1
Изобретение относится к холодильникам реечного типа, которые предназначены для транспортировки длинномерного проката с одновременным охлаждением его и могут быть использованы преимущественно для профильного проката.
Известны холодильники для проката, содержащие систему чередующихся неподвижных и профильных шагающих балок с приводом плоско-параллельного перемещения последних. Они не обеспечивают кантовку проката без его поперечного смещения, что не позволяет экономично использовать площадь холодильника.
Предложенный холодильник отличается от известных тем, что он снабжен размещенными между балками и выступающими над их уровнем приводными в осевом направлении упорами, которые размещены с щагом, равным шагу профиля шагающих балок. Это позволяет более экономично использовать площадь холодильника за счет обеспечения кантовки проката без его поперечного смещения.
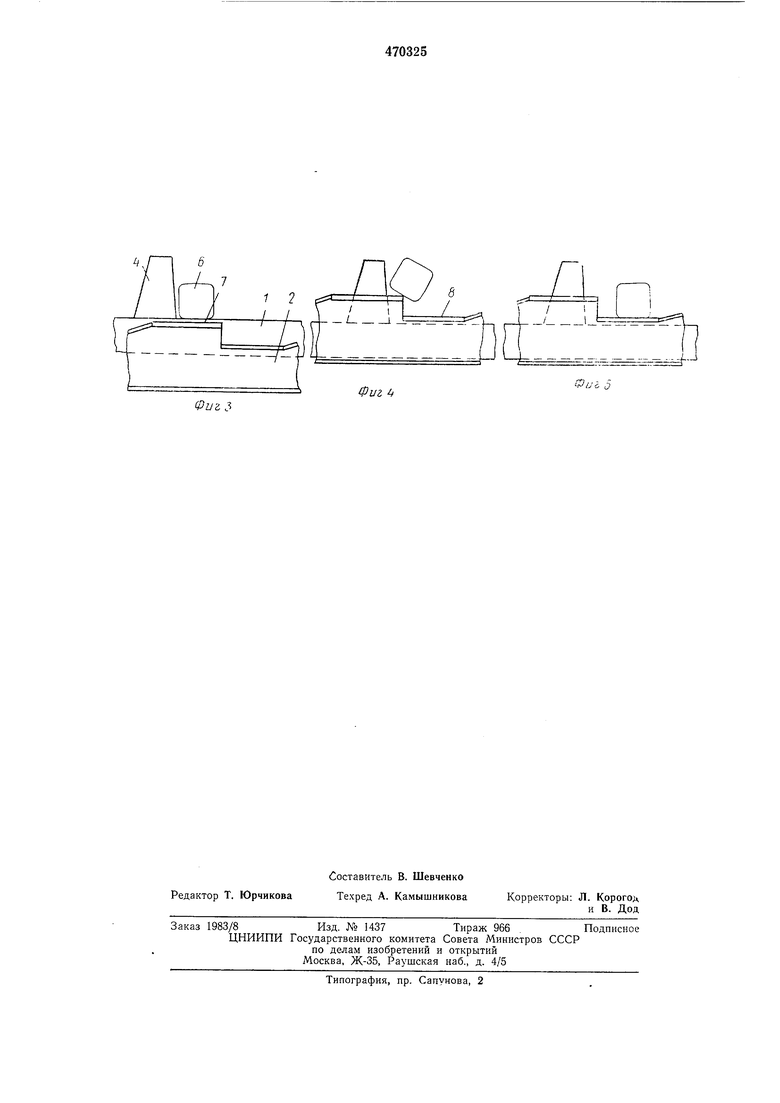
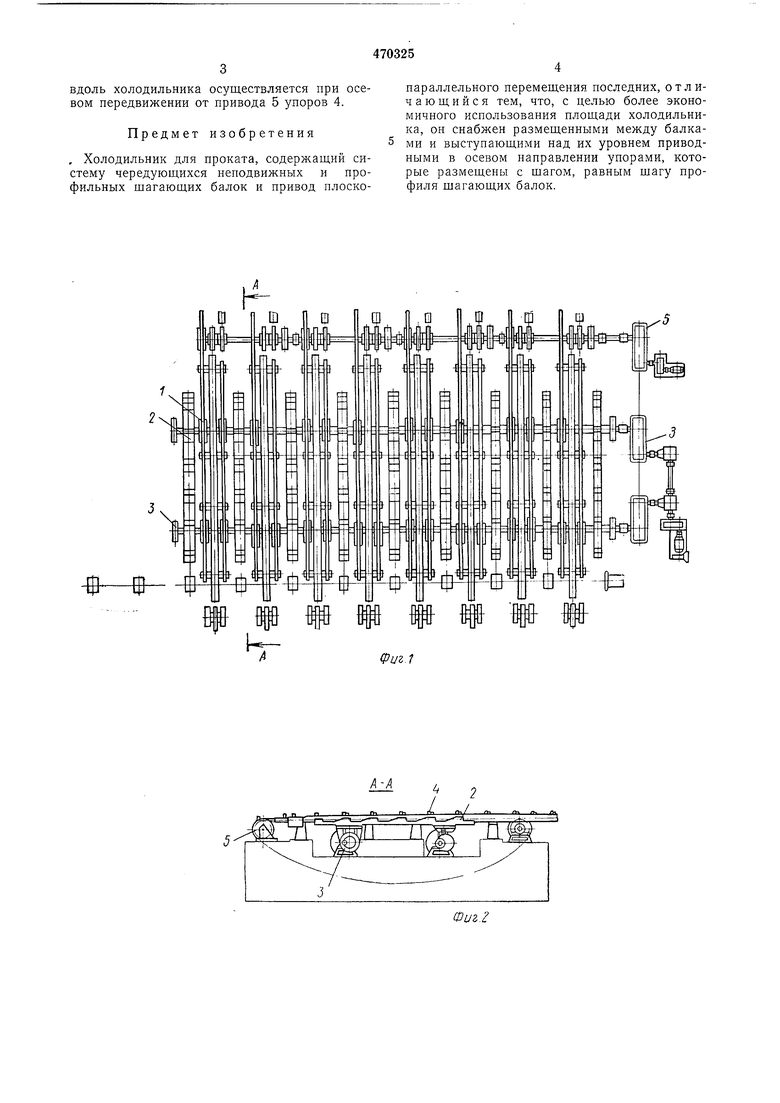
На фиг. 1 изображен предлагаемый холодильник в плане; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 показано исходное положение элементов холодильника перед кантовкой; на фиг. 4 и 5 - положение элементов во время кантовки.
Холодильник включает систему чередующихся неподвижных 1 и профильных щагающих балок 2, а также привод 3 плоско-параллельного перемещения балок 2. Между неподвижными и профильными шагающими балками размещены подвижные вдоль балок упоры 4, выступающие над уровнем балок и размещенные с шагом, равным шагу профиля шагающих балок. Упоры приводятся в движение от привода 5.
Холодильник работает следующим образом. Перед началом кантов-ки прокат 6 лежит на гладких неподвижных балках 1 перед упором 4. Включается в работу привод 3, поднимая балки 2 и одновременно смещая их влево. Балки 2 снимают прокат с балок 1 и поднимают его, стремясь сместить .влево, прокат задерживается упорами 4, а балки 2 уходят вниз. При этом происходит кантовка проката через грань с переходом его с верхней 7
