Изобретение относится к машиностроению и может быть использовано при осуществлении операций шлифования. Известно устройство для правки шлифовального круга, содержащее снаб женную элементами крепления к станку оправку, на которой установлен подвижный вдоль ее оси поворотный держатель правящего инструмента с кулач ком, находящимся в контакте с радиальным упором, неподвижно закрепленным на оправке, а также имеющее храповой механизм подачи барабана на врезание l . Однако известное устройство является весьма сложным, так как для обеспечения подачи правящего инструмента в нем используется храповой .механизм. Цель изобретения - упрощение конструкции устройства. Указанная цель достигается тем, что в устройстве,содержащем снабженную элементами крепления к станку оправку, на которой установлен подвижный вдоль ее оси поворотный держатель правящего инструмента с кулачком, на ходящимся в контакте с радиальным упором, неподвижно закрепленным на оправке, держатель правящего инструмента выполнен в виде барабана с радиальными гнездами для алмазных карандашей., расположенными нескольки ми продольными рядами,а кулачок выполнен в виде торцового зубчатого венца на барабане с числом зубьев ,равнь1м числу рядов гнезда барабана., при этом устройство снабжено пружиной сжатия, установленной на оправке и находящейся в контакте с торйрм барабана, противоположным торцовому зубчатому вен ДУ. На фиг.1 показано устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2, на фиг. 4 - развертка цилиндрического ба рабана; на фиг.5 узел 1, на фиг.3 (Увеличено). Алмазные карандаши 1 закреплены посредством винтов 2 в гнездах 3, вып-олненных на наружной цилиндрической поверхности 4, вращающегося на оправке 5 держателя правящего инструмента в виде цилиндрического барабана 6, и располсясенных к примеру в три продольных ряда 7 шахматным по рядком, т.е. алмазные карандаши 1 каждого последующего ряда смещены вдоль оси-8 барабана б относительно соответствующих смежных алмазных карандашей 1 предыдущего ряда, на величину , равную ягт Меньшую (2) .величины осевой подачи 5 цилиндричес кого барабана 6. Кроме того, вершины алмазных карандашей 1, смежных между собой в ряду, отстоят друг от друга .на вылету на величину, меньшую вели чины алмазного зерна карандаша 1. Оправка 5, на которой расположен с возможностью вращения цилиндричес-. кий барабан 6, консольно закреплена на кронштейне 9, который в свою очередь закреплен на рычауе 10, шарнирно сопряхсенном н апример, с защитным кожухом 11 шлифовального круга 12. Свободный конец 13 рычаЪа 10 снабжен резьбовым отверстием с ввинченным в него регулировочным винтом 14. Указанные детали являются элементами крепления оправки 5 к станку. Барабан 6 имеет кулачок в виде торцового зубчатого венца 15, количество зубьев которого равно количеству рядов гнезд для алмазных карандашей на поверхности барабана 6 (к примеру, три зуба) , а высота h его зубьев соответствует величине осевой подачи 5 барабана 6.Торцовый забчатый венец 15 контактирует с упором 16, жестко закрепленньам на оправке 5. Барабан 6 подпружинен пружиной 17 вдоль своей оси 8 от кронштейна 9 в сторону зубчатого венца 15 и упора 16. . Устройство работает следующим образом. В нерабочем положении барабан 6 удален от шлифовальнЬго круга 12 и алмазные карандаши 1 не контактируют с шлифовательным кругом. Для правкиторцовой. .поверхности шлифовального круга предварительно устанавливают барабан 6 наклонно, т.е. так чтобы его.ось 8 была наклонена к торцовой поверхности шлифовальногчэ круга под углом td f равным заданному углу поднутрения шлифовального kpyra 12. Для ввода в работу устройства-завинчивают .регулировочный винт 14. При этом рычаг 10 поворачивается так, что его свободный конец 13 удаляется от защитного кожуха 11., а другой конец рычага Ю вместе с прикреп Ленным к нему кронштейном 9 и бараба:ном б приблийается к поверхности вращающегося шлифовального круга 12. В момейт начала контакта вершин алмазных карандашей 1 с поверхностью ишифовального круга 12 прекращают завинчивание винта 14. С помощью рукоятки 18 вращают барабан б со скоростью Vgap. . За один полный оборот барабана о все его алмазные карандаши 1 (поочередно каждый ряд) добывают в контакте с обрабатываемой поверхностью шлифовального круга 12 и произведут его правку. При этом во время Контакта со шлифовальным кругом 12 каждого ряда алмазных карандашей 1 происходит перемещение барабана-6 вдоль его оси 8, т.е. производится, одновременно с вращением, осевая подача. Осевая подача, барабана 6 происходит за счет того, что упор 16, посгтоянно контактируктий с торцовым зубчатым венцом 15 барабана 6, обеспечивает его соскакивание в момент врезания каждо го ряда 7 алмазных карандашей I в пшифовальный круг 12. Для предотвращения выкрашивания алмазных зерен из карандашей 1 в момент нахождения их в зоне 19 вы хода под углом из шлифовального круга 12 необходимо, чтобы вершины этих смежных сдобой в ряду карандашей 1 предварительйо были выставлены так, чтобы они отстояли другот друга в направлении вылета на веИ
Ю
личину, меньшуювеличины алмазного зерна каранДгша.
