пазам 10 в половинках пуансона, раздвигают половинки 3 и 4 к противоположным стенкам матрицы 5. Благодаря этому становится возможным уменьшить величину растяжения края заготовки за счет увеличения величины растяжения в серединнной части заготовки.
Отштампованную заготовку выдерживают в штампе в течение 2-8 мин при температуре 70-100°С. Затем обратным ходом пуансон выводят из матрицы 5 при одновременном сближении половинок 3 и 4 и извлекают отштампованную заготовку (фиг. 3), которую в дальнейшем разрезают, получая две секции угловой шайбы.
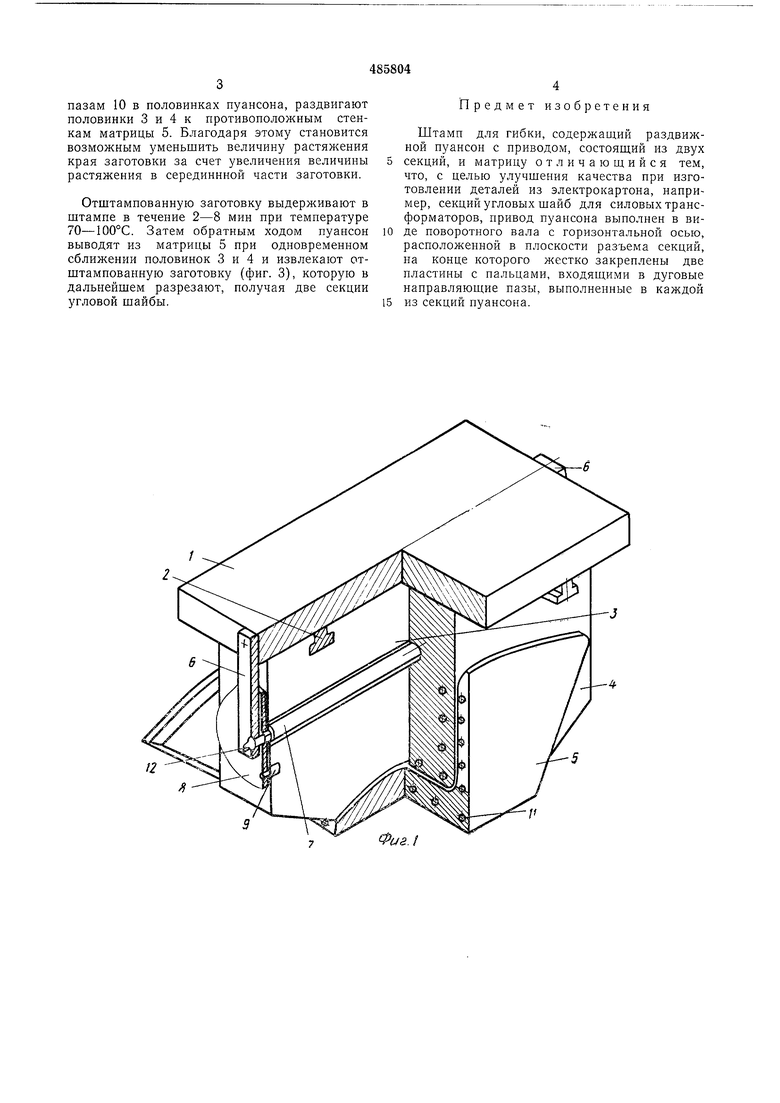
Предмет изобретения
Штамп для гибки, содержапшй раздвижной пуансон с приводом, состоящий из двух секций, и матрицу отличаюо ийся тем, что, с целью улучшения качества при изготовлении деталей из электрокартона, например, секций угловых шайб для силовых трансформаторов, привод пуансона выполнен в виде поворотного вала с горизонтальной осью, расположенной в плоскости разъема секций, на конце которого жестко закреплены две пластины с пальцами, входяш,ими в дуговые направляюш,ие пазы, выполненные в каждой из секций пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для формования и при штамповки резиновых или других подошв на обуви | 1949 |
|
SU93615A1 |
| Штамп для радиальной калибровки изделий | 1988 |
|
SU1581457A1 |
| Штамп для гибки угловых шайб трансформатора | 1977 |
|
SU637886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО КОМПОНЕНТА, ШТАМПОВАННЫЙ КОМПОНЕНТ, ШТАМП И ШТАМПОВОЧНОЕ УСТРОЙСТВО | 2016 |
|
RU2674364C1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |
| Штамп для резки профилей под определенными углами | 1975 |
|
SU549279A1 |
| Устройство для изготовления полых изделий | 1980 |
|
SU919783A1 |
| Штамп для обтяжки с формовкой | 1991 |
|
SU1794535A1 |
| Штамп для горячей штамповки с кручением | 1985 |
|
SU1368099A1 |

- Фи&. 4
Фиг 2
5 7
