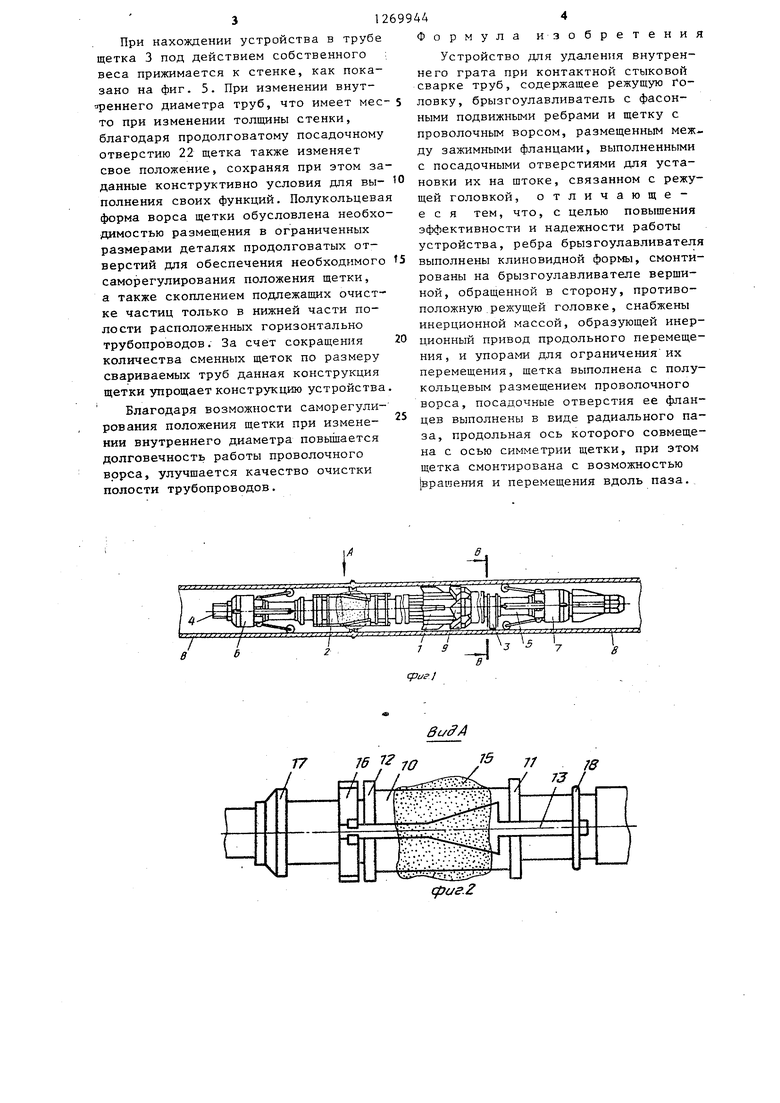
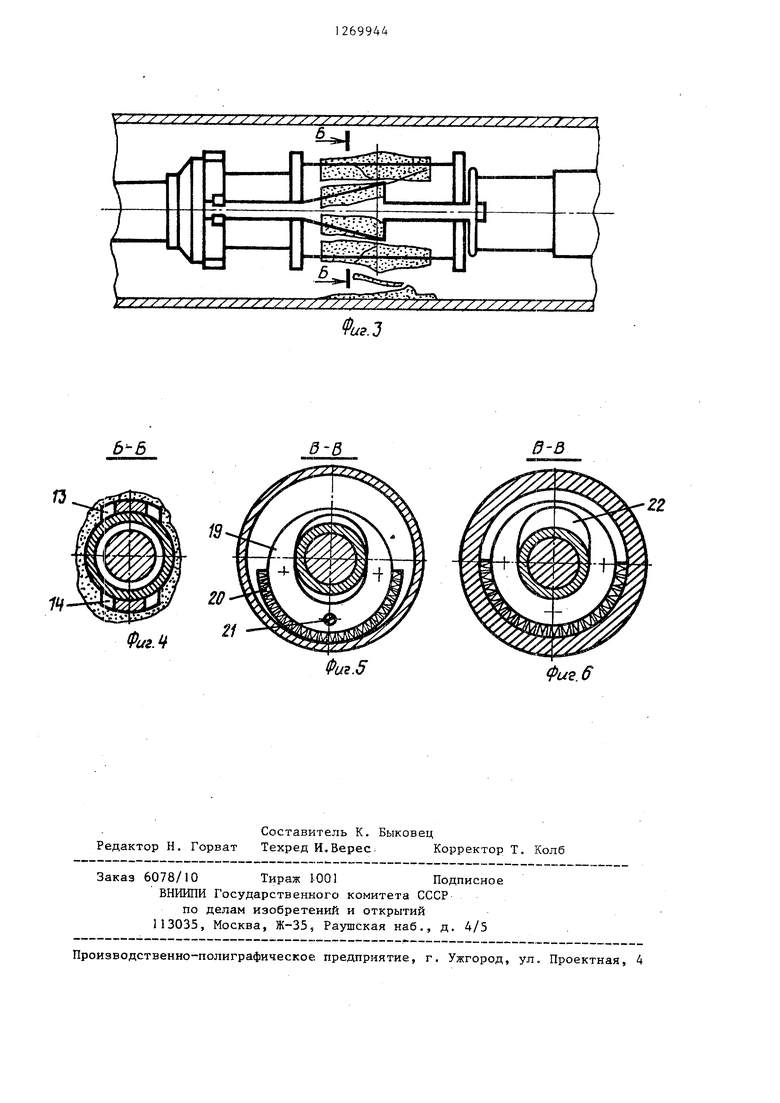
Изобретение относится к сварке, а именно к устройствам для контактной стыковой сварки труб, и предназначено для очистки внутренней полости труб от грата ,и шлакометаллических образований. . Целью изобретения является повышейие эффективности и надежности работы устройства. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг (расположение элементов брызгоулавливателя в момент сварки стыка);. иа фиг. 3 - то же, после сварки сты ка и удаления грата; на фиг. 4 сечение Б-Б на фиг. 3; на фиг. 5 и 6 - се.чение В-В на фиг. 1 при разной толщине стенки трубы. Устройство для удаления внутреннего 1рата содержит режущую головку 1, брызгоулавливатель 2 и щетку 3. Брызгоулавливатель установлен на тя ге 4, которая заканчивается резьбовы концок для соединения с приводом перемещения устройства. Щетка установлена на штоке 5. Тяга и шток соединены с режущей головкой и снабжены опорами 6 и 7, которые позволяют регулировать соосность режущей головки и свариваемых труб 8. Режущая головка содержит подпружиненные на корпус режущие элементы 9. Брызгоулавливатель (фиг. 2 и 4) состоит из экрана 10, имеющего с двух сторон фланцы 11 и 12, в проре зях которых установлены два ребра 13 и 14. Ребра на участке образования шлако-металлической корки 15 вы полнены клиновидной формы и вершино обращены в сторону рабочего хода. Ребра одним концом соединены с инерционной массой 16, образующей инерционный привод, перемещение которого вместе с ребрами в одном направлении ограничено упором 7, а в другом - упором, которым служит фланец 12. Другие концы ребер стягиваются и прижимаются к-экрану кол цом 8. Щетка (фиг. 5 и 6) состоит из двух фланцев 19, между которыми раз мещен проволочный ворс 20, образующий полукольцо. Фланцы винтами 21стягиваются и зажимают ворс. Для ус тановки на шток фланцы щетки имеют отверСтия 22, которые расположены соосно и выполнены продолговатьп-ш в .