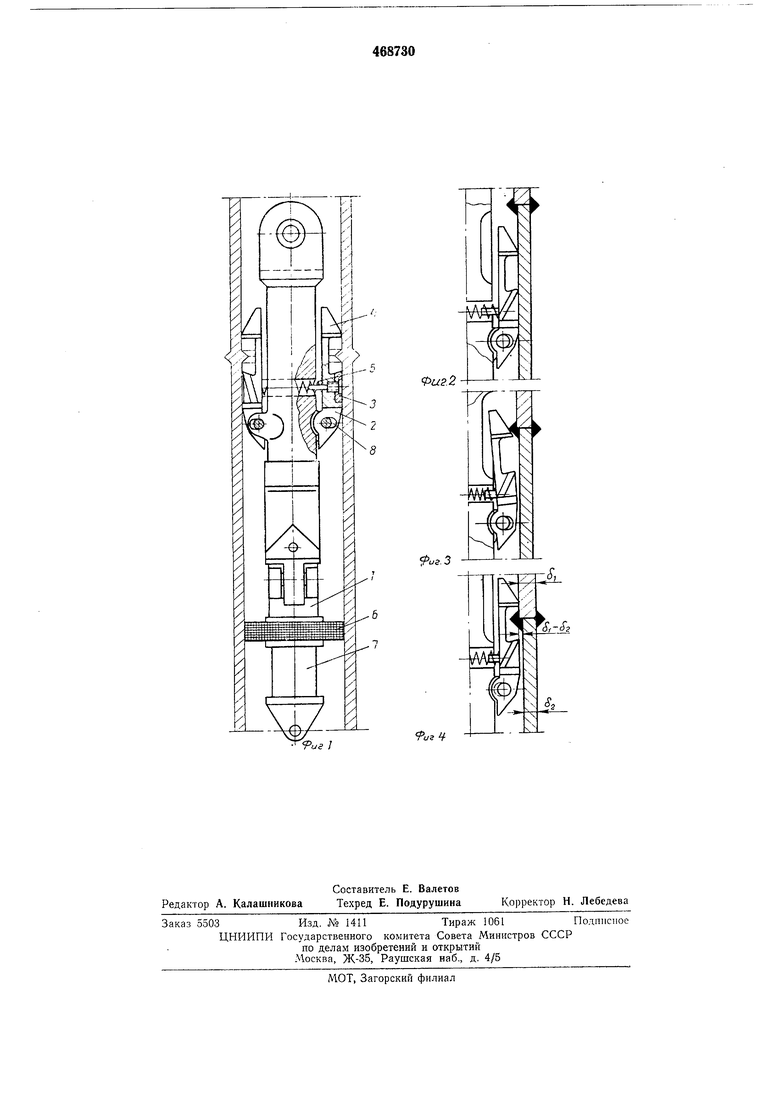
расположенных по-парно «а разной высоте. Резцы имеют оменные сегментные клиновидные режущие элементы 3. Впереди этих элементов на расстоянии, определяемом исходя из геометрических размеров грата и скорости движения устройства, резцы имеют направляющую 4. Каждая пара резцов раздвигается в рабочее положение до величины внутреннего диаметра трубы пружинами 5.
В плане режущие элементы по кругововому периметру внутреннего диаметра трубы лерекрываются. последнего яруса резцов установлена очистая щетка 6 и постоянный магнит 7. Корпус в верхней части имеет отверстие для соединения устройства с тяговым тросоМ привода. Резцы сочленяются с корпусом при помощи пальца, причем отверстия 8 в проушинах корпуса (или отверстия в хвостовой части резца) выполнены удлиненными в направлении, перпендикулярном оси корпуса (в виде паза).
Принцип работы устройства.
Устройство в буровой яодвешивается на тросе, второй конец которого соединен с пнев матическим или каким-нибудь другим приводом. До начала свар:Ки устройство вставляется в поднимаемую трубу и под действием собственного веса опускается в трубе ниже свариваемого Стыка и занимает положение, показанное яа фиг. 2. Под действием пружие резцы прижимаются к внутренней поверхности трубы. После окончания процесса сварки при движении устройства вверх через стык сначала проходят подпружиненные направляющие резцов, как показано на фиг. 3. Пройдя стык, направляющие резцов опять прижмутся к стенке только уже верхней трубы, а сваренный стык будет «аходиться между направляющей частью и режущнми элементами, как показано на фиг. 4.
