Изобретение относится к устройствам для контактной стыковой сварки труб, в частности для механической обработки сварных швов с целью удаления внутреннего грата.
Цель изобретения - повышение производительности, эффективности и надежности инструмента в работе.
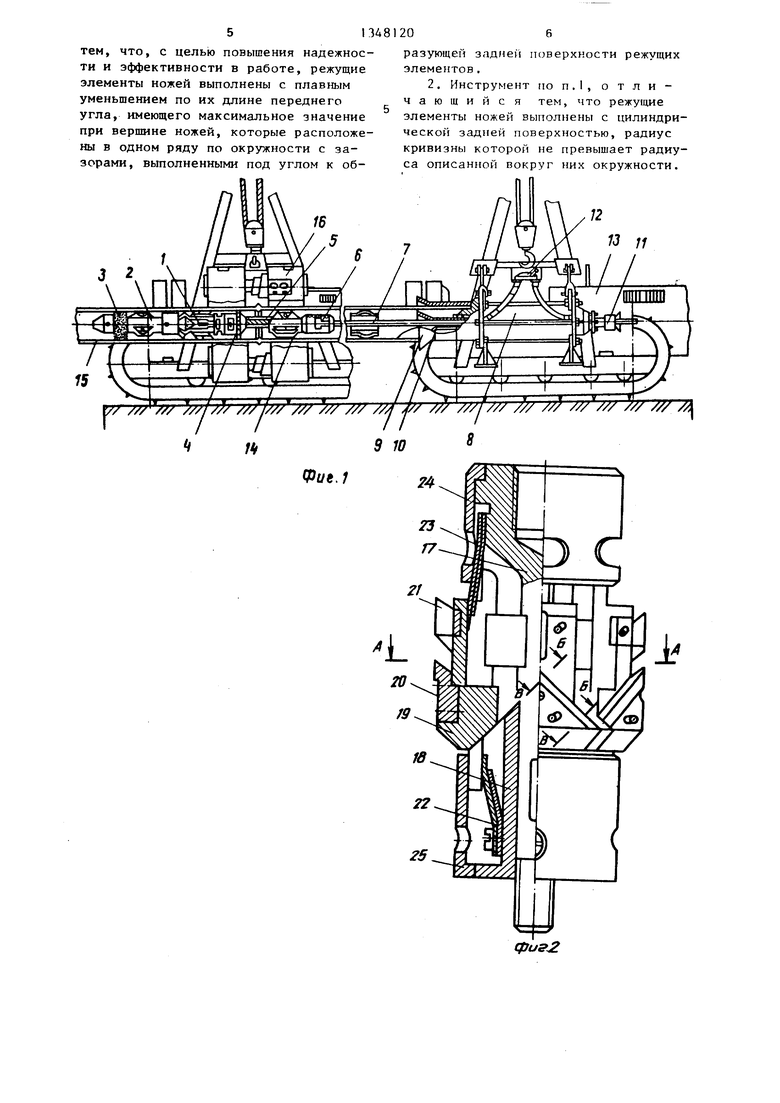
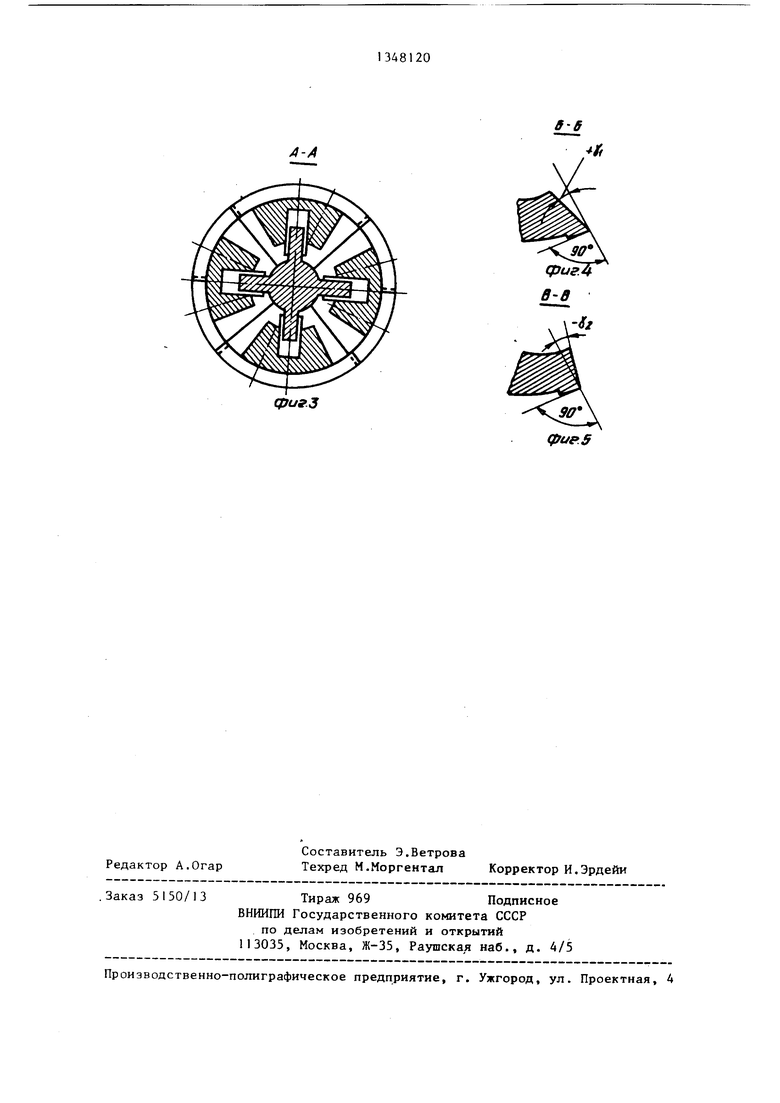
На фиг.1 изображено устройство для удаления грата, общий вид; на фиг.2 - режущий инструмент, общий вид; на фиг.З - разрез А-А на фиг.2; на фиг.4 и 5 - сечения Б-Б и В-В на фиг.2 соответственно.
Устройство содержит режущий инструмент 1 , по обе стороны которого расположены центраторы 2, установленные на одной оси с инструментом. Со стороны трубопровода на оси режущего инструмента установлена круговая щетка 3, а со стороны привариваемой трубы впереди режущей части - дисковый отражатель 4, искрозащитный экран 5 и замковая головка 6, к которой шарнирно присоединена тяга 7, длина которой превышает длину прива- |риваемой трубы или секции труб. На выступающем из трубы конце тяги с возможностью перемещения до упора в торец привариваемой трубы установлен гидропривод 8 двухстороннего действия . Тяга состоит из отдельных секций, соединенных на резьбе. Гидропривод снабжен направляющими 9 и 10, облегчающими центрирование и установку привода на трубу и тягу. При этом шток гидропривода выполнен полым и служит направляющими для тяги. Шток гидропривода снабжен механизмом захвата тяги, который вьтолнен, например, в виде клинового захвата 11. Устройство для удаления внутреннего грата управляется с пульта 12. Гидропривод, в свою очередь, установлен с возможностью регулирования положения в пространстве на самоходном транспортном средстве, например трубоукладчике 13, располагающем гидроустановкой высокого давления. Трубы 14 и 15 свариваются установкой 16.