площадки балки 2 на нижнюю 8. При дальнейшем движении балки 2 подводят прокат к упорам и занимают исходное положение. Прокат остается при этом на неподвижных балках 1.
Таким образом, кантовка проката осуществляется на одном месте без его смещения вдоль холодильника, что позволяет экономично использовать площадь холодильника. При необходимости цикл кантовки повторяется. Поперечное передвижение проката
вдоль холодильника осуществляется при осевом передвижении от привода 5 упоров 4.
Предмет изобретения
, Холодильник для проката, содержащий систему чередующихся неподвижных и профильных щагающих балок и привод плоскопараллельного перемещения последних, отличающийся тем, что, с целью более экономичного использования площади холодильника, он снабжен размещенными между балками и выступающими над их уровнем приводными в осевом направлении упорами, которые размещены с щагом, равным щагу профиля щагающих балок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечного перемещения длинномерных штанг | 1975 |
|
SU607616A1 |
| Реечный холодильник с группированием проката | 1981 |
|
SU1138202A1 |
| Устройство для поперечногопЕРЕМЕщЕНия длиННОМЕРНОгО пРОКАТА | 1979 |
|
SU801923A1 |
| Устройство для поперечного перемещения проката | 1978 |
|
SU774647A1 |
| Холодильник для проката | 1980 |
|
SU969349A1 |
| РЕЕЧНЫЙ ШАГАЮЩИЙ ХОЛОДИЛЬНИК ПРОКАТА | 1994 |
|
RU2090279C1 |
| Конвейерная печь | 1984 |
|
SU1290050A1 |
| Агрегат для упаковки рулонов проката | 1983 |
|
SU1131775A1 |
| Реечный шагающий холодильник проката | 1987 |
|
SU1465145A1 |
| Холодильник для проката | 1974 |
|
SU516444A1 |