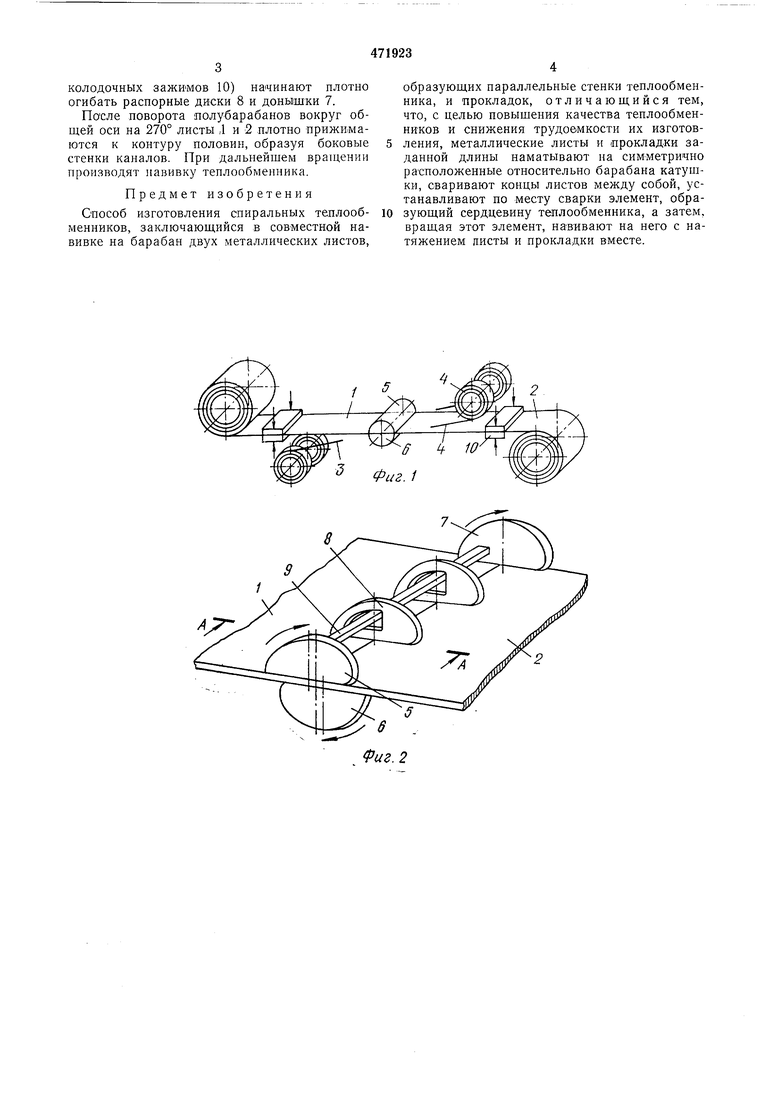
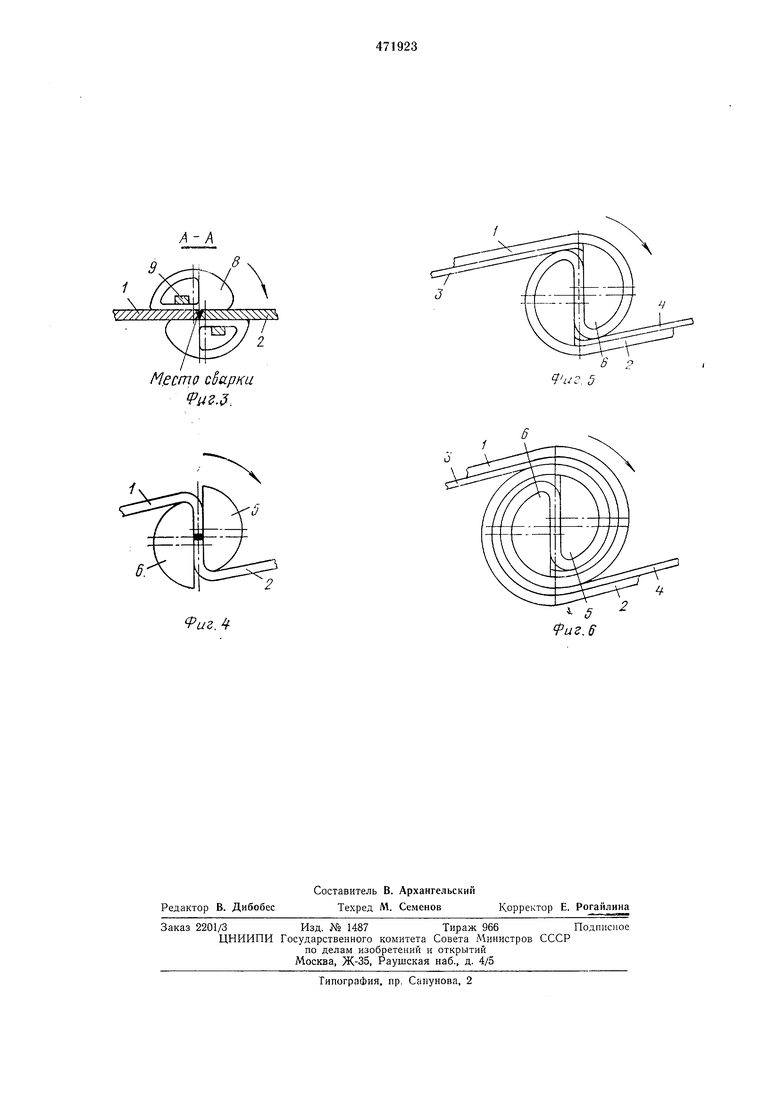
Изобретение может найти широкое применение, например, в химическом машиностроении. Известен способ изготовления спиральных теплообменников, заключающийся в навивке металлических листов на вращающийся барабан. Два листа последовательно один за другим заводят одним краем в продольные диаметрально противоположные прорези стенки барабана, навивают на него вместе с прокладками. Листы образуют параллельные стенки спирального теплообменника. При таком способе изготовления спиральных теплообменников невозможно обеспечить надежное уплотнение границы раздела несообщающихся спиральных каналов, образованных двумя листами, концы которых прижимаются один к другому силой упругости материала листов; затруднена установка деталей, образующих центральную часть теплообменника, в навитый из листов спиральный корпус. Целью изобретения является повышение качества спиральных теплообменников и снижение трудоемкости их изготовления. Достигается она тем, что листы прокладки необходимой длины наматывают на симметрично расположенные относительно наматывающего барабана катущки, концы листов сваривают между собой, устанавливают по месту сварки элемент, образующий сердцевину теплообменника, а затем, вращая этот элемент, навивают на него с натяжением листы вместе с прокладками. На фиг. 1 дана схема располол ения составных элементов теплообменника перед навивкой; на фиг. 2 - схема установки полубарабанов на листы; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4-б-схема навивки теплообменника при повороте полубарабанов соответственно на 90, 270, 450° от исходного положения. Листы 1 и 2 и прокладки 3 и 4 необходимой длины наматывают на