Изобретение относится к обработке металлов давлением, а именно к способу изготовления обкаткой цилиндрических сосудов и технологическому оборудованию для изготовления полых цилиндрических изделий, например, молочных бидонов и фляг, и может быть использовано в машиностроении.
Целью изобретения является повышение качества изделий и производительность устройства.
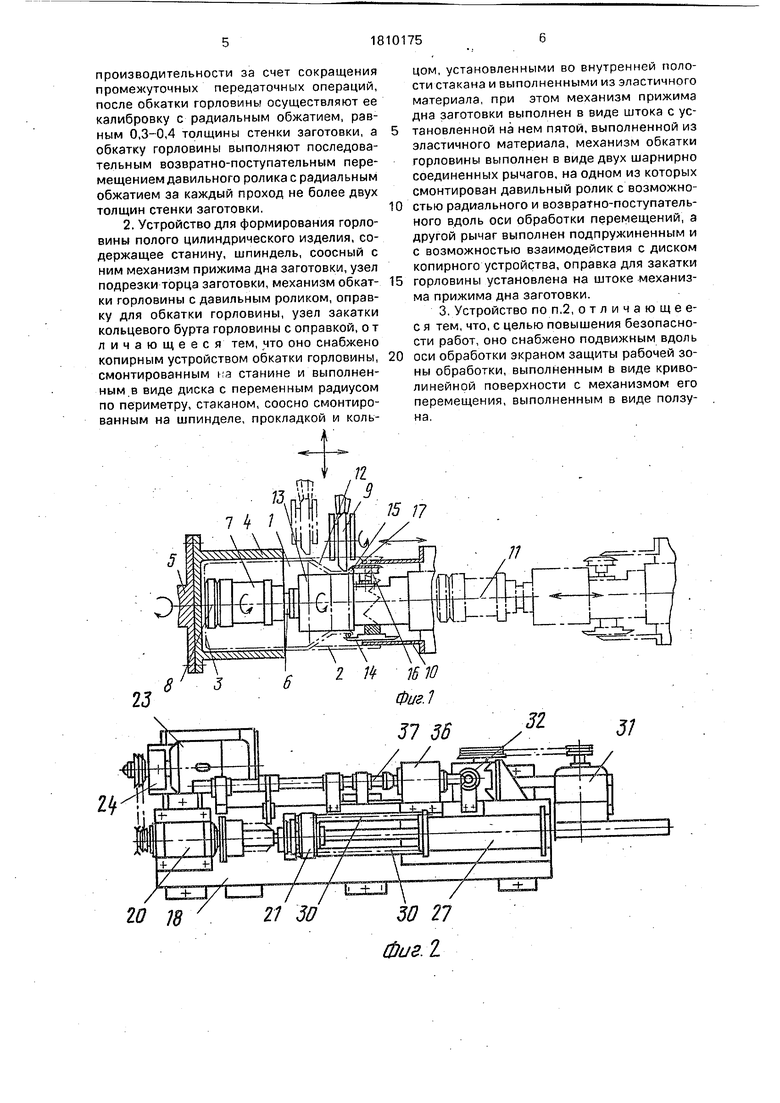
На фиг.1 изображена конструктивная схема способа формирования горловины изделия; на фиг.2 - устройство для осуществления способа, вид в плане; на фиг.З - то же, вид спереди; на фиг.4 - то же, вид сбоку;
на фиг.5 - механизм прижима; на фиг.б - сечение А-А на фиг.б.
Заготовку ,, имеющую торцовую 2 и донную 3 части, устанавливают в стакан 4 шпиндел i и прижимают штоком 6 через прижим / эй 8. Давильным роликом 9 при о- щенми заготовки с концевиком 10 вокруг оси 11 выполняют выдавливание горловины 12 -средством возвратно-поступа- тел ; ого движения ролика 9 вдоль образующее горловины торца 2 к центру оси 11 до контакта через заготовку с оправкой 13. Резец 14 ср .еттехприпуск 15, а закатной рпик 16 формирует кольцевой бурт 17 гор- л j . ы изделия. Шток6 с прижимом 7отводи, с. з нейтральное положение, а изделие cHMMavTCfl со стакана.