Режущий инструмент (фиг.2) состоит из корпуса 17 и сепаратора 18, жестко соединенного с корпусом. На сепараторе радиально расположены резцедержатели 19 (в данном случае четыре), на которых вдоль оси друг за другом расположены основные режущие элементы 20 клиновидной формы и вспомогательные режущие элементы 21. Опорные части резцедержателей и сепаратора выполн ены со скосом. Основные режущие элементы установлены с перекрытием режущих кромок по режущей части и наклонными зазорами, сумма которых равна максимальному уменьшению параметра режущей части при наибольшей толщине стенки обрабатываемых труб. Основные режущие элементы выполнены с переменным по величине передним углом вдоль режущих кромок, причем этот угол может изменяться от положительного (+j) значения при вершине до отрицательного (-у) при основании режущих элементов (фиг.4 и 5).
Основные и направляющие элементы
выполнены и установлены вдоль оси резцедержателей друг за другом так, что между ними образуется проем, минимальная ширина которого не превышает ширины грата.
Каждый из резцедержателей фиксируется на корпусе. Резцедержатели, в свою очередь, установлены на корпусе на независимой упругой подвеске, состоящей из двух пакетов пластинчатых пружин 22 и 23. Отход резцедержателей от корпуса ограничивают втулки 24 и 25. Резцедержатели установлены на корпусе с возможностью одновременного поступательного
и В1защательного движений, что обеспечивает самоустановку конструкции по внутреннему периметру трубы и саморегулирование формы периметра режущей части инструмента.
Устройство для удаления внутреннего грата работает следующим образом. В поддерживаемую трубоукладчиком или установленную на подкладке трубу вставляют инструмент. В исходном положении режущего инструмента против линии стыка должен находиться искрозащитный экран 5, режущие элементы должны быть удалены от места сварки на расстояние, обеспечивающее их теплозащиту в процессе разогрева труб, а искроотражатель 4 должен быть расположен между режущим инструментом и линией стыка. Затем через привариваемую трубу 14 пропускают тягу и
соединяют с инструментом. На конец привариваемой трубы 14 с помощью трубоукладчика устанавливают гидропривод 8. Для ускорения этой операции гидропривод снабжен направляющими 9
3
и 10, имеющими заходные воронки. Пр установке гидропривода тяга 7 проходит через полый шток, KOTopiiin являеся для тяги направляющими. С помощь захвата 11 тягу соединяют со штоком при этом поршень гидропривода долже быть установлен в ближнее к торцу трубы положение. Длина тяги выбираеся по максимальной длине свариваемы труб. Режущий инструмент, тяг а и гиропривод вместе с обрабатываемыми трубами образуют замкнутую силовуцч цепь без специальных фундаментов. После центровки труб в сварочной головке начинают процесс сварки. 1 момент окончания сварки вклн)Чак1Т гидрпривод, с помощью которого режуишГ инструмент протягивают через стык. При этом режущие элементы срезают грат при неостывшем металле кпа. Ценраторы 2 и упругая подвеска режущих элементов обеспечивают центровку режущих элементов по стенке трубы. Пр этом периметр режущей части инструмента принимает с заданной точность форму внутреннего периметра обрабатываемой трубы. При протягивании инструмента через стык элементы 21 рассекают шлакометаплическую корку и кольцо грата, а следующие за ними элементы 20 срезают грат и усиление сварного щва по всему периметру стыка. Благодаря отражателю 4 участок образования ппакометаллической корки уменьшается, а толщина ее увеличивается, что облегчает врезание }ia равляющих режущих элементов в корку и полное ее удаление основными режущими элементами. Срезание Т рата фиксируется по величине падения давления в полости гидропривода. Выбор расстояния между основным и направляющим режущими элементами обеспечивает плавность перехода от одной стенки к другой и исключает зареза- ние основных режущих элементов в грат при смещениях стенок труб. Глубина проема между режущими элементами превышает высоту грата, что исключает отвод режущих элементов от стен ки трубы.
Необходимое для врезания в грат усилие прижатия режущих элементов к стенке трубы обеспечивается скосом опорных частей резцедержателей и сепаратора, а также выполнением режущей части с положительным передним углом (-t-J) (фиг. 2). При срезании
элементов.
