1
Изобретение относится к области электротехники и может использоваться в трансформаторостроении, в частности при изготовлении угловых шайб.
В известных способах изготовления многослойных мягких угловых шайб из полосы электроизоляционной бумаги или картона, в которых с одной стороны выполняются надрезы для возможности отбортовки литых шайб из целлюлозы и штампованных из толстого электрокартона, получается либо большая толгцина шайб из-за необходимости обеспечения достаточного перекрытия зазоров в местах надрезов заготовки, либо необходима сложная технологическая оснастка, либо не обеспечивается получение цельных шайб и широкой горизонтальной полки в них при штамповке из электрокартона.
По предлагаемому способу с целью повышения производительности ленту, покрытую клеющим составом, наматывают на кольцевую оправку по периметру ее сечения спирально по окружности, а затем после сушки намотанной заготовки на ней делают кольцевые разрезы по окружности внутреннего и наружного диаметров и по обеим плоскостям кольца.
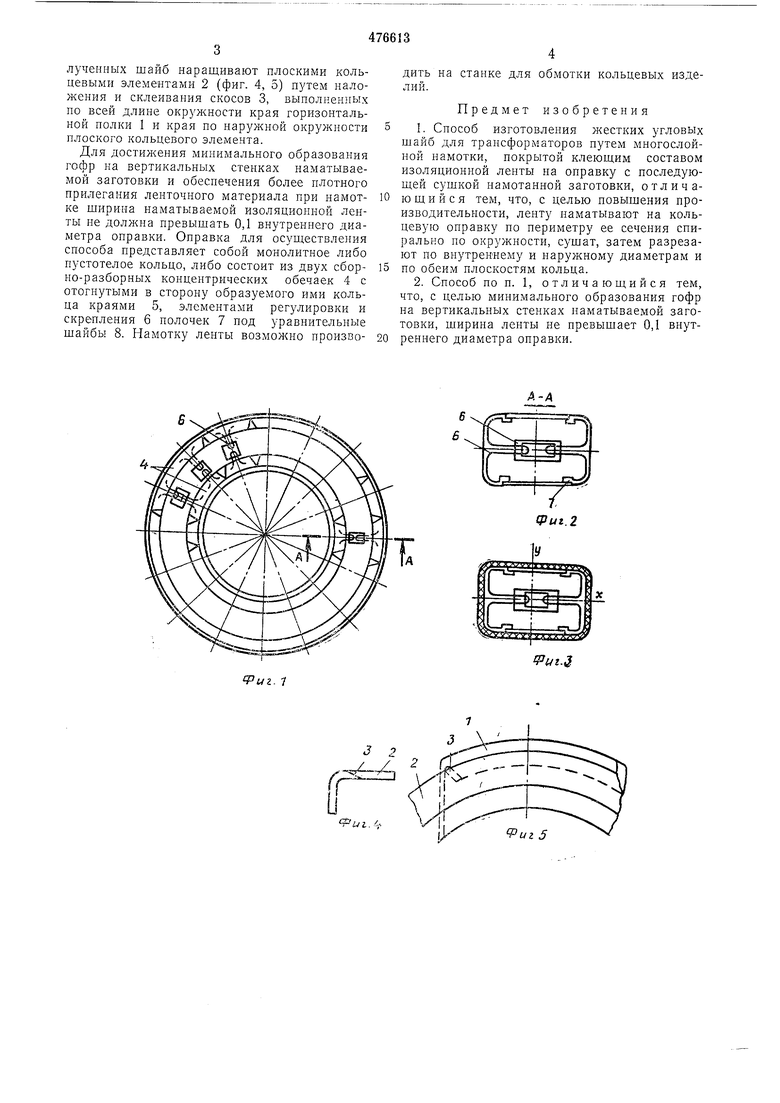
Описываемый способ поясняется чертежами, где на фиг. 1 изображена оправка для изготовления шайб путем намотки (вид со стороны радиального размера кольца); на
фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - то же с намотанной на оправку изоляцией; на фиг. 4 и 5 - один из вариантов увеличения (нарашивания) горизонтальной полки
при недостаточной ее ширине в цельной угловой шайбе.
Для получения угловой шайбы с вертикальной и горизонтальной полками узкую ленту изоляционного материала с нанесенным на
нее клеюшим вешеством, например бакелитовым лаком или эпоксидной смолой, наматывают на кольцевую оправку (фиг. 3) по периметру ее сечения спирально по всей окружности до требуемой толшины, затем полученную
на оправке заготовку подвергают сушке, после чего расчленяют, делая кольцевые разрезы по осям X и Y (фиг. 3) или только по оси X и снимают с оправки, разрезая затем каждзю половину заготовки по оси У.
Так как со стороны внутреннего диаметра оправки изоляции будет накладываться несколько больше, то и в полученных угловых шайбах одна из полок, сформованных по внутреннему диаметру, будет несколько толше. С целью получения минимальной разницы в толщине вертикальных полок заготовки шайбы используют оправку с минимально возможной разницей наружного и внутреннего диаметров, а после разрезания заготовки на
угловые шайбы, горизонтальные полки 1 по
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых изделий из композиционных материалов | 1982 |
|
SU1100111A1 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР "ПУСТОТЕЛЫЙ ГОЛЫШ" (ЦВПГ) (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2534850C2 |
| Способ изготовления сердечников индукционных аппаратов | 1979 |
|
SU892490A1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2338950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОМПОЗИЦИОННАЯ ОКАНТОВКА ИЛЛЮМИНАТОРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2481954C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2600969C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И КАРБОНИЗИРОВАННОЙ МАТРИЦЫ, В ЧАСТНОСТИ ТОРМОЗНЫХ ДИСКОВ | 1997 |
|
RU2211820C2 |