Устройство, с помощью которого осуществляют способ, состоит из станины 18, раз- мещенн. ми на ней пультом управления.19, передней бабкой 20, механизмом прижима дна заготовки 21 и копирным устройством обкатки заготовки 22. Передняя бабка включает в себя электродвигатель 23 с пневмо-. гидравлическим тормозом 24, шпиндель 5 со сменным стаканом 4, имеющим прокладки из пластичного материала, например из текстолита 25 и полиуретана 26. Механизм прижима дна заготовки 21 включает в себя силовой цилиндр 27 со штоком 6, на торце которого закреплен с возможностью вращения прижим 7 с пятой 8, а в средней части размещен силовой цилиндр 28 с концевой оправкой 10, оправкой горловины 13, имеющими возможность вращения вокруг оси 11, резцом 14 и вращающимся закатным роликом 16. От прогиба шток 6 предохраняет люнет 29 с направляющими 30; Копирное устройство обкатки заготовки 22 содержит электродвигатель 31 с редуктором 32, систему зубчатых передач 33, копир 34, приводной вал 35, соединенный с барабаном 36, имеющий фигурный паз, сопряженный с пальцем вала 37, передающего возвратно- поступательное движение нижнему 38 и верхнему 39 рычагам с вращающимся давильным роликом 9. Копир 34 выполнен дискообразным с переменным радиусом, который через обкатной ролик 40, ползун 41 и нижний рычаг 38 обеспечивает поворот вала 37 около своей оси, заставляя давильный ролик делать возвратно-поступательные движения, перпендикулярные оси изделия. Для безопасной работы оператора предусмотрен экран защиты 42 с механизмом перемещения.
Устройство работает следующим образом.
В исходном положении, при отведенном прижиме 7, заготовку 1 устанавливают
в стакан 4. Командой с пульта 19 включают силовой цилиндр 27 со штоком 6, пятой & и прижимом 7. В конечном положении прижима включают электродвигатель 23 с пневмогидравлическим тормозом 24 и электродвигатель 31 с копирным устройством обкатки горловины 22. Производят обкатку горловины 12 посредством возвратно-поступательного движения ролика 9 вдоль образующей горловины торца 2 изделия до контакта через заготовку с оправкой 13 за один оборот копира 34 копирного устройства 22, после чего его отключают и включают силовой цилиндр 28 с резцом 14 и закатным роликом 16.
После закатки горловины торца изделия электродвигатель 23 отключают и включают пневмогидравлический тормоз 24 с отводом прижима 7 в исходное положение. Изделие снимают со стакана 4. Цикл повторяется.
Таким образом, предложенный способ и конструкция устройства позволяют путем последовательного выполнения операций выкатки, обрезки и закатки горловины изделия в автоматическом режиме повысить
производительность и качество изготовления изделий при отсутствии вмятин, царапин и следов от прижима на внешней и внутренней сторонах дна и горловины за счет применения в зоне контакта изделия со
стаканом и прижимом пластичных материалов (например, текстолита и полиуретана). Обеспечить безопасность работы за счет применения защитного экрана в зоне обработки изделия.
Пример. Изделия из штампованной заготовки из сплава АД1М, толщиной 1,5 мм, исходным диаметром 140 и 120 мм с горловиной диаметра 100 и 90 мм формируется за семь двойных рабочих ходов выкатного ролика в течение 23 с в диапазоне Числа оборотов шпинделя 2000 ± 100 об/мин. Начальный шаг рабочего хода выкатки 2,5 мм с окончательной калибровкой горловины вы- глаживанием по оправке с шагом 0,5 мм. Величина шага определена опытным путем. При подаче с шагом больше 2,5 мм происходит образование задиров, вмятин и царапин. При подаче с шагом менее 2,5 мм падает производительность устройства. Обрезка
припуска и закатка кромки торца бидона выполняется за 3 с.
Формула изобретения 1. Способ формирования горловины по- лого цилиндрического изделия, .включающий прижим донной части заготовки, обкатку горловины давильным роликом, обрезку технологического припуска и закатку кольцевого бурта, отличающийся тем, что, с целью повышения качества изделий и
производительности за счет сокращения промежуточных передаточных операций, после обкатки горловины осуществляют ее калибровку с радиальным обжатием, равным 0,3-0,4 толщины стенки заготовки, а обкатку горловины выполняют последовательным возвратно-поступательным перемещением давильного ролика с радиальным обжатием за каждый проход не более двух толщин стенки заготовки.