грата си. ювое нагружеиие режущих элементов меняется и усилие их прижатия к стенке трубы увеличинтется. С уве, личением усилия прижатия увеличивается сила трения и возникает возможность врезания режущих элементов в стенку трубы. Цля выравнивания уси- ЛИ11 прижатия режущих элементов по
0 высоте и исключения зарезания их в стенку труб режущие элементы по длине наклонных кромок вьгполне- Шз1 с переменш 1м по вапичине передним углом, уменьшающимся по мере удале5 Ш1Я от вершины режущего элемента к его основанию. В зависимости от геометрических параметров режущего элемента передний угол у основания может иметь и отрицательное значение
0 (J) (фиг.5). Среза}1Н1.-1е куски грата выносятся из трубы самим режущим инструментом, а также щеткой 3, движущейся за инструментом. После сре- злния грата инструмент протягивают
- через приваренную трубу до выхода из нее режущего инструмента.
После очистки и проверки состояния режущий инструмент устанавливают
0 и и:ходное положение, гидропривод (1С1К1бо:- длют и тягу укладывают на п(М1,стаики. на свободную тягу нд:;еван1Т очередную трубу, центриру- }от ее в сварочной головке и устанавf ливЛ ОТ гидропривод. Далее процесс повторяется.
Выполнение клиновидных режущих элементов с переменным по величине Бдол наклона режущих кромок перед0 ним углом исключает зарезание режущих элементов в стенку, эа счет чего достигается повышение надежности устройства в работе.
Выбор формы и геометрических паt, раметров режущих элементов обеспечивает более полное и равномерное удаление грата р широком диапазоне изменения внутреннего диаметра свариваемых труб при минимальном количестве Fio типоразмеру сменных режущих
0
Формула изобретения
1. Режущий инструмент для удаления грата при контактной стыковой сварке, содержащий корпус и подпружиненные ножи с наклонными режущими элементами, отличающийся
513Д8
тем, что, с целью повышения надежности и эффективности в работе, режущие элементы ножей выполнены с плавным уменьшением по их длине переднего угла, имеющего максимальное значение при вершине ножей, которые расположены в одном ряду по окружности с зазорами, выполненными под углом к об
6
разующей задмеГ поверхности режущих элементов.
2. Инструмент по п.1, о т л и - чающийся тем, что режущие элементы ножей выполнены с цилиндрической задней поверхностью, радиус кривизны которой не превышает радиуса описанной вокруг них окружности.
25
фаг
/i-/i
CpU9.3
сриг В-в
Редактор А.Огар
Составитель Э.Ветрова Техред М.Моргентал
Заказ 5150/13
Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(uf.5
Корректор И.Эрдейи
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| Способ удаления внутреннего кольцевого грата, образовавшегося при сварке трением бурильной трубы с замком, и инструмент для его осуществления | 2023 |
|
RU2820230C1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1269944A1 |
| Устройство для удаления внутреннего грата | 1987 |
|
SU1447599A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1989 |
|
SU1773636A1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |
| Устройство для очистки внутренней поверхности стыков труб при электроконтактной сварке | 1987 |
|
SU1416288A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Способ удаления внутреннего грата и устройство для его осуществления | 1986 |
|
SU1411108A1 |
Изобретение относится к устройствам для контактной стыковой сварки труб, в частности для механической обработки сварнь1х швов с удалением внутреннего грата. Целью изобретения является повышение производительности, эффективности и надежности работы. При срезании внутреннего грата в трубах после установки инструмента и сварки гидроприводом осуществляют перемещение устройства относительно сваренного стыка и срезание кольцевого грата, который удаляется режу- щими элементами, расположенными в одном ряду и имеющими ограниченную возможность перемещения в радиальном направлении. Выбор формы и геометрических параметров режущих элементов обеспечивает полное и равномерное удаление Грата в широком диапазоне изменения внутреннего диаметра свариваемых труб. 1 з.п. ф-лы, 5 ил. ё (Л
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1966 |
|
SU468726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
