ным по |воей ее длине и колеблется, например для обсадных труб диаметром 146 мм в пределах 122-133 мм. При этом наиболее тонкостенные трубы устанавливаются в средней части колонна, а толстостенные - у забоя и устья. По этой причине су1цест1вующим способо м невозможно достичь полного снятия грата в интервале установки тонкостенных труб, где он остается почти не тронутым райбером с максимально (Возможным диаметром, который можно опустить с трубы с максимальной толщиной стенки на устье скважины. Внутренняя по1верх1ность стыкав, обработанная существующим способам, не отвечает технологическим требованиям пр-и выполнении работ, связанных с освоением и эксплуатацией скважины.
Существующие способы и устройства для удаления внутреннего грата, образоваащегося при контактной стыковой сварке труб, не могут быть применены при конта-ктной оварке обсадных труб над устьем скважины по следующим причинам: трубы свариваются в вертикальном положении; доступ к свариваемому стыку возможен только с одной стороны, через верхнюю трубу длиной 10-13 м; время на снятие грата должно быть минимальным и совмещаться с другими тех1нологическими операциЯ|МИ при спуске колонны; устройство должно вписываться в фонарь выщки, быть быстросъемным и транспортабельным.
В предлагаемом устройстве для повышения производительности и расширения экоплуатационных воэможностей привод перемещения выполнен в виде двустороннего пневмОЦилиндра ударного действия, снабженного регулятором давления и фиксирующим устройством, удерживающим шток цилиндра от перемещения, при этом щток соединен с инструментом TpocoiM.
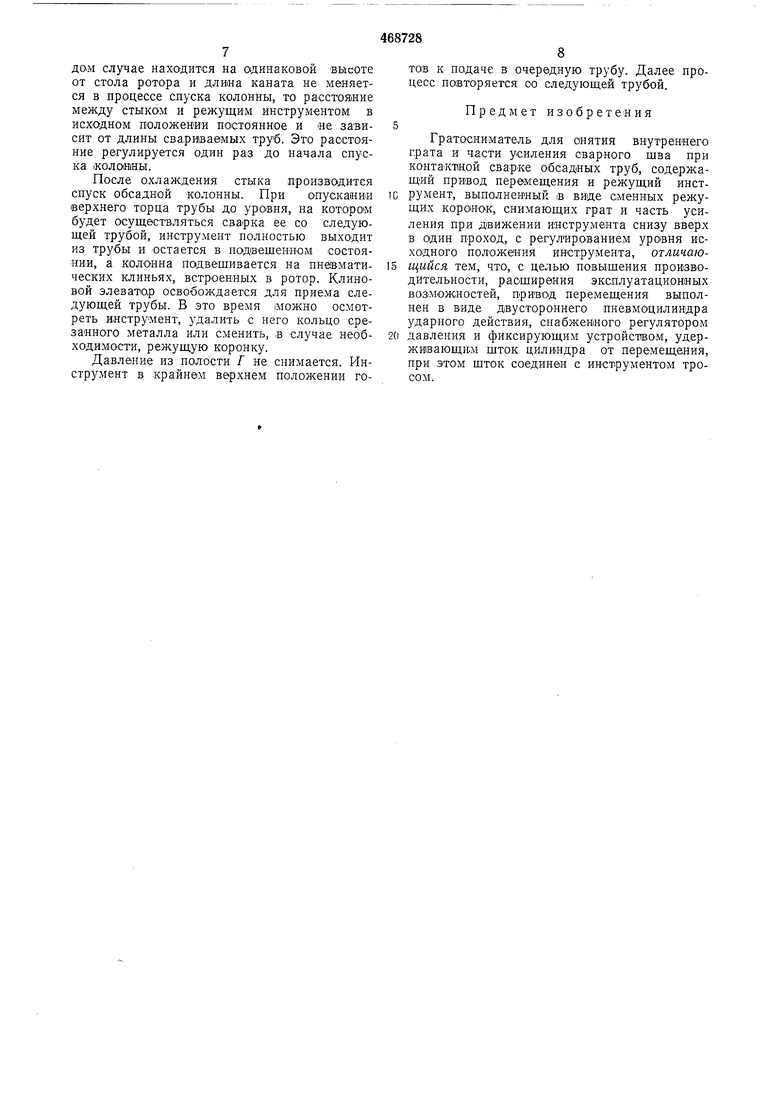
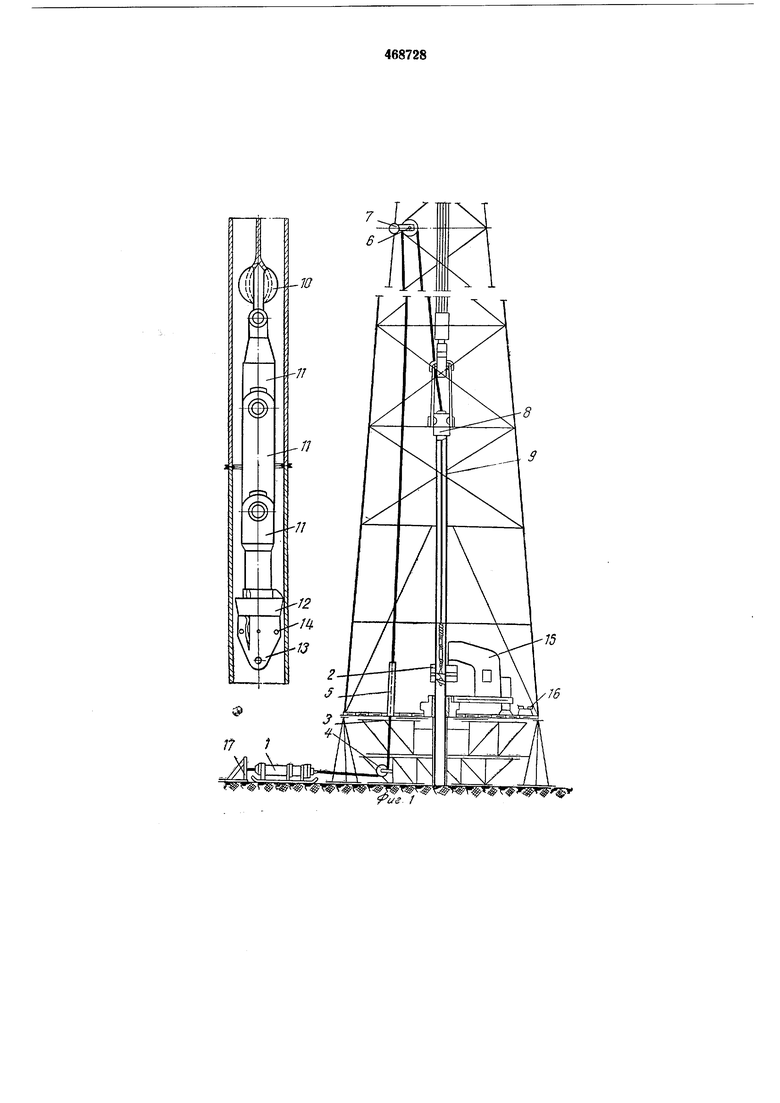
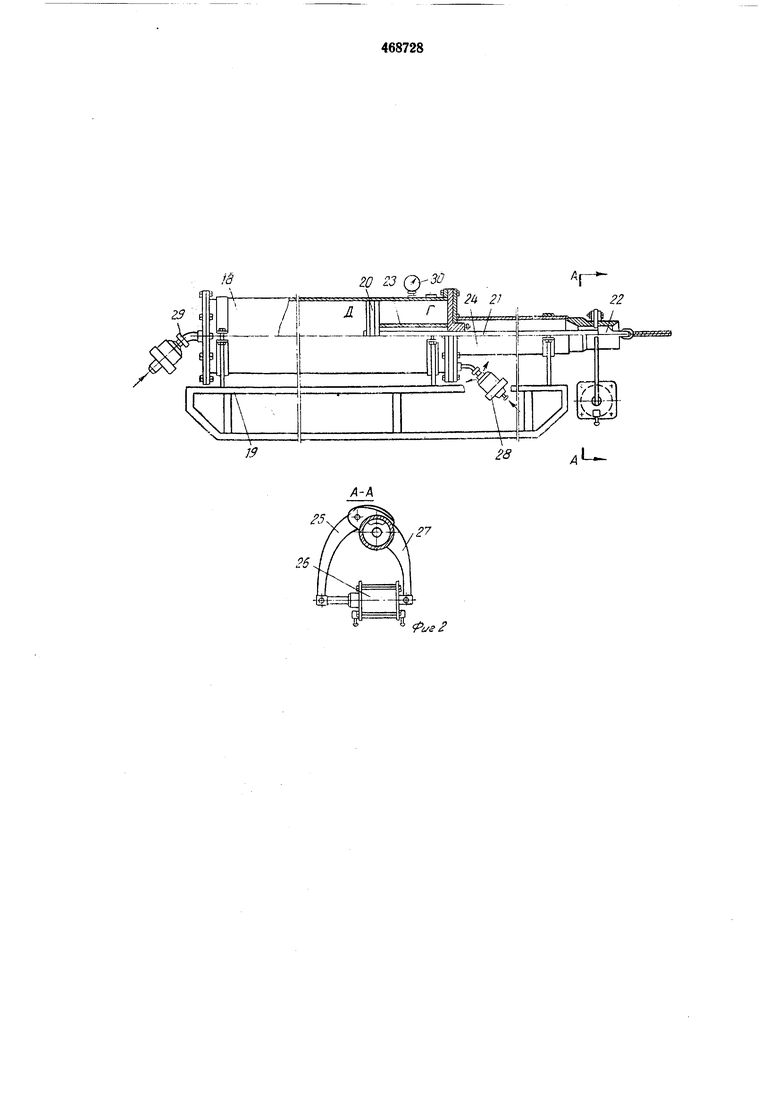
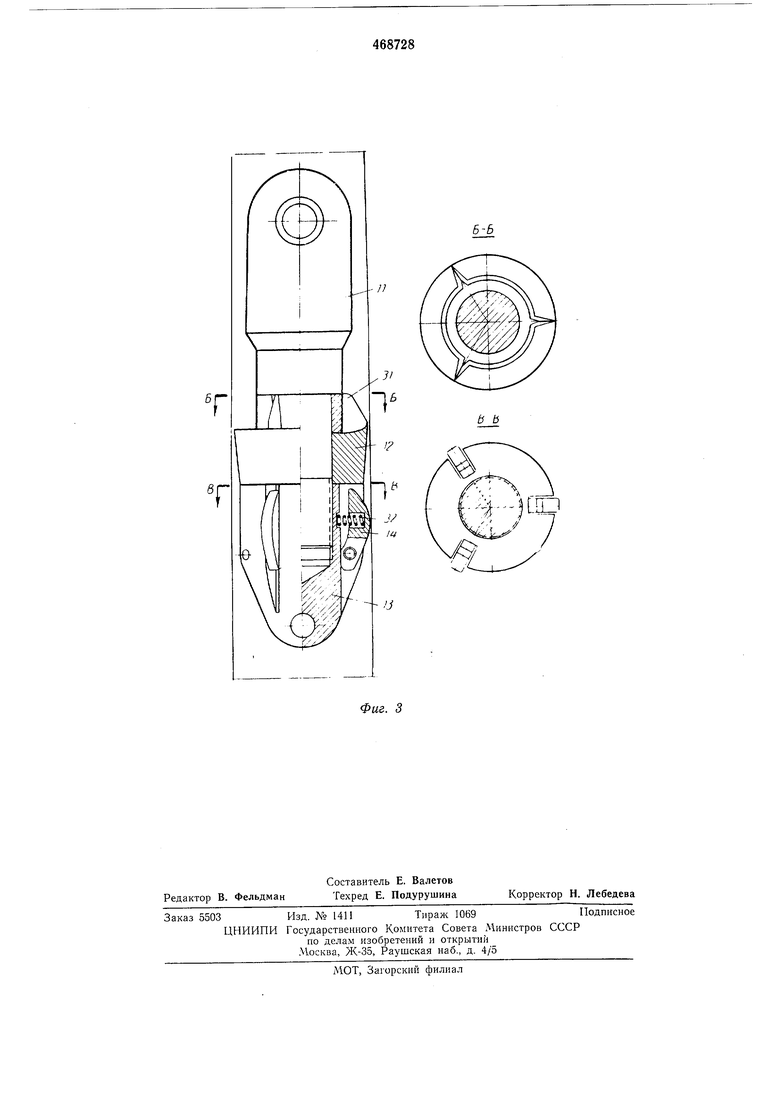
На фиг. 1 изображено описываемое устройство; на фиг. 2 - двусторонний пневМОЯривой ударного действия; на фиг. 3-инструмент для срезания грата и части усиления.
