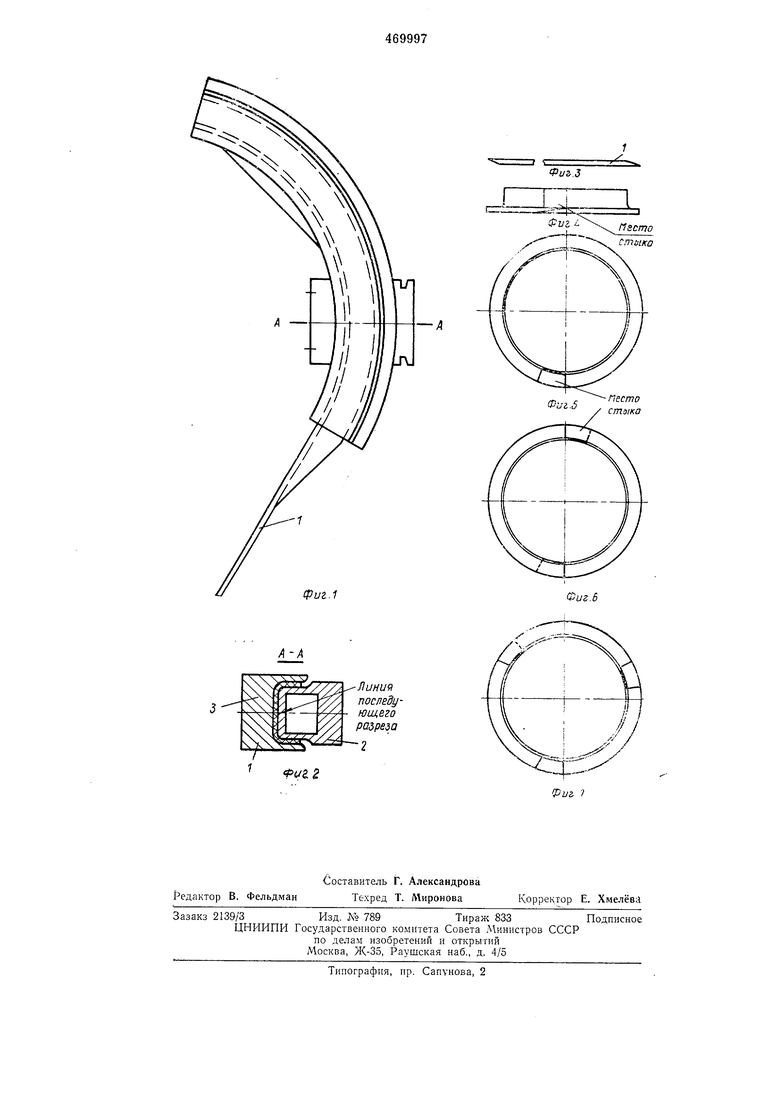
процесс повторяют до получения полной заготовки угловой шайбы или ее части. Полученный отштампованный элемент разрезают по окружности Вертикальной полки и из полученных заготовок склеивают угловую шайбу. При формовке вертикальной и горизонтальной полок разрезку исключают. Предмет изобретения Способ изготовления угловых шайб из электроизоляционного картона для силовых трансформаторов, согласно которому на заготовке, выполненной в виде полосы, отгибают горизонтальную и вертикальную полки и соединяют оба конца полосы, отличаюндийся тем, что, с целью упрош,ения технологии изготовления, заготовку предварительно увлажняют до 8-16%, затем формуют в штампе вертикальную и горизонтальную полки секторами 10-25° и выдерживают в штампе в отформованном состоянии каждый сектор изготавливаемой шайбы в течении 2-8 мин при температуре 70-100°С.
Фиг.1
X
Фи&.З
- А
Фиг. 6
А-А
Линия последующегоразреза
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жестких угловых шайб для трансформаторов | 1973 |
|
SU476613A1 |
| Штамп для гибки угловых шайб трансформатора | 1977 |
|
SU637886A1 |
| Устройство для формовки изделий | 1973 |
|
SU481076A1 |
| Штамп для гибки | 1973 |
|
SU485804A1 |
| Способ изготовления угловых шайб для силовых трансформаторов | 1974 |
|
SU731483A1 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ЧЕТЫРЕХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕВ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2362138C2 |
| Способ изготовления листа с гофрами | 1989 |
|
SU1704883A1 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕМ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2399036C2 |
| МЕТАЛЛИЧЕСКАЯ ПАНЕЛЬ ДЛЯ ВЕНТИЛИРУЕМЫХ ФАСАДОВ "ТРИОЛ" | 1999 |
|
RU2143041C1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |