 и 14 и обеспечения равномерного износа шлифовального круга 4 с помощью рукоятки 22 производится покачивание контактов вокруг оси 5.
Порядок шлифования подвижных и неподвижных контактов произвольный одновременно могут обрабатываться разноименные или последовательно - одноименные контакты).
тт
Предмет изобретения
Устройство для обработки контактов прерывателей карбюраторных двигателей, содержащее шлифовальный круг с приводом и приспособление для установки и регулирования положения обрабатываемых контактов, отличающееся тем, что с целью повышения качества и производительности обработки, приспособление снабжено двумя осям.и, служащими
для установки на них обрабатываемых контактов, расположенными на равном расстоянии от плоскости шлифования по обе стороны от нее и установленными параллельно этой плоскости и друг другу.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Устройство для шлифования пазов детали | 1981 |
|
SU1103998A1 |
| Способ установки вершины алмаза | 1980 |
|
SU1136932A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ ПО ЭВОЛЬВЕНТЕ | 1971 |
|
SU299347A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU870098A1 |
| Устройство для правки профильного шлифовального круга | 1977 |
|
SU686858A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1007949A1 |
| Устройство для шлифования колец | 1983 |
|
SU1093490A1 |

т
10
v %ir:; tnUS/V - t .
(риг.1
лосность шлифований