Оно состоит из двустор|оннего пневмопривода ударного действия 1, устанавливаемого на свободной площадке возле буровой, инструмента 2, находящегося в процессе сварки внутри труб, свариваемых в колонну над устьем скважины, троса 3, соединяющего инструмент с пневмоприводом. Трос, прикрепленный к штоку пневмопривода, проходит через направляющий ролик 4, расположенный под полом буровой, защитную трубу 5, ролик 6 на поясе вышки 7, .клвновой элеватор 8 и верхнюю свариваемую трубу 9.
На конце троса через изолятор 10 подвешен инструмент, состоящий из нескольких шарнирно соединенных между собой звеньев 11. На нижнем звене укреплена режущая коронка 12, удерживаемая гайкой 13 с центрирующими элементами 14. Режущие коронки берутся ,в зависимости от диаметра и толщины стенок труб. Сварка труб осуществляется установкой 15. На полу буровой возле стыкосварной .машины монтируется пульт управления устройством 16. Пневмопривод на 5 время работы крепится растяжками .к металлоко1нструкциям 17 на буровой.
Двусторонний пневмопривод ударного действия (€м. фиг. 2) состоит из пневматического цилиндра двустороннего действия 18, тированного на раме 19. Перемещение поршня 20 п:невматическОГО цилиндра вместе со штоком 21 и упорной гайкой 22, -приспособленной для подсоединения к ней рабочего троса, ограничено втулкой 23, посаженной на шток таким образОМ, чтобы в исходном пoЛiOжении поршень разделял цилиндр на две полости Г и Д. С передней крышкой цилиндра и рамой жестко соединен корпус 24 фиксирующего устройства, предназначенного для удерживания поршня и штока с упорной гайкой от перемещения при впуске сжатого воздуха в полость Г. Фиксирование поршня штока с упорной гайкой производится упором подвижного рычага 25, управляемого пнев5 моцилиндрО М двустороннего действия 26, который прикрепляется шарнирными соединениями к неподвижному рычагу 27, приваренному к корпусу фиюсирующего устройства и к подвижному рычагу.
