Предлагается способ изготовления кольцевых гофрированных металлоасбестовых прокладок с расположением металла по внутренней и наружной боковым поверхностям колец, например для люков паровых судовых котлов.
Известны различные способы изготовления металлоасбестовых прокладок, однако ни один из них не обеспечивает механизации производства на всех операциях.
Описываемый способ отличается от известных исключением ручных работ на всех операциях производства.
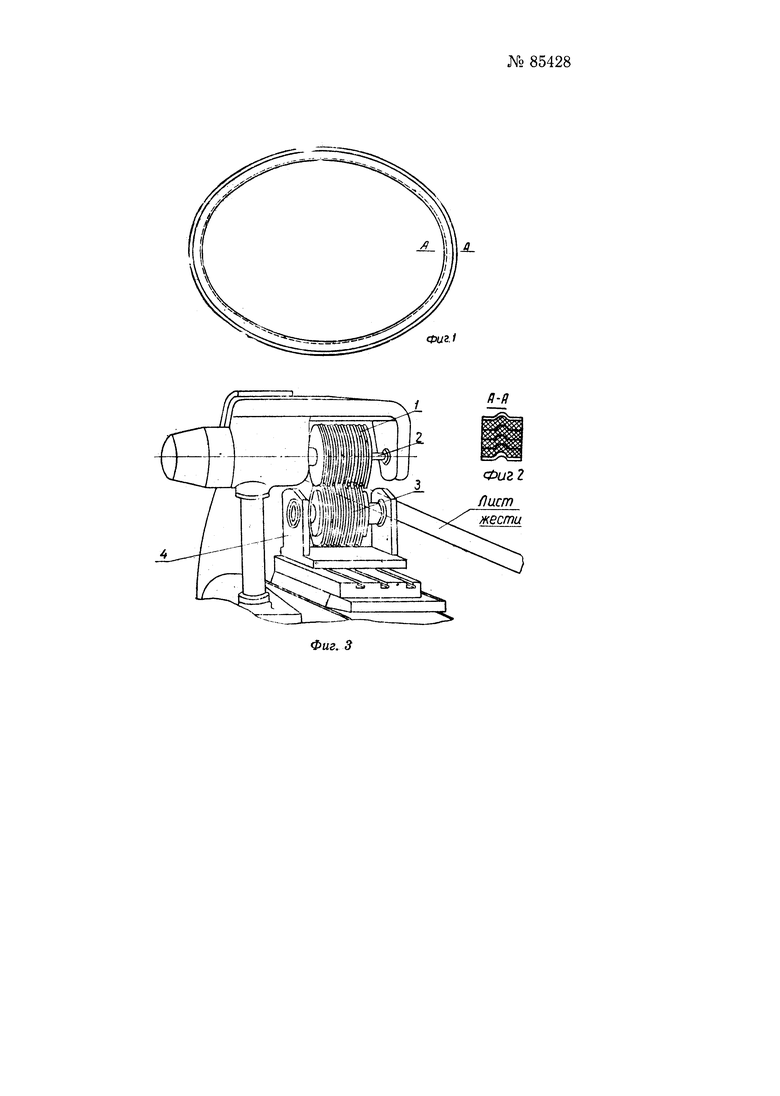
На фиг. 1 схематически показана гофрированная металлическая прокладка, в плане; на фиг. 2 - сечение прокладки по АА на фиг. 1; на фиг. 3 - аксонометрическая проекция приспособления к горизонтально-фрезерному станку для гофрировки листов; на фиг. 4 - аксонометрическая проекция приспособления для сварки гофрированных обечаек; на фиг. 5 - закаточное приспособление к токарному станку, вид спереди; на фиг. 6 - приспособление к токарному станку для разрезания заготовки на кольца, вид в плане и частично в разрезе; на фиг. 7 - сечение по ББ на фиг. 6; на фиг. 8 - вертикальный разрез приспособления для калибровки прокладок; на фиг. 9 - то же приспособление, вид в плане.