После окончания прои.есса правки винт 14 вывинчивают. При этом барабан 6 под действием собственного веса, а также усилия пластинчатой пружины 20 отводится от цшифовгшьного круга.
Таким образом, предлагаемое уст.ройство обеспечивает правку шлифовального круга с подачей на врезание без дополнительных механизмов, ,что упрощает его конструкцию.
0uff/l
б-В
17
12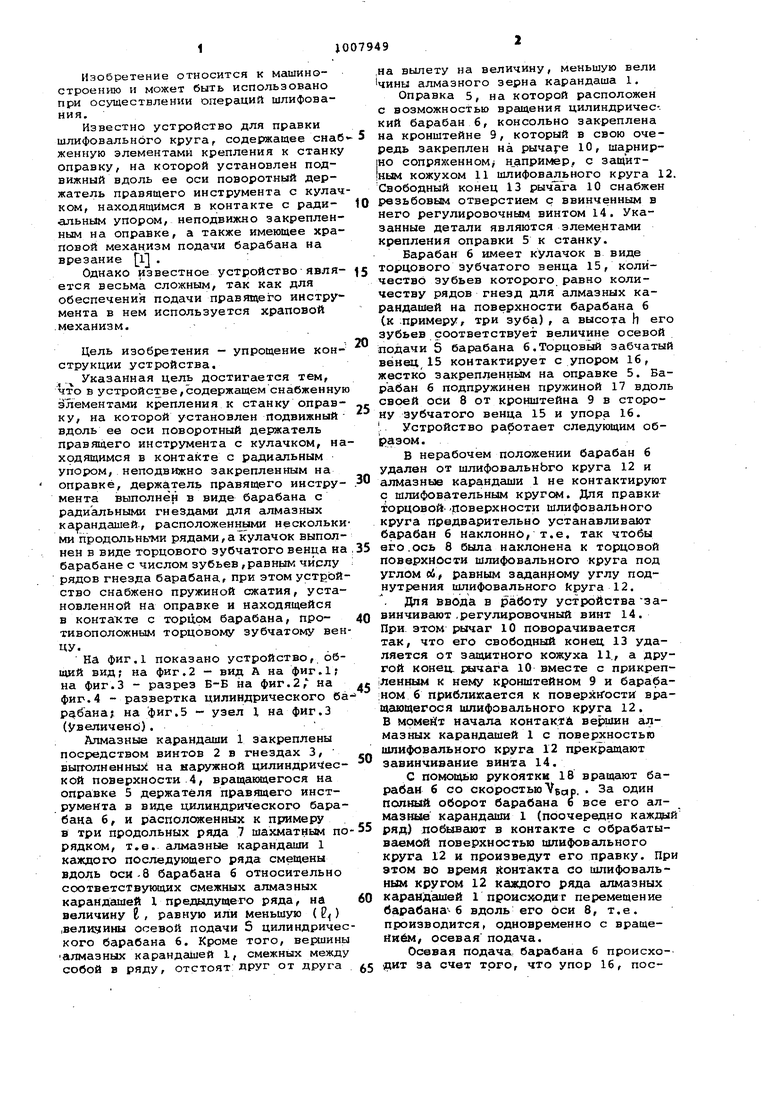

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки профильного шлифовального круга | 1977 |
|
SU686858A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Способ правки шлифовального круга бесцентрово-шлифовального станка | 1987 |
|
SU1553356A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство для правки профильных шлифовальных кругов | 1978 |
|
SU727121A3 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |

УСТРОЙСЕЮ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА,00держашее снабженную элементами крепления к станку оправку, на которой у.становлен подвижный вдоль ее оси поворотный держатель правящего инструмента с кулачком, находящимся в контакте с ра- диальним упором, неподвижно закрепленным на оправке, отличающееся тем, что, с целью упрощения конструкции, держатель правящего инструмента выполнен в виде бараба.;На с радиальными гнездами япя алмазных карандашей, расположенньми нес- колькими продольными рядами а кулачок, вы1Чолнен в виде торцового зубчатого венца на барабане, с числом зубьев, равным числу рядов гнезд барабана, при этом устройство снабжено пружиной сжатия, установленной на оправке и находящейся в контакте с торцом барабана, противоположным .торцовому зубчатому венцу.Щ W с CD 4 СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ТОРЦА ШЛИФОВАЛЬНОГО КРУГА С ПОДНУТРЕНИЕМ | 1971 |
|
SU435930A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