0 На передней крышке рабочего цилиндра смонтирован пневморазрядник 28, через который производится впуск сжатого воздуха в полость Г, а также сообщение этой полости с атмосферой и быстрое стравливание давления при прекращении подачи сжатого воздуха в нагнетательную линию. На задней крыШ1ке рабочего цилиндра смонтирован специальный пневморазрядник 29, через который впускается сжатый воздух в полость Д, сообщающуюся с атмосферой при рабочем ходе поршня пневмопривода и дросселируется давление в ней при торможении поршня. Для контроля давления воздуха в полости Г устанавливается манометр 30.
g В работе устройства используется сжатый воздух от пневмосистемы буровой. От пульта управления к пневмоприводу прокладьгвают ся воздухопроводы для управления перемещением рабочего поршня пневмоприво„ да и управления фиксирующим устройством. Регулируется величина кинетической энергии, сообщаемой инструменту при срезании грата в трубах различных диаметров и толщин стенок путем изменения давления воздуха, впуг скаемого в полость Г пневмопривода, для чего на пульте управления предусмотрен регулятор давления.
Удаление грата осуществляется срезанием его при прохождении инструмента снизу
o вверх с определенным запасом кинетической энергии. Вес инструмента-определяется расчетом из условия получения им кинетической энергии, необходимой для срезания грата и той скорости движения инстру.мента, которую
5 обеспечивает пневмопривод при определенном объеме и давлении воздуха в полости I пн е,в м оцил и нд р а.
Для удобства затаскивания инструмента в через верхний ее конец при подъеме трубы в фоиарь вышки и облегчения .выхода инструмента из трубы при опускании колонны в скважину он выполнен в виде нескольких шарнирио соединенных между собой звеньев. Часть звена, находящегося в зоне оварки стыка, имеет несколько меньший диаметр, чем остальные звенья.
Это сделано с целью увеличения зазора между внутренней поверхностью свариваемых труб и телом штока, так каас в процессе оварки в этой зоне на штоке образуется налет из выброшенного в виде искр .металла. Периодически, по мере нарастания налета, о« удаляется с поверхности штока. Однако диаметр этой части звена выбирается максимально возможным с тем расчетом, чтобы основная масса выбрасываемых из зоны оварки внутрь трубы искр ударялась в шток и прилитала к нему, или, потеряв скорость и температуру, не образовывала бы упомянутого налета на внутренней поверхности труб в зоне стыка.
Та часть искр, которая не прилипла к штоку, осыпается и оседает на режуш ей коронке, зазор между которой и внутренней поверхностью труб подбирается минимальным в соответствии с толщиной стенки свариваемых труб и допустимыми нормами на их овальность. На верхнем звене инструмента устанавливается электроизолятор, предотвращающий соприкосновение инструмента с верхней свариваемой трубой.
Инструмент для срезания грата и части усиления (см. фиг. 3) состоит из нескольких шарнирно соединенных между собой звеньев 11. На ниж)нее звено насажена круговая режущая коронка 12, удерживаемая гайкой 13. Для рассечения срезаемого кольца грата и усиления с целью облегчения снятия с коронки срезанного металла «ад кольцевой коронкой устанавливается специальный делитель 31, имеющий три ножа, расположенных под углом 120° (см. фиг. 3, разрез до Б-Б).
Для центрирования коронки внутри трубы и обеспечения более равномерного снятия грата по периметру трубы удерживающая гайка имеет три расположенных под углом 120° центрирующих элемента 14 (см. фиг. 3, разрез по В-В), состоящих из качающихся пла1Н01В, поджимающихся пружинами 32.
Режущая часть коронки заточена под определенными передним и задним углами, величина которых определяется условиями работы инструмента.
Принцип действия устройства. Исходное положение порщня со штоком .пневмоуяара указано на фиг. 2. Перед установкой свариваемой трубы в КЛИ1НО.ВОЙ элеватор включением крана на пульте управления полость Г заполняется сжатым воздухом, и
поршень пневмопривода перемещается S крайнее левое положение, поднимая инструмент в крайнее верхнее положение. После установки и закрепления в клиновом элеваторе трубы в нее вставляется нижнее авено подвешенного «а тросе инструмента.
Талевой системой буровой установки труба приподнимается в вертикальное положение. В это время инструмент, изгибаясь на
шарнирах, нод собственным весом опускается внутрь трубы. После подъема и центровки трубы зажимным устройством сварочной установки путем переключения крано.в на пульте управления вовдух из полости Г стравливается в атмосферу и производится елуск воздуха в полость Д.