2. Устройство для формирования горловины полого цилиндрического изделия, содержащее станину, шпиндель, соосный с ним механизм прижима дна заготовки, узел подрезки торца заготовки, механизм обкат- ки горловины с давильным роликом, оправку для обкатки горловины, узел закатки кольцевого бурта горловины с оправкой, о т личающееся тем, что оно снабжено копирным устройством обкатки горловины, смонтированным из станине и выполненным.в виде диска с переменным радиусом по периметру, стаканом, соосно смонтированным на шпинделе, прокладкой и кольцом, установленными во внутренней полости стакана и выполненными из эластичного материала, при этом механизм прижима дна заготовки выполнен в виде штока с установленной на нем пятой, выполненной из эластичного материала, механизм обкатки горловины выполнен в виде двух шарнирно соединенных рычагов, на одном из которых смонтирован давильный ролик с возможностью радиального и возвратно-поступательного вдоль оси обработки перемещений, а другой рычаг выполнен подпружиненным и с возможностью взаимодействия с диском копирного устройства, оправка для закатки горловины установлена на штоке механизма прижима дна заготовки.
3. Устройство по п.2, о т л и ч а ю щ е е- с я тем, что, с целью повышения безопасности работ, оно снабжено подвижным вдоль оси обработки экраном защиты рабочей зоны обработки, выполненным 6 виде криволинейной поверхности с механизмом его перемещения, выполненным в виде ползуна.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| СТАНОК ДЛЯ ОБЖИМА И ЗАКАТКИ ГОРЛОВИН ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU368906A1 |
| Устройство для изготовления изделий типа фляг | 1978 |
|
SU764799A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ | 1993 |
|
RU2048945C1 |
| Устройство для закатки горловин баллонов | 1990 |
|
SU1771854A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| Станок для обжима и закатки горловин полых цилиндрических изделий | 1976 |
|
SU566655A2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |



Использование: обработка металлов давлением. Сущность изобретения: способ включает прижим донной части заготовки, обкатку горловины давильным роликом, обрезку технологического припуска и закатку кольцевого бурта. После обкатки горловины осуществляют ее калибровку с радиальным обжатием, равным 0,3-0,4 толщины стенки заготовки, а обкатку горловины выполняют последовательным возвратно-поступательным перемещением давильного ролика с радиальным обжатием за каждый проход не более двух толщин стенки заготовки. Устройство для осуществления способа содержит станину, шпиндель, соосный с ним механизм прижима дна заготовки, узел подрезки торца заготовки, механизм обкатки горловины с давильным роликом, оправку для обкатки горловины и узел закатки кольцевого бурта горловины с оправкой. Ко- пирное устройство смонтировано на станине и выполнено в виде диска с переменным радиусом по периметру. Стакан соосно смонтирован на шпинделе, прокладка и кольцо установлены во внутренней полости стакана и выполнены из эластичного материала. Механизм прижима дна заготовки выполнен в виде штока с установленной на нем пятой, выполненной из эластичного материала, механизм обкатки горловины выполнен в виде двух шарнирносоединенных рычагов, на одном из которых смонтирован давильный ролик с возможностью радиального и возвратно-поступательного вдоль оси обработки перемещений, а второй рычаг выполнен подпружиненным и с возможностью взаимодействия с диском копирного устройства. Оправка для закатки горловины установлена на штоке механизма прижима дна заготовки.; Устройство снабжено подвижным вдоль оси обработки экраном защиты рабочей зоны обработки, выполненным в виде криволинейной поверхности, с механизмом его перемещения, выполненным в виде ползуна. 6 ил, 4.J fe 00 о ел
/ПГ+
20 is
/ /-М / 21 3030 27
Фиг I
saoiQi
Фиг. 6
| СТАНОК ДЛЯ ОБЖИМА И ЗАКАТКИ ГОРЛОВИН ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU368906A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