противоположную размещению ворса ст рону, образуя сквозной паз. Длина паза обеспечивает саморегулирование положения щетки относительно стенки трубопровода при изменении его внутреннего диаметра. Полукольцевая фор- , ма обусловлена скоплением подлежащих выносу из трубопровода частиц только в нижней части труб. Устройство работает следующим образом. Для удаления грата устройство с помощью высокоскоростного пневмоили иного привода (не показан) разгоняется до необходимой скорости, при которой устройство будет располагать кинетической энергией, достаточной для выполнения полезной работы по срезанию внутреннего кольцевого грата. До этого устройство выставляют в трубах 8 так, чтобы брызго- улавливатель 2 находился против свариваемых торцов. В процессе сварки выбрасываемые из стыка расплавленные капли частично прилипают к ребрам брызгоулавливателя, остальная частьк стенке труб В. При сварке элементы брызгоулавливателя занимают положение, как показано на фиг. 2, ребра 13 и 14 занимают правое крайнее положение. После сварки с помощью привода устройство разгоняется и приобретает расчетную скорость. Ударяясь в кольцевой грат, режущая головка 1 режущими элементами 9 срезает его по всему периметру. Режущие элементы 9 снимают также корку, образовавшуюся на стенке труб. Составная конструкция режущей головки обеспечивает расчленение срезанного -кольцевого грата и корки на отдельные части, которые подлежат выносу из полости трубопровода. При срезании грата скорость устройства резко уменьшается и масса I6 под действием сил инерции вместе с ребрами 13 и 14 перемещается в другое крайнее положение, как показано на фиг. 3. При перемещении ребра разрушают монолитность образовавшейся шлако-металлической корки и очищают экран 10. Снятые с экрана стенки и стыка корка и грат щеткой 3 выносятся из полости трубопровода при передвижении устройства. Качество