Первой операцией изготовления металлоасбестовых прокладок является гофрирование основного металлического листа. Гофрирование выполняется с помощью приспособления (фиг. 3), устанавливаемого на горизонтально-фрезерный станок. Ведущий валок 1 приспособления имеет гофрированную поверхность и вставляется своим коническим хвостовиком в шпиндель станка. С другой стороны валок поддерживается вращающимся центром 2. Ведомый валок 3, также имеющий гофрированную поверхность, смонтирован на кронштейнах 4, устанавливаемых на столе станка. Лист металла гофрируют между валками 1 и 3.
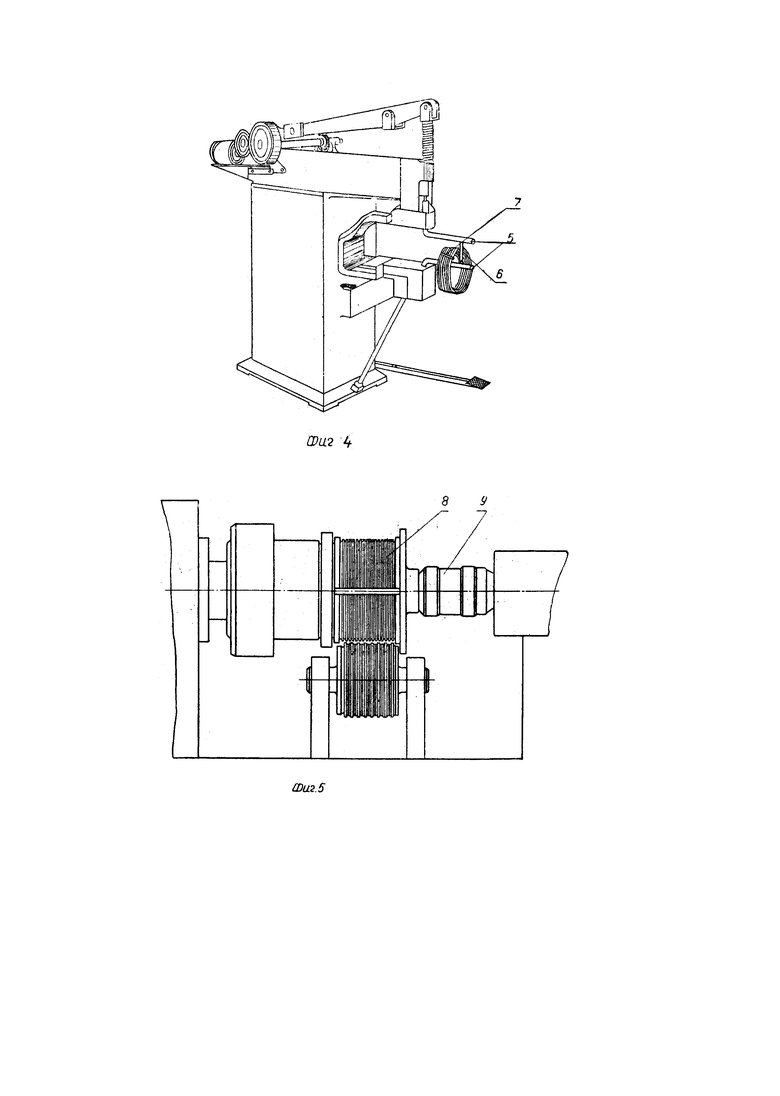
Второй операцией является сварка гофрированного листа, согнутого в обечайку. Сварка выполняется в приспособлении (фиг. 4) к сварочному аппарату. Приспособление имеет два изогнутых под углом 90° контакта 5 со вставленными в них профильными контактами для приварки и разрезную оправку.
На обечайку 6 надевают хомутик 7 из красной меди, устанавливают ее на аппарат и сваривают.
Наматывание на обечайку нескольких слоев асбеста и металла выполняется с помощью закаточного приспособления (фиг. 5) к токарному станку. Разжимная оправка 8 этого приспособления изготовлена за одно целое с конусным хвостовиком, который закрепляют в шпинделе станка. Со стороны задней бабки оправку поджимают двухопорным вращающимся центром 9. Обечайку надевают на оправку 8, разжимают ее и наматывают на нее слои асбеста и металла при помощи прижимного, также гофрированного, валка. Собранный таким образом барабан снимают со станка и окончательно сваривают в описываемом приспособлении.
