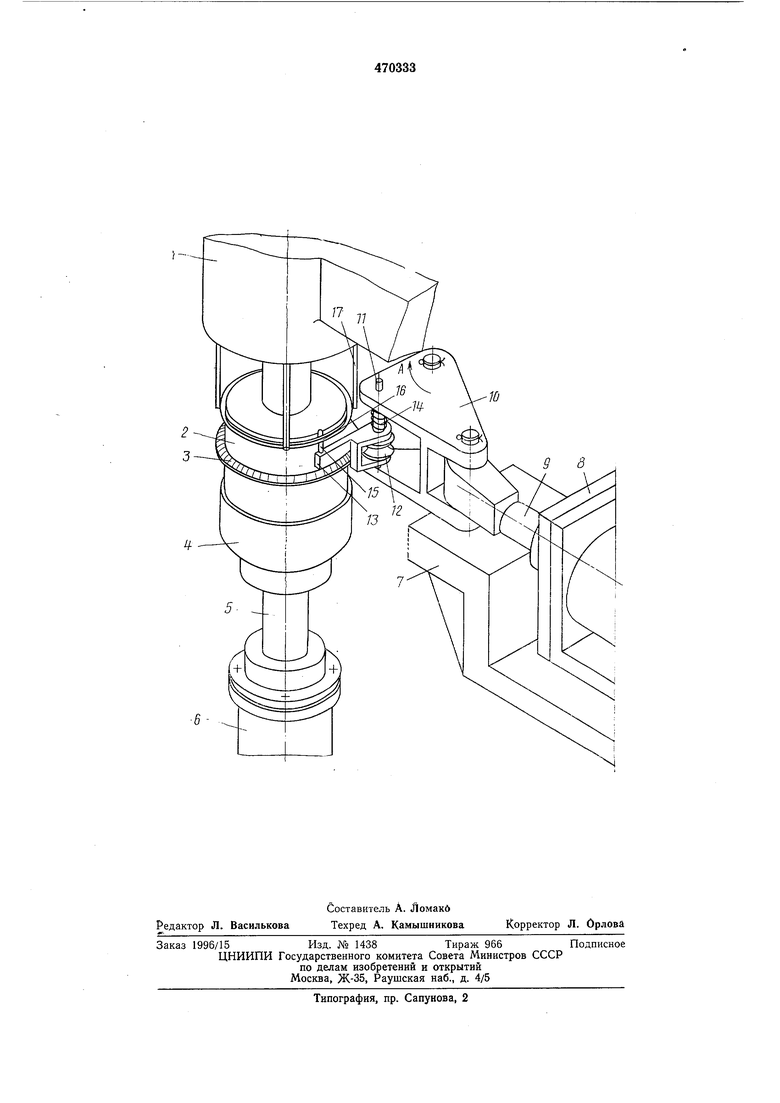
Перед началом цикла нижняя оправка 4 находится в крайнем нижнем положении. В ее внутреннюю полость укладывают подлежащее обработке изделие 3, включают пневмоцилиндр 6, и шток 5 последнего вместе с оправкой 4 и изделием 3 поднимается вверх до тех пор, пока изделие не наденется на верхнюю оправку 2 и не окажется зажатым между нею и нижней оправкой 4. Верхняя оправка 2 постоянно вращается, и за счет прижатия к ней приходят во вращение изделие 3 и нижняя оправка 4, шарнирно укрепленная на штоке 5. Перед началом цикла, т. е. когда на оправке 2 еще нет изделия, водило 13, а следовательно, и ролик 12 под воздействием пружины 14 находятся в крайнем нижнем положении, опираясь на нижнюю щеку проушины серьги 10. Когда хвостовик водила 13 входит в контакт с кромкой надеваемого на верхнюю оправку 2 изделия 3, водило 13 вместе с помещенным в его скобе закаточным роликом 12 поднимается вверх, сжимая пружину 14, до завершения зажима изделия между оправками 2 и 4.
Хвостовик водила 13, опираясь на кромку вращающегося изделия 3, скользит по ней, а укрепленный на конце хвостовика палец 15, свободно входя в зазор между ограничительным кольцом 16 и поверхностью оправки 2, постоянно удерживает водило от самопроизвольного разворота, а следовательно, от выхода из контакта с кромкой изделия 3.
Высота проема проушины серьги 10 рассчитана на возможный разбег высот обрабатываемых изделий. При оптимальной высоте изделия ролик 12 занимает примерно среднее положение в упомянутом проеме; если же высота изделия будет больше или меньше оптимальной, то этот ролик, увлекаемый водилом 13, опирающимся на кромку изделия 3, под воздействием пружины 14 и собственного веса поднимется вверх или опустится вниз, но в любом случае ролик 12 будет находиться на уровне закатки, т. е. кромка изделия 3 всегда располагается на уровне середины рабочей канавки ролика 12. Таким образом осущесгвляется автоматическая подналадка закаточного ролика на обработку изделий, высота которых колеблется в ограниченных пределах. По окончании установки изделия и подналадки закаточного ролика включают пневмоцилиндр 8, роликодержатель 9 начинает перемещаться справа налево (по чертежу), поворачивая серьгу 10 вокруг ее оси в направлении стрелки А. В процессе поворота серьги 10
в указанном направлении закаточный ролик 12, перемещаясь по дуге окружности, входит в контакт с кромкой вращающегося на оправке 2 изделия 3, и при взаимодействии кольцевой рабочей канавки ролика 12 с кромкой
происходит закатка последней. По завершении закатки, когда ролик 12, продолжая перемещаться по дуге окружности, выходит из контакта- с обрабатываемой кромкой, реверсируют привод 8, и роликодержатель 9 перемещается в обратном направлении, занимая исходное положение и приводя в исходное положение серьгу 10. После этого включают на реверс пневмоцилиндр 6, и шток 5 последнего вместе с нижней оправкой 4 опускается, освобождая-от зажатия изделие 3. Затем изделие 3 снимают с оправки, и цикл повторяется.
Предмет изобретения
Устройство для закатки кромок полых изделий, имеющих форму тел вращения, содерл ;ащее корпус с вращающейся оправкой, а также закатной ролик, установленный в роликодержателе, отличающееся тем, что, с
целью повышения качества изделий, корпус снабжен установленным концентрично оправке направляющим кольцом, а роликодержатель снабжен подпружиненным водилом, смонтированным с возможностью вертикального перемещения относительно роликодержателя и выполненным в виде рычага, установленного с возможностью взаимодействия с направляющим кольцом посредством закрепленного на нем пальца, а закатной ролик смонтирован на
упомянутом рычаге.
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| ЗАКАТОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2073575C1 |
| Устройство для закатки изделий | 1973 |
|
SU479538A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| Закаточное устройство | 1991 |
|
SU1784349A1 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| Станок для закатки изделий | 1980 |
|
SU871897A1 |
| Многошпиндельный роторный полуавтомат для закатки колпачков электрических предохранителей | 1961 |
|
SU143874A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| Станок для резки рулонного полотна | 1989 |
|
SU1677116A1 |