очистки в трубах различного внутреннего диаметра обеспечивается конструктивным выполнением и установкой щетки 3. При нахождении устройства в трубе щетка 3 под действием собственного ; веса прижимается к стенке, как показано на фиг. 5. При изменении внутТзеннего диаметра труб, что имеет место при изменении толщины стенки, благодаря продолговатому посадочному отверстию 22 щетка также изменяет свое положение, сохраняя при этом заданные конструктивно условия для выполнения своих функций. Полукольцевая форма ворса щетки обусловлена необходимостью размещения в ограниченных размерами деталях продолговатых отверстий для обеспечения необходимого саморегулирования положения щетки, а также скоплением подлежащих очистке частиц только в нижней части полости расположенных горизонтально трубопроводов. За счет сокращения количества сменных щеток по размеру свариваемых труб данная конструкция щетки упрощает конструкцию устройства Благодаря возможности саморегулирования положения щетки при изменении внутреннего диаметра повышается долговечность работы проволочного ворса, улучшается качество очистки полости трубопроводов. 12 4А4 Формула изобретения Устройство для удаления внутреннего грата при контактной стыковой сварке труб, содержащее режущую головку, брызгоулавливатель с фасонными подвижными ребрами и щетку с проволочньм ворсом, размещенным между зажимными фланцами, выполненными с посадочными отверстиями для установки их на штоке, связанном с режущей головкой, отличающееся тем, что, с целью повышения эффективности и надежности работы устройства, ребра брызгоулавливателя выполнены клиновидной формы, смонтированы на брызгоулавливателе вершиной, обращенной в сторону, противоположную режущей головке, снабжены инерционной массой, образующей инерционный привод продольного перемещения, и упорами для ограниченияих перемещения, щетка выполнена с полукольцевым размещением проволочного ворса, посадочные отверстия ее фланцев выполнены в виде радиального паза, продольная ось которого совмещена с осью симметрии щетки, при этом щетка смонтирована с возможностью |врашения и перемещения вдоль паза. ,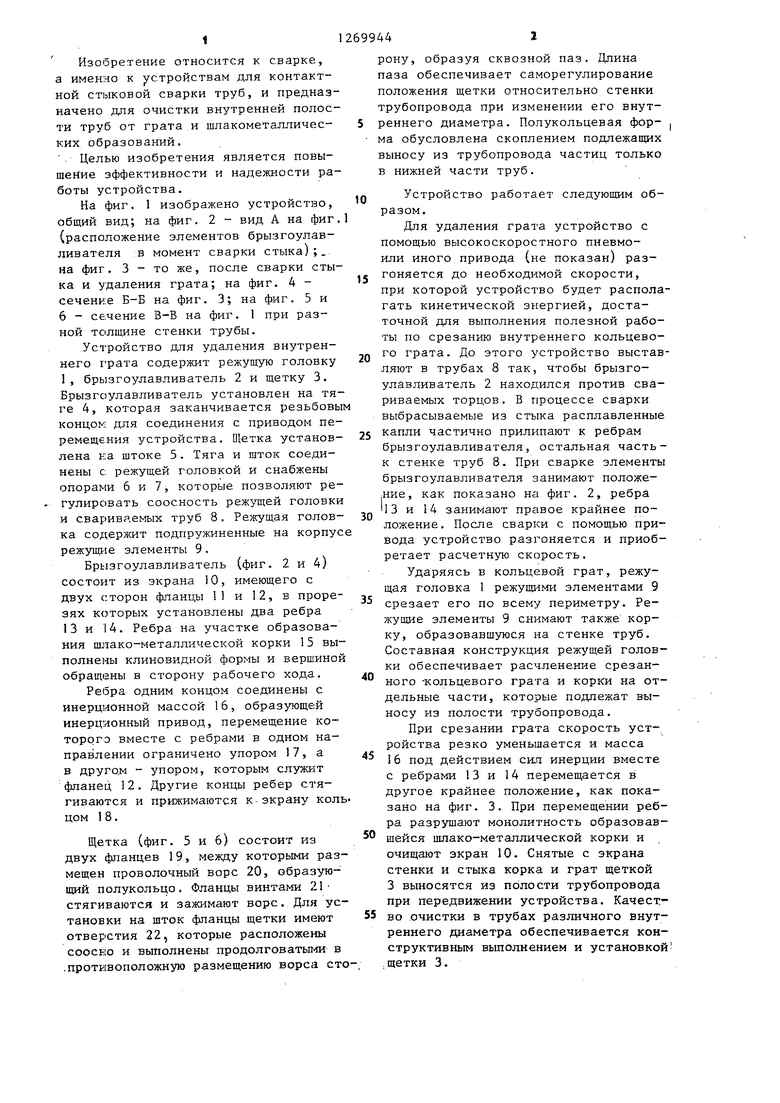