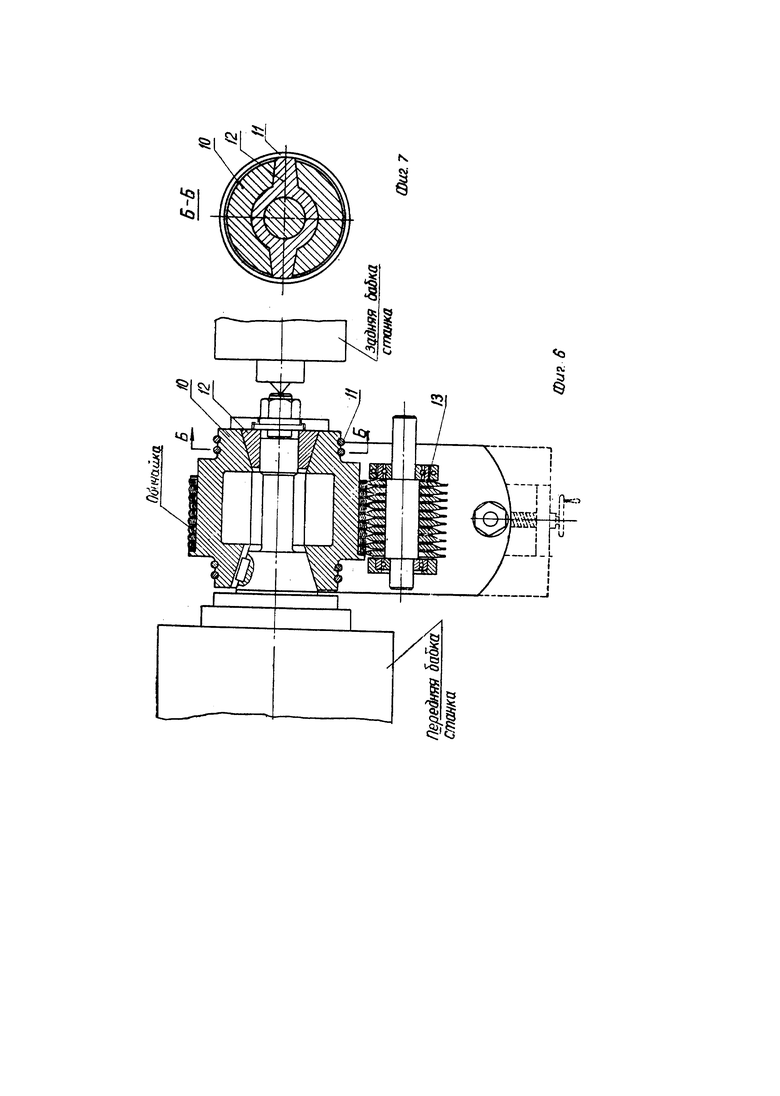
Пятая операция состоит в разрезке барабана и приспособления (фиг. 6 и 7) к токарному станку. Барабан надевают на бронзовую разрезную оправку 10, стянутую пружинными кольцами 11. Оправку 10 разжимают распорным конусом 12.
Затем к барабану подводят ножи 13, установленные на суппорте станка, и разрезают его на отдельные кольца.