В случае приварки верхней трубы с толщиной стенки иной, чем у нижней трубы, например большей, после прохождения направляющей через стык режущие элементы резцов отодвигаются от стенки «а величину, равную разности толщины стенок свариваемых труб (61-62).
Благодаря этому исключается врезание резцов в стенку трубы .как при сварке труб с различной толщиной стенки, различной овальностью, смещением свариваемых кромок, так и при наличии других дефектов изготовления труб. Прилегание режущих элементов к стенке трубы по всей высоте достигается путем самоустановки резца за счет перемещения хвостовика резца в удлиненном отверстии (пазу) 8. Устройство, пройдя через стык, срезает выдавленный внутрь трубы металл- грат по всему периметру трубы. Срезанные куски металла и шлака задерживаются щеткой и магнитом и при опускании колонны в скважину выносятся па поверхность.
Затем порядок работы устройства повторяется.
Предмет изобретения
Устройство для снятия внутреннего грата и части усиления сварного шва при -контактной сварке обсадных труб, содержащее корпус с расположенными по его длине подпружиненными резцами, отличающееся тем, что, с целью повышения качества поверхности при сварке труб различного диаметра и различной овальности, резцы снабжены жестко соединенными с НИ1МИ направляющими, расположенными впереди по ходу снятия грата, при это.м вершина выступа расположена на одинаковом с резцом расстоянии от вертикальной оси корпуса.
.2
иг.З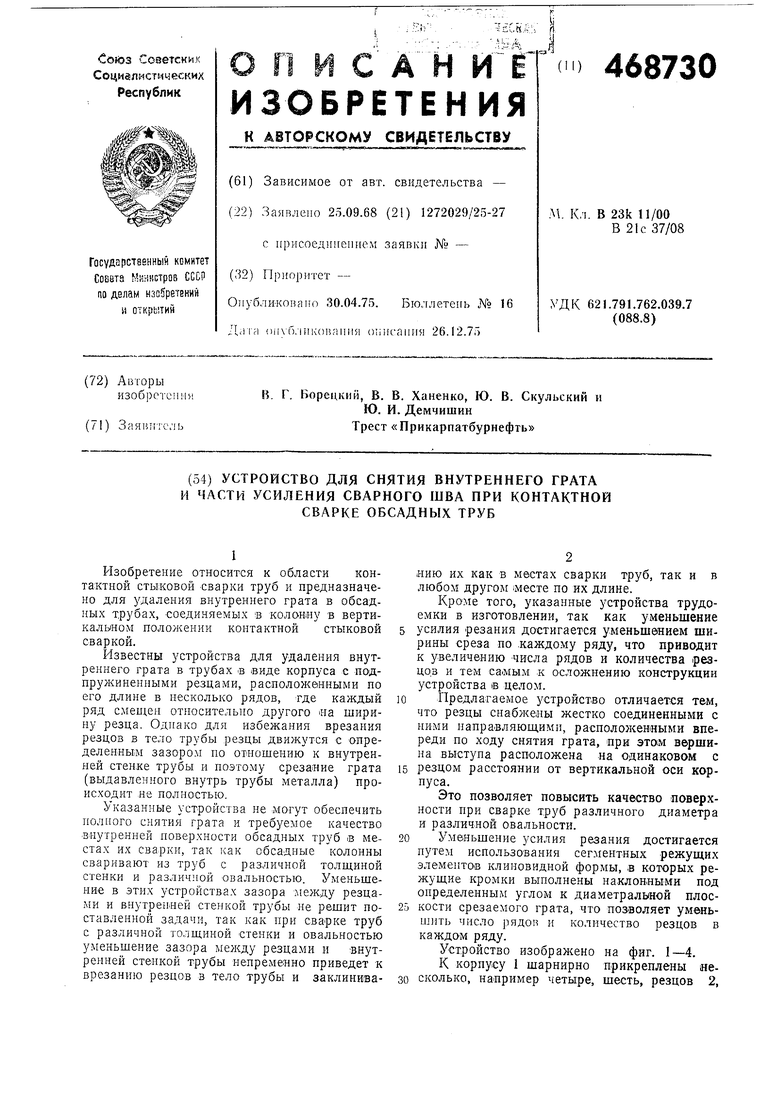
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1269944A1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1966 |
|
SU468726A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Устройство для удаления наружного грата со сварных обсадных труб | 1976 |
|
SU574291A1 |
| Устройство для удаления внутреннего грата после сварки давлением | 1977 |
|
SU648363A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |