I
Изобретение относится к способам изготовления многослойных обечаек при производстве сосудов высокого давления труб цилиндрической аппаратуры с многослойной стенкой.
Известен способ изготовления многослойных обечаек путем спиральной навивки мерной заготовки и закрепления ее концов на прилегающих слоях обе-чайки 1 .
Для получения внутреннего цилиндрического слоя в данном способе используют сочетание внутренней цилиндричеокой оболочки с навивкой остальных слоев стенки по спирали Архимеда.
Данный способ требует применения переходных клиновых участков в начале, а в случае необходимости одевания наружной рубашки после окончания навивки, и в конце спирали.
Применение таких переходных клиньев усложняет производство, так как их необходимо специально изготавливать, изгибать по радиусу внутренней обо.ачки, крепить к центральной оболочке или началу полосы, навиваемой по спирали Архимеда.
Целью изобретения является упрощение технологии изготовления многослойных обечаек.
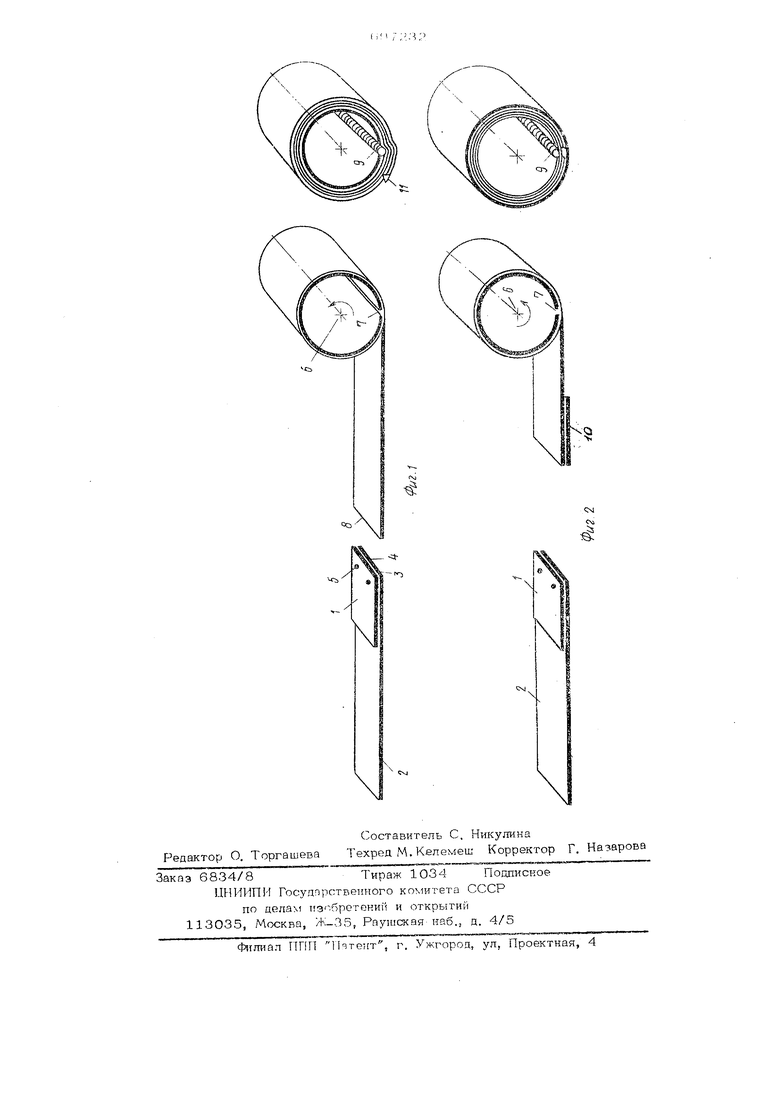
Цель достигается тем, что перед навивкой от мерной заготовки отрезают полосу длиной, равной параметру внутреннего слоя, накладывают ее на мерь. ную заготовку, совмещают их передние торцы и скрепляют между собой, при навивке полосу располагают с внутренней стороны обечайки и изгибают ее до соприкосновения кромок, а закрепление концов полосы осуществляют сваркой с проплавлением . С целью получения обечайки с наружным цилиндрическим слоем перед навивкой от мерной загото&ки отрезают полосу длиной, равной п&риметру наружного слоя, накладывают ее на мерную заготовку с наружной стороны, совмещают их задние торцы и скрепляют между собой. 36 На . 1 показана схема изгото1зле многослойной обечайки внутренним ци- линдрическргм слоем| на фиг. 2 - то же, с наружным цилиндричеасим слоем. Ch мерной заготовки или рулона отрезают полосу 1 длиной; равной пери. метру внутреннего слоя многослойной обечайки, и накладывают ее на мерную заготовку 2,, длиной, равной периметру всех остальных слоев, так, чтобы перец няя кромка 3 полосы 1 и передняя кром ка 4 заготовки 2 совпали в вертикаль- ной плоскости (с}иг. 1), Такое располо жение полос 1 и 2 фшссируется с помощью, например, прихваток 5 точечной сваркой между собой. Подготовленная таким образом мерная заготовка по дается на барабан 6 ггизтгвочтюй мангины, где проигзвкодтггср. навивка полосы в обечайку с многсгслойной стенкой. Полоса Ij огибаясь вокруг бараб зиа, образует внутрениЕЙ слой обе:(9.йки и стьн 7. Заготовка 2 образует ,оста ль-ные витки многослойной обечайки. Посл око1гчапия сворач В-ишя конец 8 приюта- тывается к Нижелегкащему слою,- а вну...тренний слой в районе стыка 7 нрихватывается к соседнему слою. Спени- альным устройством заваривается шов 9 Для изготовления г-лногослойных обочаек применяется полоса толдиной 4-6 мм. При сварке стыкового гава вняреин Г слоя обечайки за счет глубины проплпвления переваривается переходный учас;.... ток второго слоя, что исключает необхо димость в клиновом переходе. Если же нэоблош-гмоу чтобы и паружный слой многослойной обечайки HVjen цилиндрическую t ;o-p;v y и равномернзю но всему периметру тоаацину стенки обе- чайкИ( то мерную заготовк} дополняют полосой 10, длиной равной периметру наружного витка. После сворагивания такой заготовки па барабан 6 к закрепления прихватками концов полосы 1 к 1О к соседним слоям, многослойная обе чайка снимается с барабана и на слег;и™ альном устройстве завариваются швы. Глуби1га проплавления такого шва позволяет исключить зтеобходкмость в клиновых переходах, Пример. Па опытно) оборудс- вании для Изготовления лногослойных 24 обечаек в Институте электросварки бы- пи иэготовпены обечайки дтшметром 820 мм,. Полоса 1 и 10 имела ну 4 MMj а полоса 2 - толши1 у 2 мм. Натяжение при навивке составляло 1,5 кг/мм нлощади поперечного сечения полосы. При сьеме с барабана форма обечайки нес :олысо отличалась от круговой из-за понижения жесткости в районе стыка 7 (фиг. 1). На установке для сварки швов обечайке была придана форма правильного хшяиндра, которая была зафиксирована наложным швом 9 и 11. Предлагаемый способ позволяет получить многослойную обечайку, навиваемую из рулонной нолось по спирали Архимеда,, с равномерной толщиной по всему периметру и уменыитть расход стали . б р е т е н и я 1,Способ изготовления многослойных обечаек путем спиральной навивки иерной заготовки и закренления ее концов на прилегающих атоях обечайки, о т л и ч а JO ш и и с я тем, что, с целью упрошениЕ технологии производства, перед навивкой от мерной заготовки отрезают полосу длиной, равной периметру BHj-треннего слоя, накладывают ее на м-ерную заготовку, совмещают их нередние торцы и скрепляют их межп.у собой, при навивке полосу расноло гают с внутренней стороны обечайки и изгибают ее до соприкосновения кромок, а закрепление конное полосы осушестг.ляют сваркой с проплавлением. 2.Способ изготовления многослойных обечаек но п, Ij о т л и ч а ю ш и йс я тем, что, с целью получения обечайки с наружным, шитндрическим слоем, переп гсавивкой от мерной заготовки отрезают по,посу ц.ггиной, равной периметру наружного слоя, накладывают ее на мерную заготовку с наруж1юй стороны, совмещают ихзадниеторэцы и скрепляют между собой. Источники информанни, принятые во внимание при экспертизе 1. Патент США, 3566925, АЛ. 138-143, 1971.
«
см 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2036063C1 |
| Способ изготовления многослойных обечаек | 1977 |
|
SU1039618A1 |
| Способ изготовления сварных многослойных сосудов высокого давления | 1986 |
|
SU1359044A1 |
| Способ производства многослойных труб и сосудов | 1987 |
|
SU1447497A1 |
| Способ изготовления многослойных обечаек | 1981 |
|
SU1007796A1 |
| Способ изготовления обечайки-гасителя разрушений | 1986 |
|
SU1333513A2 |
| Способ контроля герметичности изделий | 1983 |
|
SU1221524A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБЕЧАЕК | 1991 |
|
RU2009747C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| Способ изготовления обечайки-гасителя разрушений | 1987 |
|
SU1670283A1 |