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Устройство для удаления внутреннего грата | 1987 |
|
SU1447599A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1988 |
|
SU1655704A1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Устройство для удаления внутреннего грата | 1990 |
|
SU1775254A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке трубопроводов | 1987 |
|
SU1447600A1 |
| Устройство для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1968 |
|
SU468730A1 |
Изобретение относится к области контактной стыковой сварки труб. Цель изобретения состоит в повьшении надежности и эффективности работы устройства при очистке внутренней полости труб после сварки. Устройство содержит режущую головку, брызгоулавливатель и щетку. Брызгоулавливатель имеет фасонные подвижные ребра, которые выполнены клиновидной формы и вершиной обращены в сторону, противоположную режущей головке. Ребра соединены с инерционной массой, образующей инерционный привод, который перемещает ребра под действием инерционных сил, возникающих при удалении грата. Перемещаясь, ребра снимают с элементов устройства образовавшуюся на них в процессе сварки стыка шлако-металлическую корку. Щетка выполнена с полукольцевым располо(О жением ворса, а посадочные отверстия (Л в сжимающих ворс щетки фланцах выполнены продолл оватыми для обеспечения саморегулирования положения щеток. 6 ил. а ;о :о { 4
д-д
Ь-6
ФмЛ
Фиъ.5
Фи.6
| УСТРОЙСТВО для УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБ | 0 |
|
SU356075A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1983 |
|
SU1076172A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| , | |||