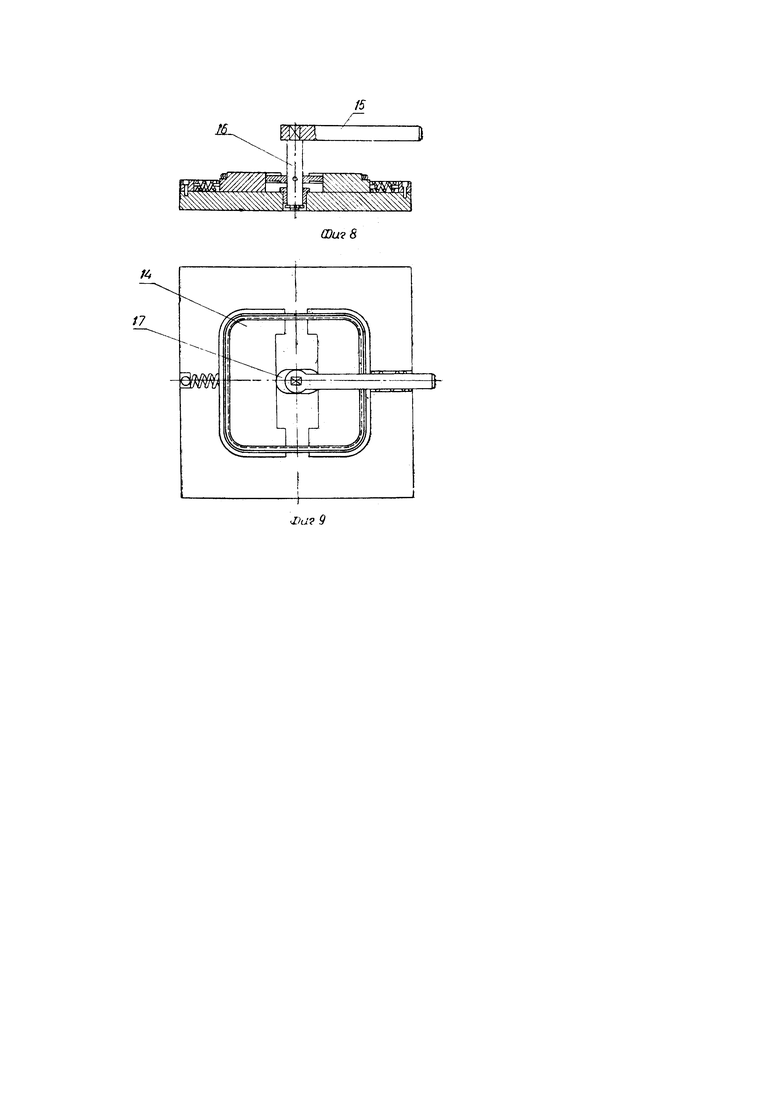
Шестой операцией является калибровка прокладок на разжимной оправке. Кольцевую прокладку надевают на две половинки 14 прямоугольной (фиг. 8-9) или круглой оправки, после чего поворачивают рукоятку 15. Вместе с рукояткой поворачивается валик 16, и насаженный на нем кулачок 17 раздвигает половинки 14, которые придают прокладке необходимую форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| Устройство для изготовления прокладок | 1979 |
|
SU934603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ВОЛНОВОДОВ | 2011 |
|
RU2470421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| Устройство для изготовления гофрированных обечаек | 1981 |
|
SU1055560A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| Способ изготовления обечайки | 1988 |
|
SU1551439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
1. Способ изготовления металлоасбестовых прокладок с расположением металла по их внутреннему и наружному контурам, отличающийся тем, что предварительно отгофрированный лист сваривают, после чего на сваренную обечайку навивают асбест и металл, а после окончательной сварки разрезают барабан на отдельные прокладки, которые затем калибруют.
2. Устройство для осуществления способа по п. 1, отличающееся тем, что, с целью придания заготовке гофрированной поверхности, применено приспособление для горизонтально-фрезерного станка, состоящее из двух гофрировочных валков, а для намотки на обечайку слоев асбеста и металла применено закаточное приспособление к токарному станку, состоящее из разжимной оправки и вращающегося прижимного валка, также с гофрированной поверхностью.
3. Устройство для осуществления способа по п. 1, отличающееся тем, что, с целью разрезки барабана после его окончательной сварки на кольца, применено приспособление для токарного станка, состоящее из разрезной оправки, на которую надевается обрабатываемый барабан, и оправки с набором дисковых ножей.
4. Устройство для осуществления способа по п. 1, отличающееся тем, что для калибровки изготовленных металлоасбестовых кольцевых прокладок применено приспособление, состоящее из разжимаемых эксцентриком оправок, на которые надевают калибруемые прокладки