Поршень под давлением сжатого воздуха и под действием веса инструмента перемещается в крайнее правое положение, а инструмент о.пускается в отцентрированных трубах ниже свариваемого стыка и занимает И1сходное положение. После этого впускается сжатый воздух в пнев1моцилиндр фиксирующего устройства и с помощью его стопорится от перемещения шток пневмопривода. После стопорения штока полость Г заполняется сжатым воздухом определенного давления, а полость Д освобождается от сжатого воздуха и через специальный разрядник сообщается
с атмосферой.
В таком состоянии устройство готово для снятия грата. После окончания процесса сварки путем включения крана управления цилиндром фиксирующего устройства поршень и шток пневмопривода освобождаются и под действием сжатого воздуха, находя.щегося в п-олости Г, приобретают ускоренное движение.
Инсгрумент, находящийся в сваренной
колонне и соединенный со штоком пневмопривода тросом, получает при их движении необходимую скорость. Двигаясь снизу вверх с большой скоростью и определенным запасом кинетической энергии, инструмент при
прохождении через сваренный стык ударяется режущей коронкой о грат и усиление и срезает их.
После срабатывания фиксирующего устройства ускоренное движение поршня со
штоком на определенном участке хода достигается за счет разности давлений полости Г и полости Д. Торможение поршня со штоком будет происходить за счет дросселирования выходящей струи воздуха из полости Д при
приближении поршня к задней крышке пневмоцилиндра. До начала сварки и процесса снятия грата инструмент находится ниже свариваемого стыка на определенном уровне. Расстояние между стыком и режущей коронкой измеряется величиной хода порщня, на котором он имеет ускоренное движение после срабатывания фиксирующего устройства, и фиксируется длиной каната в зависимости от уровня положения стыка.
Поскольку стык в процессе сварки в кажДО.М случае находится на одинаковой высоте от стола ротора и длина каната не меняется в процессе слуска колонны, то расстояние между стыком и режущим инструментом в исходном положении постоянное и «е зависит от длины сварнваемых труб. Это расстояние регулируется один раз до начала спуска 1КОЛ01Н1НЫ.
После охлаждения стыка производится спуск обсадной колонны. При олусканий верхнего торца трубы до уровня, на котором будет осуществляться сварка ее со следующей трубой, инструмент полностью выходит из трубы и остается в падсвешен-ном состоянии, а колонна подвешивается на пневматических клиньях, встроенных в ротор. Клиновой элеватор освобождается для приема следующей трубы. В это время 1можно осмотреть инструмент, удалить с него кольцо срезанного металла или сменить, в случае необходимости, режущую коронку.
Давление из полости / не снимается. Инструмент в крайнем верхнем положении готов к подаче в очередную трубу. Далее процесс повторяется со следующей трубой.
Предмет изобретения
Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной свар-ке обсадных труб, содержащий привод перемещения и режущий инструмент, выполненный IB виде сменных режущих короиок, снимающих грат и часть усиления при движении инструмента снизу вверх в один проход, с регулированием уровня исходного положения инструмента, отличающийся тем, что, с целью повыщения производительности, расширения эксплуатационных возможностей, привод перемещения выполнен в виде двустороннего пневмоцилиндра ударного действия, снабл ен1ного регулятором
давления и фиксирующим устройством, удержи1вающи.м шток цилиндра от перемещения, при этом шток соединен с инструментом тросом.
/ 20 23 Or 30
| название | год | авторы | номер документа |
|---|---|---|---|
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468727A1 |
| Устройство для снятия грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468729A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Устройство для удаления наружного грата со сварных обсадных труб | 1976 |
|
SU574291A1 |
| Гратосниматель | 1989 |
|
SU1660920A1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1269944A1 |
| Устройство для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1968 |
|
SU468730A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
иг2
6-6
Фиг. 3