симметрично расположенные относительно наматывающего барабана катущки. Концы листов 1 и 2 сваривают между собой и устанавливают в этом месте с двух сторон половины 5 и б элементов, предварительно собранные из деталей, образующих центральную часть теплообменника. Каждая из половин элемента состоит из двух полудонышек 7 и распорных полудисков 8, количество которых определяется жесткостью теплообменника. Все эти детали соединены планками 9. После установки половин 5 и 6 на листы концы их закрепляют в намоточном устройстве и поворачивают вокруг их общего центра вращения. При повороте половин 5 и б на 90° листы 1 и 2 изгибаются первоначально вокруг их кромок и (при обеспечении достаточного для деформации листов натяжения с помощью
колодочных зажимов 10) начинают плотно огибать распорные диски 8 и донышки 7.
После поворота полубарабанов вокруг общей оси на 270° листы 1 и 2 плотно прижимаются к контуру половин, образуя боковые стенки каналов. При дальнейшем вращении производят навивку теплообменника.
Предмет изобретения
Способ изготовления спиральных теплообменников, заключающийся в совместной навивке на барабан двух металлических листов.
образующих параллельные стенки теплообменника, и прокладок, отличающийся тем, что, с целью повышения качества теплообменников и снижения трудоемкости их изготовления, металлические листы и прокладки заданной длины наматывают на симметрично расположенные относительно барабана катушки, сваривают концы листов между собой, устанавливают по месту сварки элемент, образующий сердцевину теплообменника, а затем, вращая этот элемент, навивают на него с натяжением листы и прокладки вместе.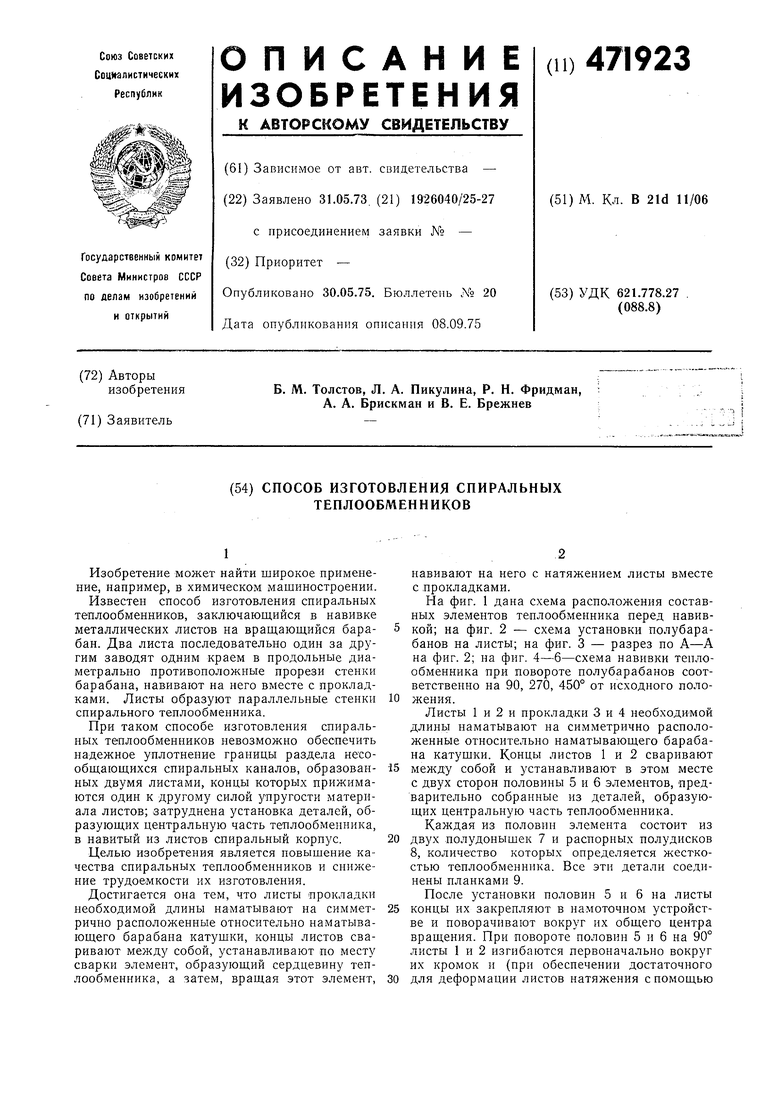
2
А- А
J
В о
Место сварки иг..
иг. 5
2
игЛ
